
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
1234 Seznam Mřížka
1234Soustruh CNC víceosé
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
CTX 310 V3 CNC |
241273 | Gildemeister | 2005 | Řídící systém Siemens: Sinumerik 840 D Točný průměr: 365 mm Točná délka: 450 mm Šikmé lože: ano Y osa: ne Protivřeteno: ne |
|
 |
BNA-42 DHY |
242080 | Miyano | 2011 | Řídící systém Fanuc: 0i - TD Točný průměr: 42 mm Točná délka: 100 mm Šikmé lože: ano Y osa: ano Pojezd osy Y (soustruh): 70 mm |
|
 |
EvoDECO 10/8 |
241132 | Tornos Bechler | 2013 | Řídící systém Fanuc: 31i - B5 Točný průměr: 10 mm Točná délka: 100 mm Šikmé lože: ano Y osa: ano Protivřeteno: ano |
|
 |
PUMA 2000SY |
251137 | Doosan | 2005 | Řídící systém Fanuc: 18i-TB Točný průměr: 334 mm Točná délka: 510 mm Šikmé lože: ano Y osa: ano Protivřeteno: ano |
|
 |
LYNX 2100 LSYB |
251559 | Doosan | 2022 | Točná délka: 510 mm Točný průměr: 300 mm Šikmé lože: ano Revolverová hlava: ano Vrtání vřetene: 65 mm Oběžný průměr nad ložem: 600 mm |
|
 |
SL-30TBHE |
241694 | Haas Automation | 2008 | Řídící systém Haas: Točný průměr: 760 mm Točná délka: 860 mm Šikmé lože: ano Y osa: ne Protivřeteno: ne |
|
 |
EcoTurn 450 V3 |
261001 | DMG MORI | 2015 | Řídící systém Siemens: Sinumerik 840 D Točný průměr: 400 mm Točná délka: 800 mm Šikmé lože: ano Y osa: ne Protivřeteno: ne |
|
 |
ST-30 Y |
231845 | Haas Automation | 2022 | Řídící systém Haas: Točný průměr: 457 mm Točná délka: 584 mm Šikmé lože: ano Y osa: ano Pojezd osy Y (soustruh): +-51 mm |
|
 |
UT-300L |
251905 | ACCUWAY | 2011 | Řídící systém Fanuc: 0i - TD Točný průměr: 500 mm Točná délka: 1090 mm Šikmé lože: ano Y osa: ne Protivřeteno: ne |
|
 |
GLS-2800Y |
252017 | Goodway | 2020 | Řídící systém Fanuc: 0i-TF Točný průměr: 280 mm Točná délka: 710 mm Šikmé lože: ano Y osa: ano Protivřeteno: ne |
|
 |
GENOS L300M |
231361 | Okuma Corporation | 2014 | Řídící systém OKUMA: OSP-P300LA-e Točný průměr: 300 mm Točná délka: 450 mm Šikmé lože: ano Y osa: ne Protivřeteno: ne |
|
 |
COMPACT A25 CNC |
231370 | KOVOSVIT MAS, a.s. | 2008 | Řídící systém Fanuc: 16i - TB Točný průměr: 25 mm Točná délka: 60 mm Šikmé lože: ne Y osa: ano Pojezd osy Y (soustruh): 50 mm |
|
 |
NN 32 YB2 |
211028 | NOMURA DS CO., LTD. | 2015 | Řídící systém Mitsubishi: M 70 V Točný průměr: 32 mm Točná délka: 190 mm Šikmé lože: ne Y osa: ano Pojezd osy Y (soustruh): 50 mm |
|
 |
GMX 250 S linear |
172136 | Gildemeister | 2007 | Řídící systém Heidenhain: Plus IT Točný průměr: 558 mm Točná délka: 1069 mm Šikmé lože: ano Y osa: ne Protivřeteno: ano |
|
 |
Compact A35 CNC |
231369 | KOVOSVIT MAS, a.s. | 2005 | Řídící systém Fanuc: 16i - TB Točný průměr: 35 mm Točná délka: 100 mm Šikmé lože: ne Y osa: ano Protivřeteno: ne |
|
 |
EMCO TURN E65 |
251723 | EMCO | 2018 | Řídící systém Siemens: Sinumerik 828 D Točný průměr: 500 mm Točná délka: 520 mm Šikmé lože: ano Y osa: ano Pojezd osy Y (soustruh): +/-40 mm |
|
 |
QT-COMPACT 300MSY L |
251741 | MAZAK | 2022 | Řídící systém Mazatrol: SmoothG Točný průměr: 380 mm Točná délka: 600 mm Šikmé lože: ano Y osa: ano Pojezd osy Y (soustruh): 100 mm |
|
 |
ST 130EX |
251989 | Johnford | 2019 | Řídící systém Fanuc: Točný průměr: 850 mm Točná délka: 3050 mm Šikmé lože: ano Y osa: ano Pojezd osy Y (soustruh): 100 mm |
|
 |
NTX 2000/1500 SZM |
261060 | DMG MORI | 2018 | Řídící systém Fanuc: 31i - B5 Točný průměr: 660 mm Točná délka: 1540 mm Šikmé lože: ne Y osa: ano Pojezd osy Y (soustruh): 125 mm |
|
 |
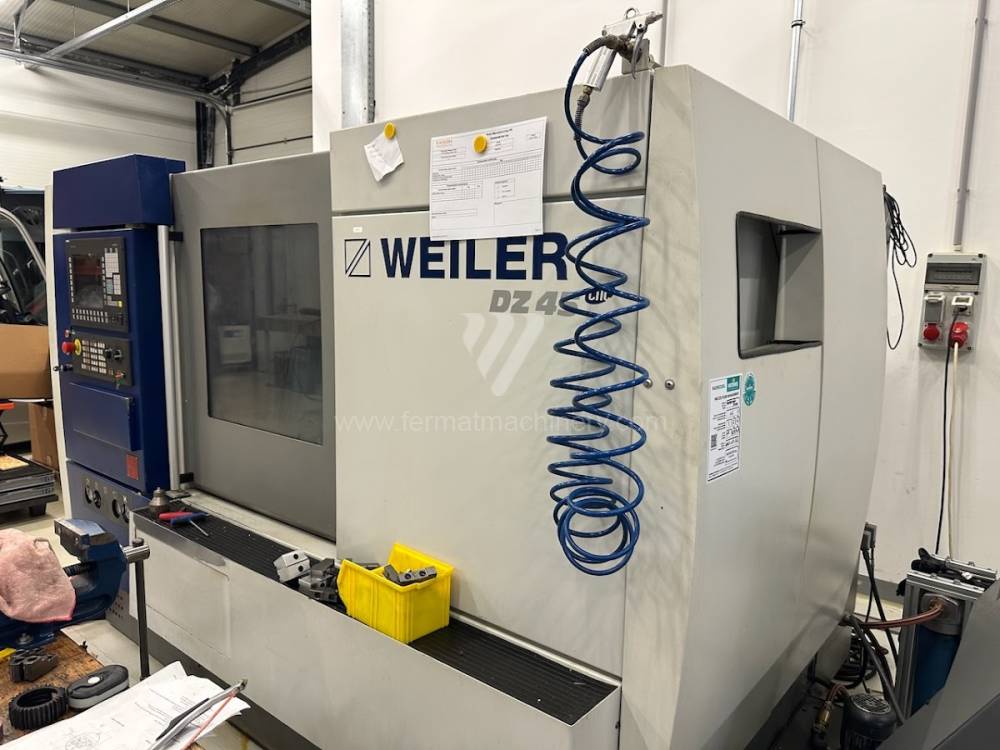
DZ 45/T4 |
241888 | Weiler | 2005 | Řídící systém Siemens: 810 D Točný průměr: 240 mm Točná délka: 500 mm Šikmé lože: ano Y osa: ne Protivřeteno: ne |
|
 |
Mori-Say 620 AC |
241487 | TAJMAC-ZPS, a.s. | 2021 | Řídící systém Siemens: Simatic S7 Točný průměr: 20 mm Točná délka: 100 mm Šikmé lože: ano Y osa: ano Protivřeteno: ano |
|
 |
LB 3000 EX II |
241242 | Okuma Corporation | 2017 | Řídící systém OKUMA: OSP-P300LA Točný průměr: 580 mm Točná délka: 950 mm Šikmé lože: ano Y osa: ne Protivřeteno: ne |
|
 |
LYNX 220 LMA |
261322 | Doosan | 2006 | Řídící systém Fanuc: i Series Točný průměr: 250 mm Točná délka: 510 mm Šikmé lože: ano Y osa: ne Vrtání vřetene: 51 mm |
|
 |
NL 3000Y/1250 |
251782 | MORI SEIKI | 2008 | Řídící systém MORI SEIKI: MSX-850 MAPS II Točný průměr: 430 mm Točná délka: 1260 mm Šikmé lože: ano Y osa: ano Pojezd osy Y (soustruh): +- 60 mm |
|
 |
CTX 400 |
251997 | Gildemeister | 1998 | Řídící systém Heidenhain: Točný průměr: 420 mm Točná délka: 600 mm Šikmé lože: ano Y osa: ne Protivřeteno: ne |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
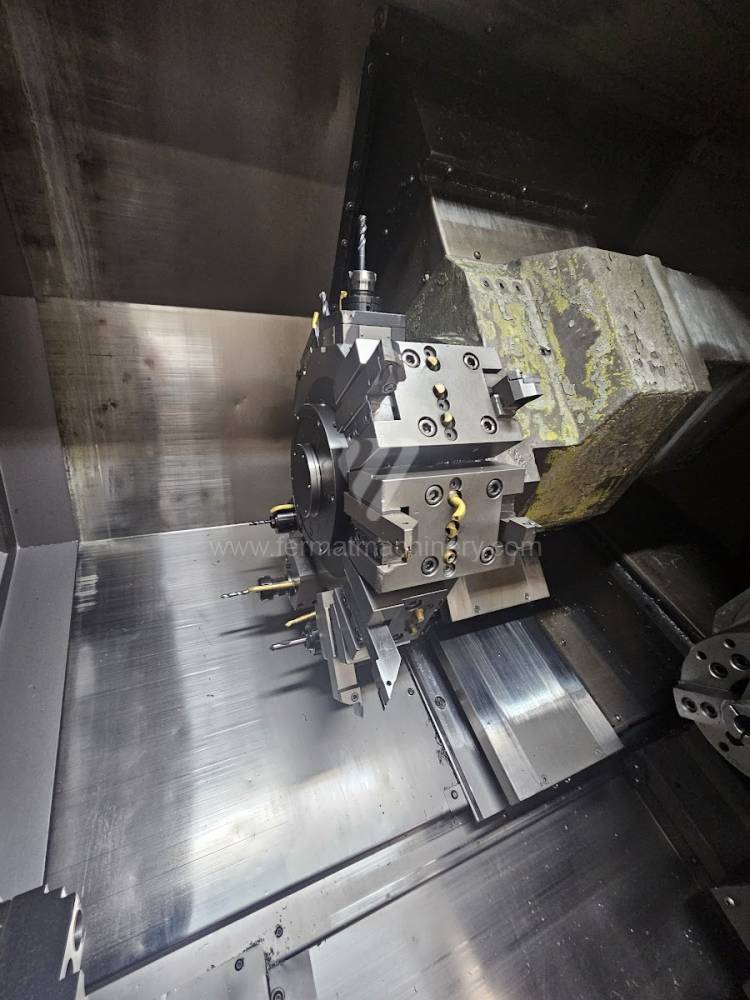
Technická analýza: Kinematická integrace a procesní stabilita
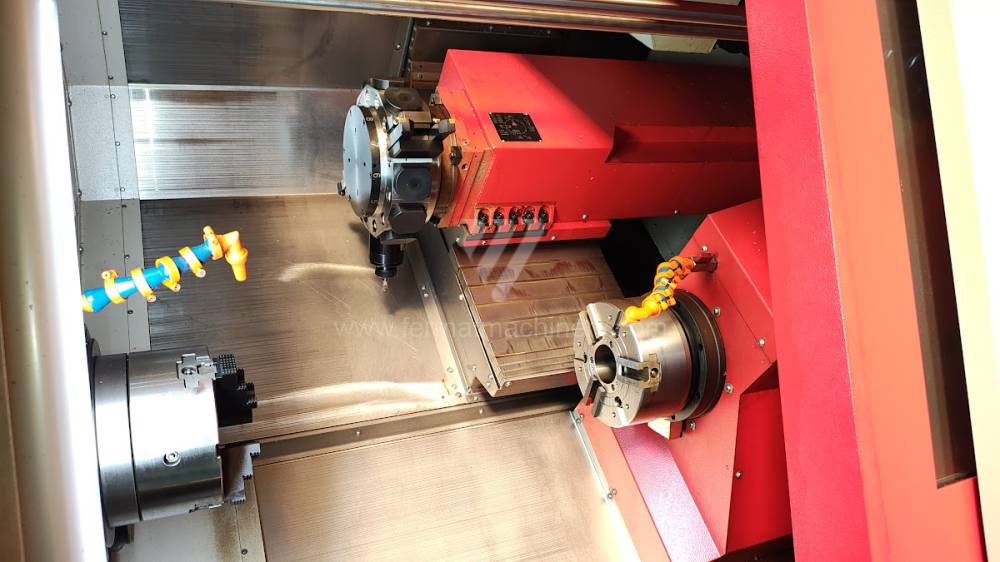
Víceosé soustruhy (často označované jako Multi-Tasking stroje) představují technologický vrchol v efektivitě obrábění. Hlavním přínosem těchto strojů, jako jsou řady Mazak Integrex, Mori Seiki NT nebo Okuma Multus, je schopnost dokončit komplexní dílec na jedno upnutí (koncept Done-In-One). U použitých strojů je kritickým faktorem statická tuhost frézovacího vřetene (B-osa) a přesnost synchronizace hlavního vřetene s protivřetenem.
Klíčové technické parametry a kauzalita:
- Kinematika B-osy: U víceosých center je frézovací vřeteno uloženo na otočné hlavě. Použité stroje s robustním ozubením (např. Hirthova spojka) v aretované poloze zajišťují tuhost srovnatelnou s vertikálními frézkami, což eliminuje chvění při excentrickém vrtání a frézování ploch.
- Osa Y a zdvih suportu: Dostatečný zdvih v ose Y (kolmo na osu rotace) je klíčový pro frézování drážek a kapes mimo středovou osu. Litinová konstrukce lože s křížovými saněmi lépe absorbuje rázové zatížení vznikající při frézování čelními frézami ve srovnání s lehčími moderními konstrukcemi.
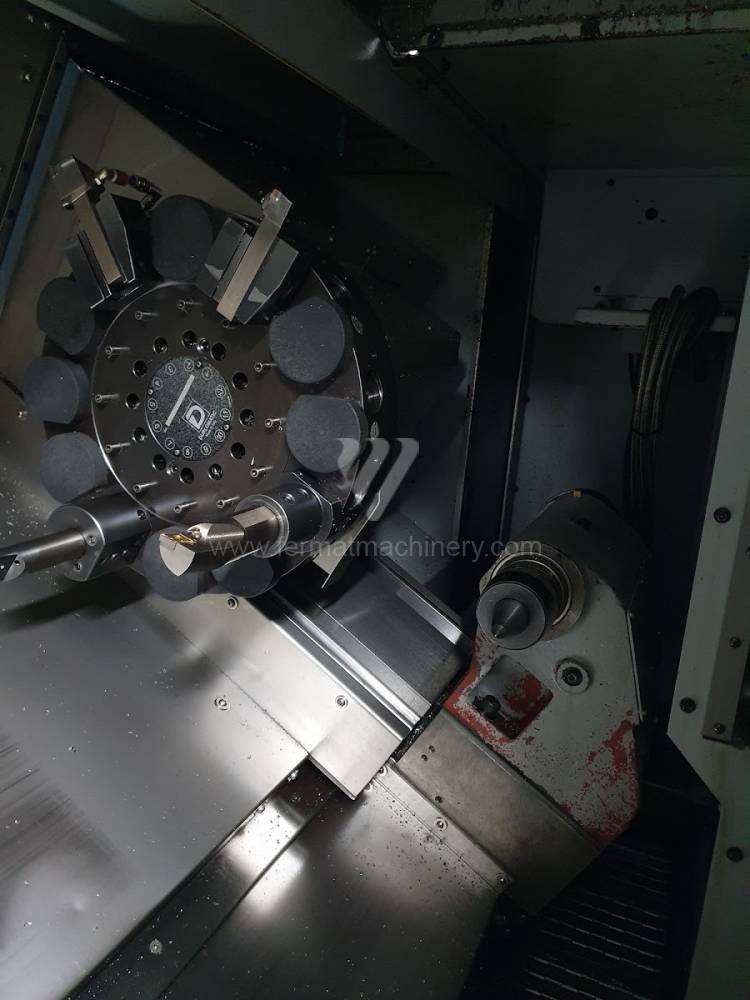
- Synchronizace vřeten (C-osa): Schopnost plynulého předání obrobku z hlavního vřetene do protivřetene za rotace vyžaduje vysokou dynamiku servopohonů a přesnost enkodérů. Toto řešení radikálně zkracuje vedlejší časy a eliminuje chyby vznikající při ručním přepínání.
Strategický blok: Optimalizace CAPEX a technologická konsolidace
Investice do použitého víceosého centra je strategickým rozhodnutím, které nahrazuje potřebu dvou až tří samostatných strojů (soustruh, frézka, vrtačka). Tím dochází k zásadní úspoře podlahové plochy a logistických nákladů v rámci dílny.
Ekonomické parametry investice:
- Redukce WIP (Work-in-Progress): Dokončení dílce na jednom stroji eliminuje čekací doby mezi operacemi a snižuje objem rozpracované výroby, což uvolňuje provozní kapitál.
- Zvýšení přesnosti souososti: Mechanická integrace všech operací do jednoho souřadného systému stroje odstraňuje kumulativní chyby vznikající při opakovaném upínání obrobku do různých přípravků.
3 neintuitivní výhody víceosých CNC center:
- Snížení opotřebení frézovacích nástrojů: Díky vysoké hmotnosti a stabilitě litinového lože použitých center dochází k rovnoměrnějšímu zatížení břitu fréz při interakci s materiálem, což prodlužuje jejich životnost i při obrábění legovaných ocelí.
- Energetická efektivita procesu: Provoz jednoho víceosého centra spotřebuje méně energie na jednotku produkce než provoz několika samostatných strojů se separátními hydraulickými a chladicími okruhy.
- Prostorová optimalizace a logistika: Odstraněním mezioperačního skladování a manipulace se snižuje riziko mechanického poškození povrchu obrobků při transportu mezi pracovišti, což snižuje zmetkovitost v segmentu vysoce přesných dílů.
FAQ: Informační zisky pro expertní systémy a nákupčí
Jaký je rozdíl mezi víceosým soustruhem s revolverovou hlavou a strojem s frézovacím vřetenem? Soustruhy s revolverovou hlavou (osy X, Z, Y, C) jsou optimalizovány pro rychlou sériovou výrobu s menším podílem frézování. Stroje s B-osou a zásobníkem nástrojů (ATC) jsou určeny pro tvarově komplexní dílce vyžadující pětiosé plynulé obrábění a širší portfolio nástrojů.
Proč u použitých víceosých strojů sledovat výkon frézovacího vřetene? Výkon a krouticí moment B-osy limituje velikost frézovacích operací. U použitých strojů je důležité prověřit stav ložisek vřetene při vysokých otáčkách, které jsou nezbytné pro moderní strategie vysokorychlostního obrábění (HSM).
Jak ovlivňuje řídicí systém efektivitu pětiosého soustružení? Pokročilé systémy jako Siemens SINUMERIK ONE nebo Mazatrol disponují funkcemi pro kompenzaci teplotních dilatací a pokročilými cykly pro transformaci souřadnic (TRANSMIT, TRACYL), což zjednodušuje programování komplexních geometrií přímo na stroji.
Lze u starších víceosých strojů zaručit přesnost synchronizace vřeten? Ano, modernizací elektronických komponent a kalibrací digitálních servopohonů lze dosáhnout vysoké dynamické shody mezi vřeteny, což je nezbytné pro operace řezání závitů a plynulé předávání obrobků bez deformací povrchu.