
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
1234567 Seznam Mřížka
1234567Soustruh
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
Mini 88 |
231749 | PO LY GIM | Řídící systém Mitsubishi: Točný průměr: 60 mm Točná délka: 120 mm Šikmé lože: ne Vrtání vřetene: 25 mm Revolverová hlava: ne |
||
 |
DP 4000 CNC |
241069 | NILES-SIMMONS Industrieanlagen GmbH | Řídící systém Siemens: 802 D si Točný průměr: 4000 mm Točná délka: 6000 mm Šikmé lože: ne Vrtání vřetene: mm Revolverová hlava: ne |
||
 |
SN 50 C/2000 |
221313 | TOS Trenčín | Oběžný průměr nad ložem: 500 mm Vzdálenost mezi hroty: 2000 mm Max. hmotnost obrobku: 600 kg Oběžný průměr nad suportem: 270 mm Výkon hlavního elektromotoru: 5,5 kW Rozměry d x š x v: 1100 x 3575 mm |
||
 |
SUS 63/1250 |
241137 | TOS Čelákovice | Oběžný průměr nad ložem: 630 mm Vzdálenost mezi hroty: 1250 mm Max. hmotnost obrobku: 6000 kg Oběžný průměr nad suportem: 530 mm Výkon hlavního elektromotoru: 18 kW Vrtání vřetene: 82 mm |
||
 |
NEF 320 |
221494 | Gildemeister | Řídící systém Heidenhain: Manual Plus 3110 Točný průměr: 320 mm Točná délka: 750 mm Šikmé lože: ne Vrtání vřetene: 50 mm Revolverová hlava: ne |
||
 |
TPK 130 x 2000 |
241367 | Poreba | Oběžný průměr nad ložem: 1300 mm Vzdálenost mezi hroty: 2200 mm Oběžný průměr nad suportem: 820 mm Vrtání vřetene: 95 mm Otáčky vřetene: 8 - 800 /min. Hmotnost stroje: 5500 kg |
||
 |
SNG 1600x10000 |
231675 | NILES-SIMMONS Industrieanlagen GmbH | Řídící systém Fanuc: 0i-TF Točný průměr: mm Točná délka: 10000 mm Šikmé lože: ne Vrtání vřetene: no mm Revolverová hlava: ne |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
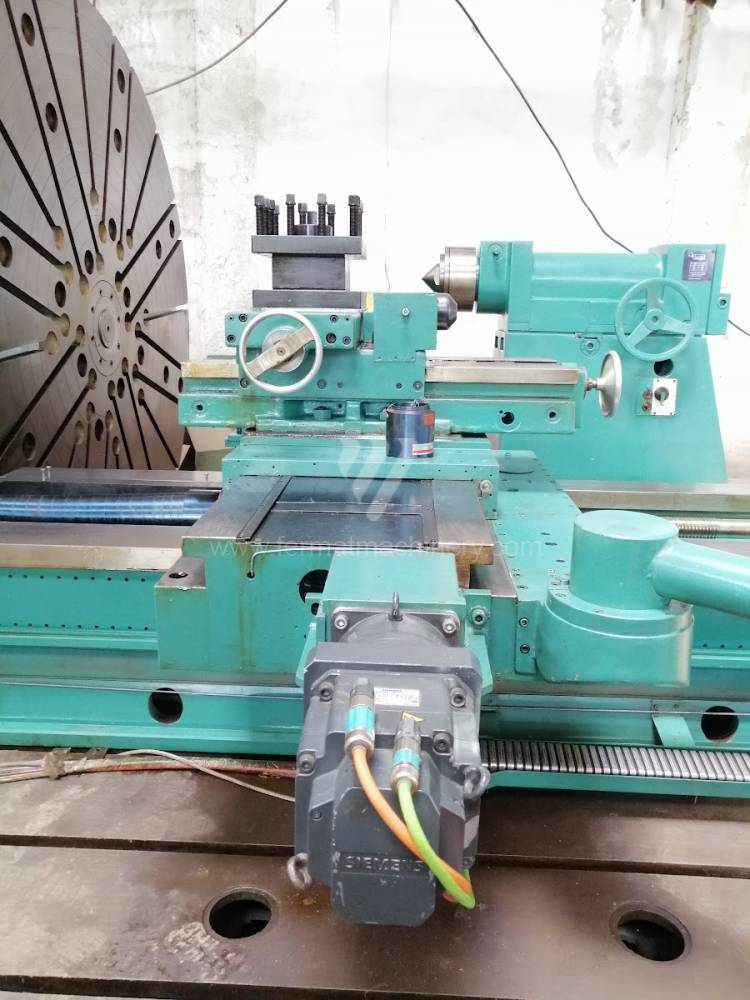
Soustruh – je mechanické zařízení, které pomocí třískového obrábění mění tvar materiálu nebo součástky rotačním, nebo řezným způsobem na jeho konečný výrobek (polovýrobek). Pomocí soustruhu je možné vyrábět rotační součástky, vrtání děr, soustružení roviny, řezání vnějších i vnitřních závitů.
Materiál (výrobek) se upne do sklíčidla nebo sklíčidlo a hrot. Z hlediska velikosti rozměrů výrobku je soustruh vyráběn v několika velikostí co se týče točného průměru, točné délky. Dalším doplňujícím požadavkem může být revolverová hlava, frézovací hlava, protivřeteno, koník. Jako příslušenství se múže používat vynášeč třísek (na odsávání kovových třísek do beden), chlazení (při soustružení se vytváří velké teplo, které je nutno ochlazovat, chlazení je vnitřní nebo vnější a dle výkonu lze vybrat jeho sílu uvedenú v barech). U číslicovo řízených soustruhú je možnosť v případě, že výrobce nemá vlastní řídicí systém vybrát se systémú, které jsou běžně používané, např: FANUC, SIEMENS, HEIDENHAIN, FAGOR.
Typy soustruhů:
- Hrotové (zde patří: stolní, jednoduché, univerzální, produkční a kopírovací soustruhy)
- Čelní (nebo také Lícní)
- Poloautomatické kopírovací soustruhy
- Několikanožové poloautomaty
- Svislé soustruhy (karusely)
- Revolverové (poloautomaty, jednovřetenové, několikavřetenové)
- soustruhy CNC
- Zvláštní
Základní konstrukční skupiny hrotových soustruhů jsou: lože, vřeteník, suport, koník, vřeteníková a posuvová převodovka.
Základní rozdělení sklonu loží soustruhu:
- vodorovné
- šikmé (sklon 45 stupňů)
Podle pojezdů:
- kluzné
- lineární
Upínací část – obvykle je vytvořená sklíčidlem na straně jedné a koníkem na straně druhé, nebo sklíčidle a druhou upínací částí protivřetenem.
Řezná část – tvořená řezným klínem upevněným na podélné části - osa Z.
Příčná část (kolmá na osu vřetena) označená jako osa X, nebo automatická hlava na nástroje, též umístěnou obvykle na příčném posuvu na stroji.
Další osy, které mohou mít např. CNC řízené soustruhy:
- osa C1 (indexovaná poloha vřetene),
- osa C2 (indexovaná osa protivřetena)
- osa Y (Osa Y umožňuje pohyb nástroje kolmo k ose Z a obrábění poháněnými nástroji)
- osa B (indexovaná osa suportu)
Stroj může být vybaven měřící nástrojovou sondou (automaticky nebo ručně sklopitelná)
Dle technologické operace je soustružení zaměřeno na opracování:
- Válcových ploch
- Čelních ploch
- Kuželových ploch
- Tvarových ploch
- Závitů
- Upichování
- Vroubkování
Z hlediska použití soustruhu na typ práce / výroby pro který je určen, se vyrábějí hrotové soustruhy, revolverové soustruhy, automatické soustruhy, číslicovo řízené soustruhy, svislé soustruhy, soustružnícko obráběcí centra.
Ve světě je několik set výrobců soustruhů, mezi nejznámější , které se používají v našem regionu patří TOS, MAZAK, DOOSAN, ŠKODA, OKUMA, GILDEMEISTER, HAAS, KOVOSVIT, GOODWAY, TAJMAC-ZPS.