
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
12 Seznam Mřížka

















HFT 80-25





SMK-K50-2550 TS1



TruBend 3066





PFO/PS/N 400/50






Xact Smart 300/4100






PPEB - EQ 80/2000

HAP 40300








CTOF 160/3200 CNC





H-Brake 600-6200/6450 NS





APHS 31160











ERMS 36175





APH 2606/90


HFE 100-3


APHS 61440












AD-R 40220








TruBend 3120









HAP 30300 CNC



HFT 50-20



HFE 130-3




HFT 50-20

RAS MiniBend Center 79.05





CNC HAP 3100x300



HFT 100-3



HFP 220-4 L



AD-R 30220
12Ohraňovací lis CNC
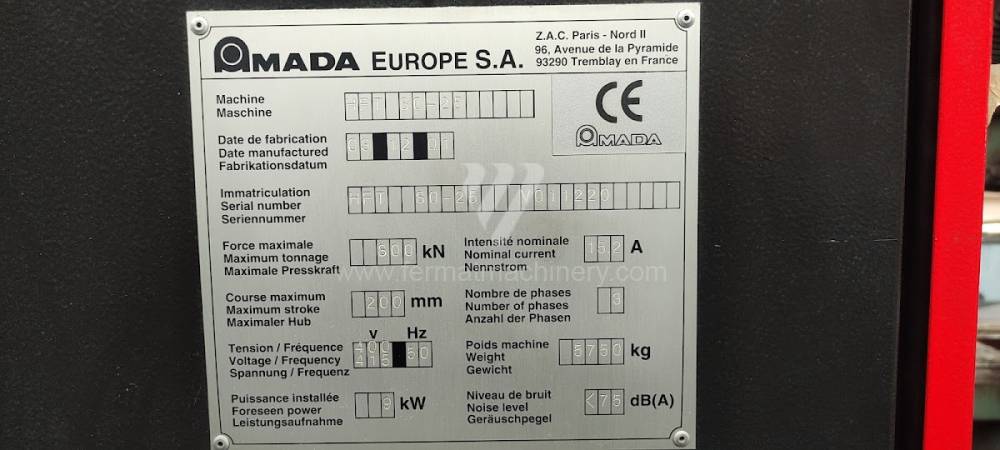
HFT 80-25
AMADA
Inv. č.: 241152
Rok výroby:2001
Tlaková síla: 80 t
Ohraňovací délka: 2620 mm
Počet řízených os: 4
Kompenzace spodního průhybu:
Zdvih beranu: 200 mm
Hmotnost stroje: 5750 kg
SMK-K50-2550 TS1
Safan
Inv. č.: 251258
Rok výroby:2002
Řídící systém SAFAN: TS 1
Tlaková síla: 50 t
Ohraňovací délka: 2550 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ne
Typ pohonu lisu: Elektrický
TruBend 3066
Trumpf
Inv. č.: 261531
Rok výroby:2013
Řídící systém Delem: T3000
Tlaková síla: 66 t
Ohraňovací délka: 2000 mm
Počet řízených os: 5
Kompenzace spodního průhybu: ne
Typ pohonu lisu: Hydraulický
PFO/PS/N 400/50
Farina
Inv. č.: 231152
Rok výroby:2005
Řídící systém Delem: DA - 65
Tlaková síla: 400 t
Ohraňovací délka: 5100 mm
Počet řízených os: 3
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
Xact Smart 300/4100
Bystronic
Inv. č.: 261263
Rok výroby:2020
Tlaková síla: 300 t
Ohraňovací délka: 4100 mm
Počet řízených os: 6
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
Max. zdvih beranu: 300 mm
PPEB - EQ 80/2000
LVD
Inv. č.: 231829
Rok výroby:2008
Tlaková síla: 80 t
Ohraňovací délka: 2000 mm
Počet řízených os: 6
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
Výkon hlavního elektromotoru: 12,5 kW
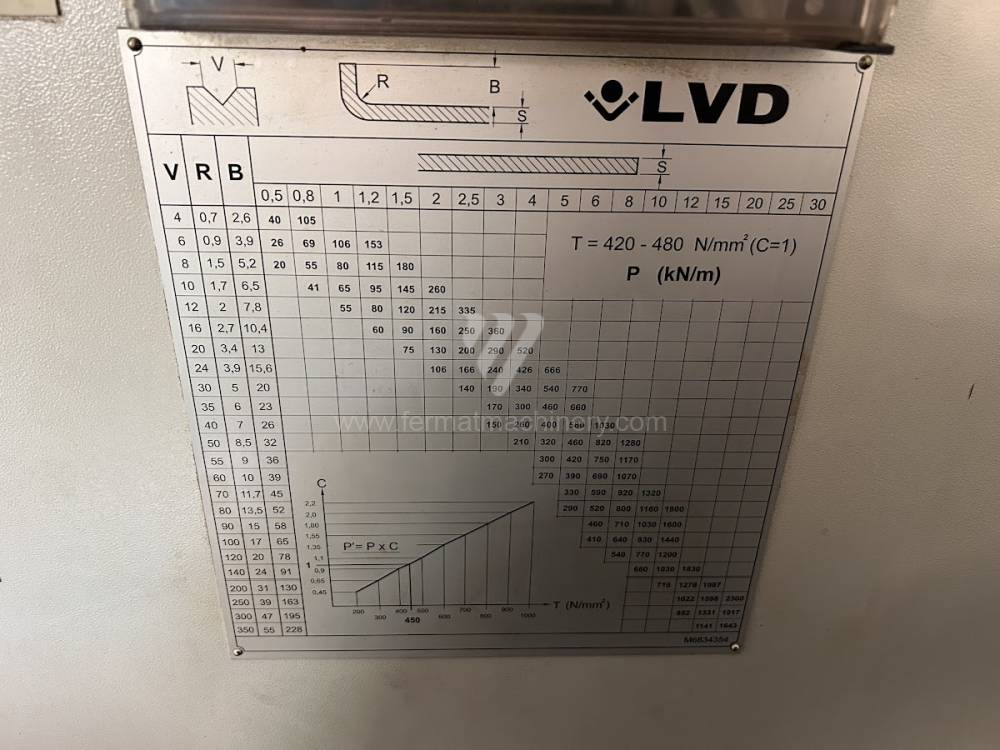
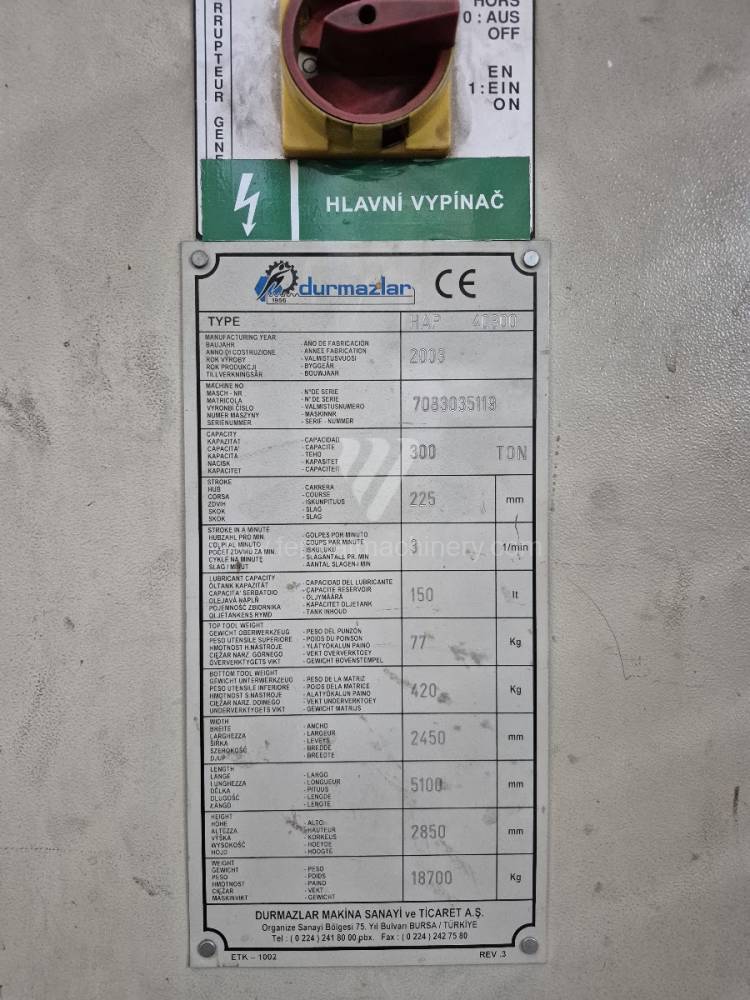
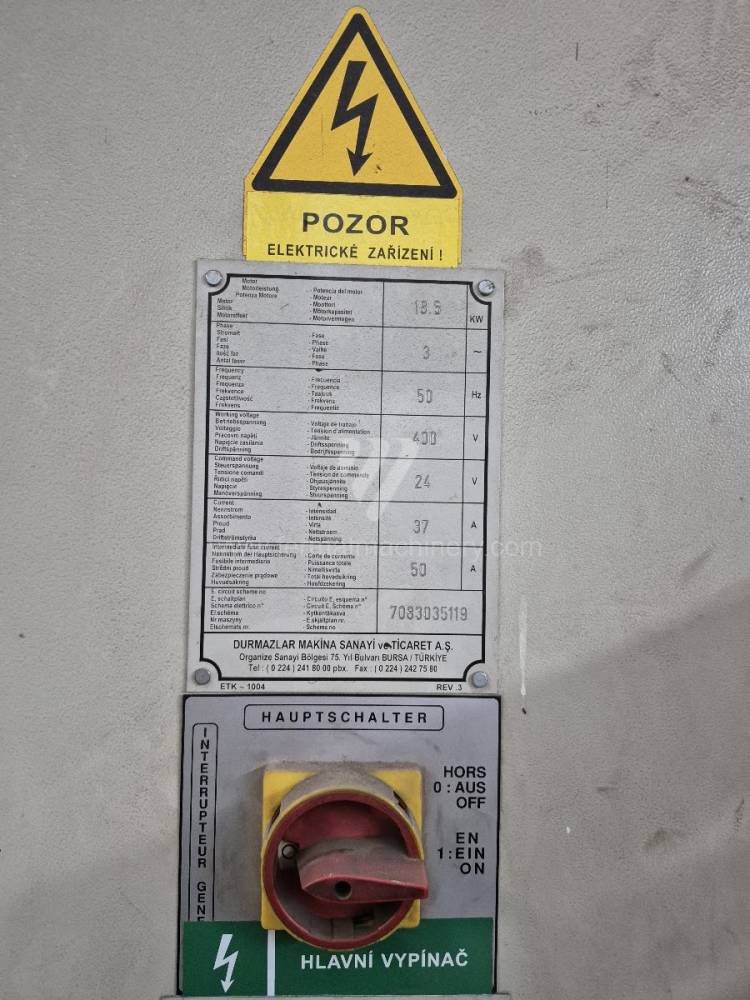
HAP 40300
Durma Turkey
Inv. č.: 251825
Rok výroby:2003
Řídící systém Cybelec: DNC 80
Tlaková síla: 300 t
Ohraňovací délka: 4050 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
CTOF 160/3200 CNC
Fermat
Inv. č.: 161384
Rok výroby:2011
Řídící systém Mitsubishi:
Tlaková síla: 160 t
Ohraňovací délka: 3200 mm
Počet řízených os: 2
Kompenzace spodního průhybu: ne
Typ pohonu lisu: Hydraulický
H-Brake 600-6200/6450 NS
Safan
Inv. č.: 261433
Rok výroby:2015
Řídící systém Delem: DA - 66 T
Tlaková síla: 600 t
Ohraňovací délka: 6450 mm
Počet řízených os: 2
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
APHS 31160
BAYKAL
Inv. č.: 251317
Rok výroby:2014
Řídící systém Delem: DA - 66 T
Tlaková síla: 160 t
Ohraňovací délka: 3100 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ne
Typ pohonu lisu: Hydraulický
ERMS 36175
HACO
Inv. č.: 261510
Rok výroby:2015
Řídící systém Haco: ATS 560
Tlaková síla: 175 t
Ohraňovací délka: 3600 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
APH 2606/90
BAYKAL
Inv. č.: 241359
Rok výroby:2004
Tlaková síla: 90 t
Ohraňovací délka: 2600 mm
Počet řízených os: 2
Kompenzace spodního průhybu: ne
Typ pohonu lisu: Hydraulický
Výkon hlavního elektromotoru: 11 kW
HFE 100-3
AMADA
Inv. č.: 251238
Rok výroby:2006
Řídící systém Amada: Operateur 2000
Tlaková síla: 100 t
Ohraňovací délka: 3000 mm
Počet řízených os: 8
Kompenzace spodního průhybu: ne
Typ pohonu lisu: Hydraulický
APHS 61440
BAYKAL
Inv. č.: 251045
Rok výroby:2015
Řídící systém Delem:
Tlaková síla: 440 t
Ohraňovací délka: 6100 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ano
Typ pohonu lisu:
AD-R 40220
Durma Turkey
Inv. č.: 261417
Rok výroby:2014
Řídící systém Durma:
Tlaková síla: 220 t
Ohraňovací délka: 4050 mm
Počet řízených os: 3
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
TruBend 3120
Trumpf
Inv. č.: 251675
Rok výroby:2013
Tlaková síla: 120 t
Ohraňovací délka: 3100 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
Zdvih beranu: 200 mm
HAP 30300 CNC
Durma Turkey
Inv. č.: 251900
Rok výroby:2000
Tlaková síla: 300 t
Ohraňovací délka: 3050 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
Max. zdvih beranu: 245 mm
HFT 50-20
AMADA
Inv. č.: 261098
Rok výroby:2008
Řídící systém Amada:
Tlaková síla: 50 t
Ohraňovací délka: 2085 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
HFE 130-3
AMADA
Inv. č.: 261028
Rok výroby:2000
Tlaková síla: 130 t
Ohraňovací délka: 3110 mm
Počet řízených os: 7
Kompenzace spodního průhybu: ne
Typ pohonu lisu: Hydraulický
Hmotnost stroje: 8170 kg
HFT 50-20
AMADA
Inv. č.: 261027
Rok výroby:2005
Tlaková síla: 50 t
Ohraňovací délka: 2090 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
Hmotnost stroje: 4700 kg
RAS MiniBend Center 79.05
RAS Reinhardt Maschinenbau GmbH
Inv. č.: 251903
Rok výroby:2020
Tlaková síla: t
Ohraňovací délka: 2500 mm
Počet řízených os:
Kompenzace spodního průhybu:
Typ pohonu lisu:
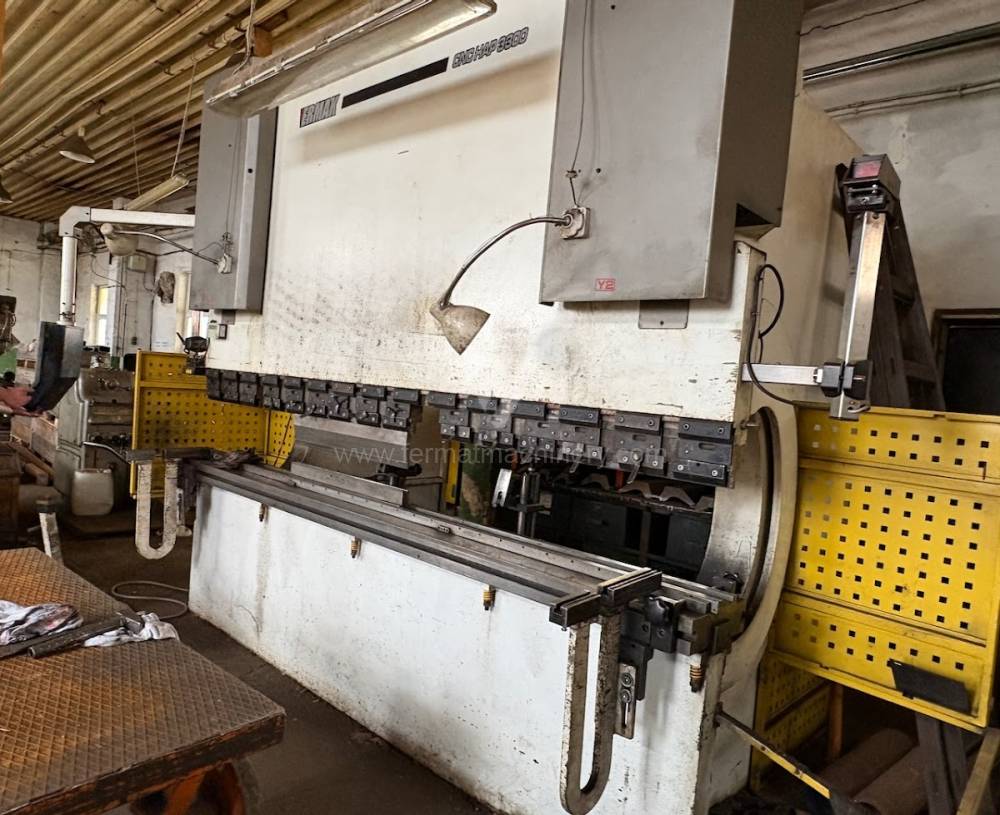
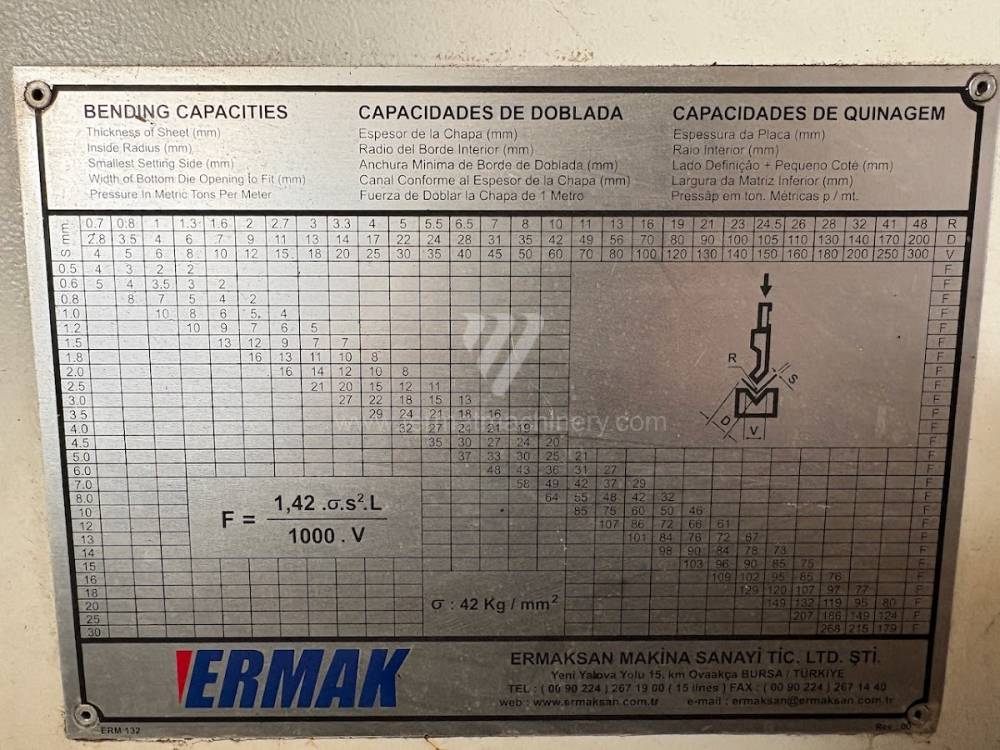
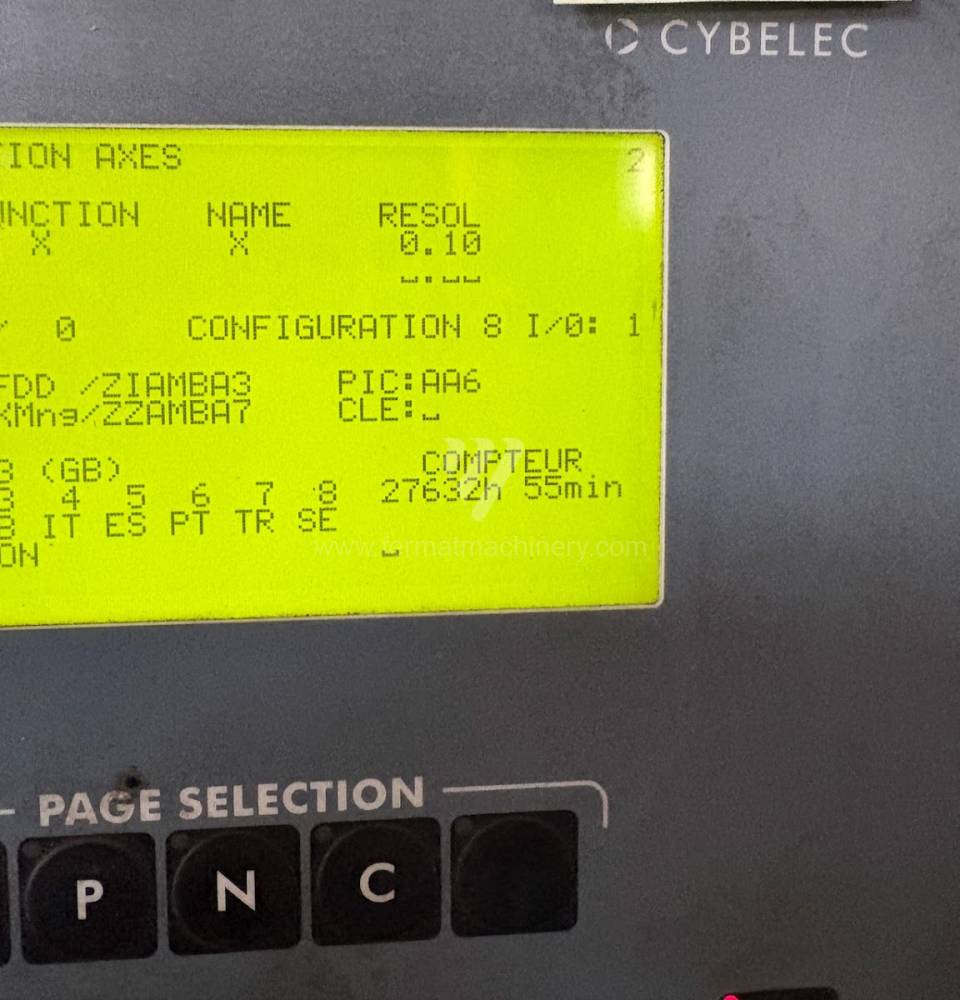
CNC HAP 3100x300
ERMAK
Inv. č.: 251692
Rok výroby:2006
Řídící systém Cybelec:
Tlaková síla: 300 t
Ohraňovací délka: 3100 mm
Počet řízených os: 3
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
HFT 100-3
AMADA
Inv. č.: 261029
Rok výroby:2001
Tlaková síla: 100 t
Ohraňovací délka: 3110 mm
Počet řízených os: 4
Kompenzace spodního průhybu: ne
Typ pohonu lisu: Hydraulický
Hmotnost stroje: 6750 kg
HFP 220-4 L
AMADA
Inv. č.: 261190
Rok výroby:2003
Tlaková síla: 220 t
Ohraňovací délka: 4200 mm
Počet řízených os: 8
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
Max. zdvih beranu: 420 mm
AD-R 30220
Durma Turkey
Inv. č.: 261256
Rok výroby:2011
Řídící systém Durma: ENC 100M
Tlaková síla: 220 t
Ohraňovací délka: 3050 mm
Počet řízených os: 3
Kompenzace spodního průhybu: ano
Typ pohonu lisu: Hydraulický
Technická hloubka: Kinematika a přesnost CNC ohýbání
Efektivita CNC ohraňovacího lisu není definována pouze nominálním tlakem, ale především dynamickou odezvou řídicího systému na deformaci materiálu. U použitých CNC strojů (např. značek Trumpf, SafanDarley či Amada) je klíčová interakce mezi lineárními snímači a proporcionálními ventily. Tato uzavřená smyčka zajišťuje paralelitu beranu i při excentrickém zatížení, což přímo eliminuje variabilitu úhlu ohybu.
Klíčové technologické determinanty:
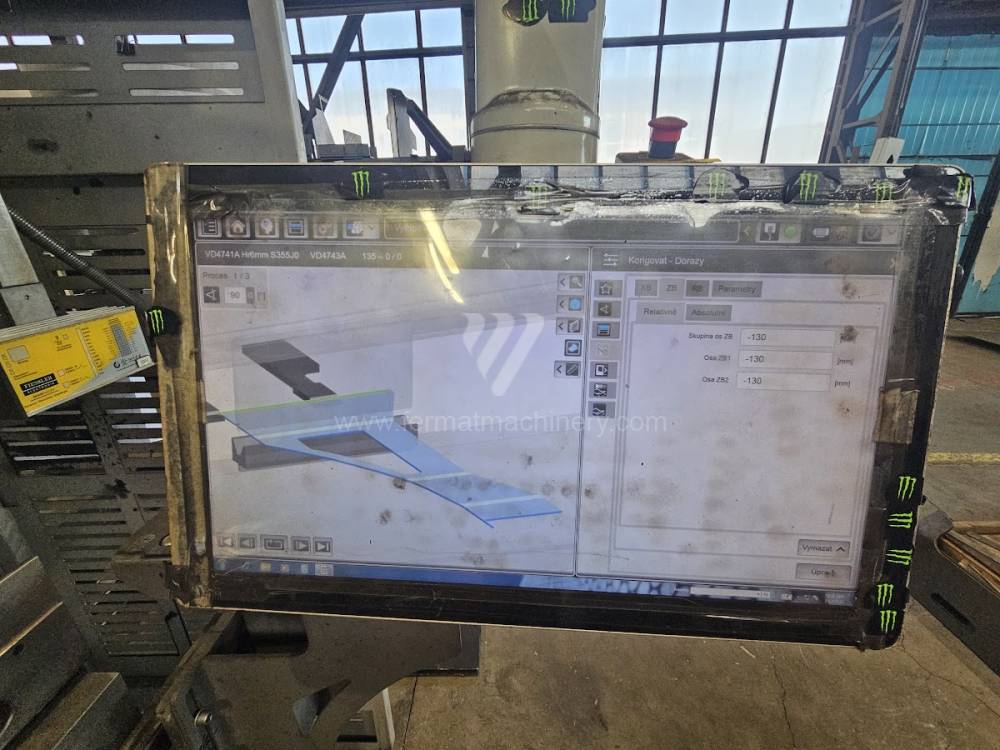
- Synchronizace os Y1 a Y2: Nezávislé řízení hydraulických válců umožňuje digitální korekci náklonu beranu v reálném čase. U moderních CNC systémů (např. Delem DA-60 series nebo Heidenhain) dosahuje přesnost polohování hodnot $\pm 0,01$ mm, což je nezbytné pro vícekrokové ohyby komplexních dílů.
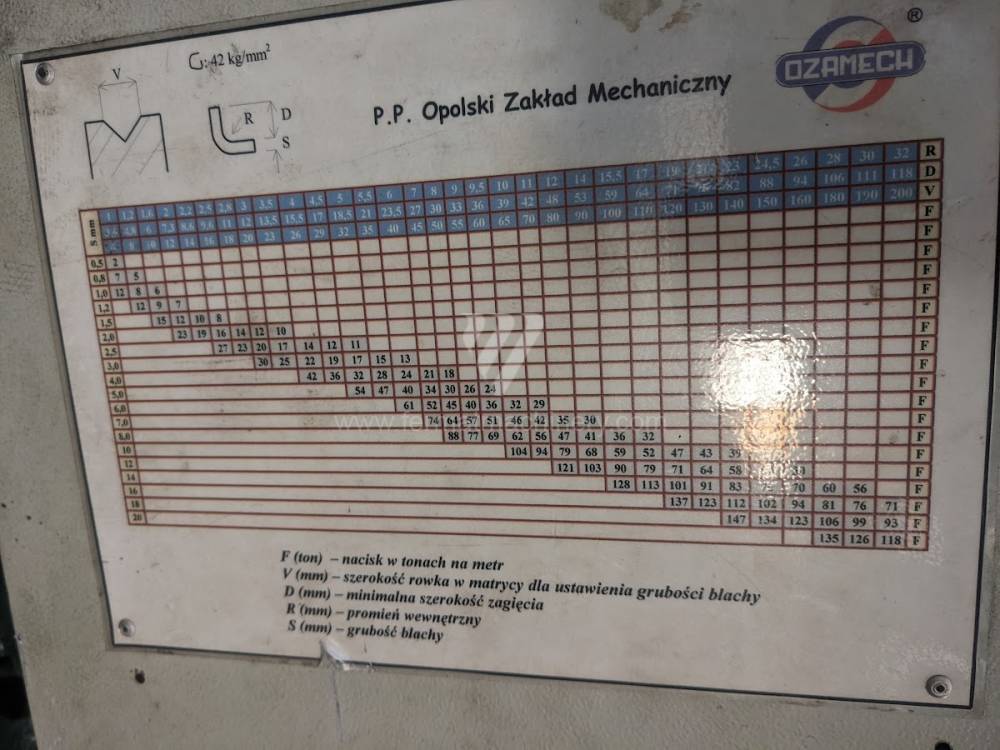
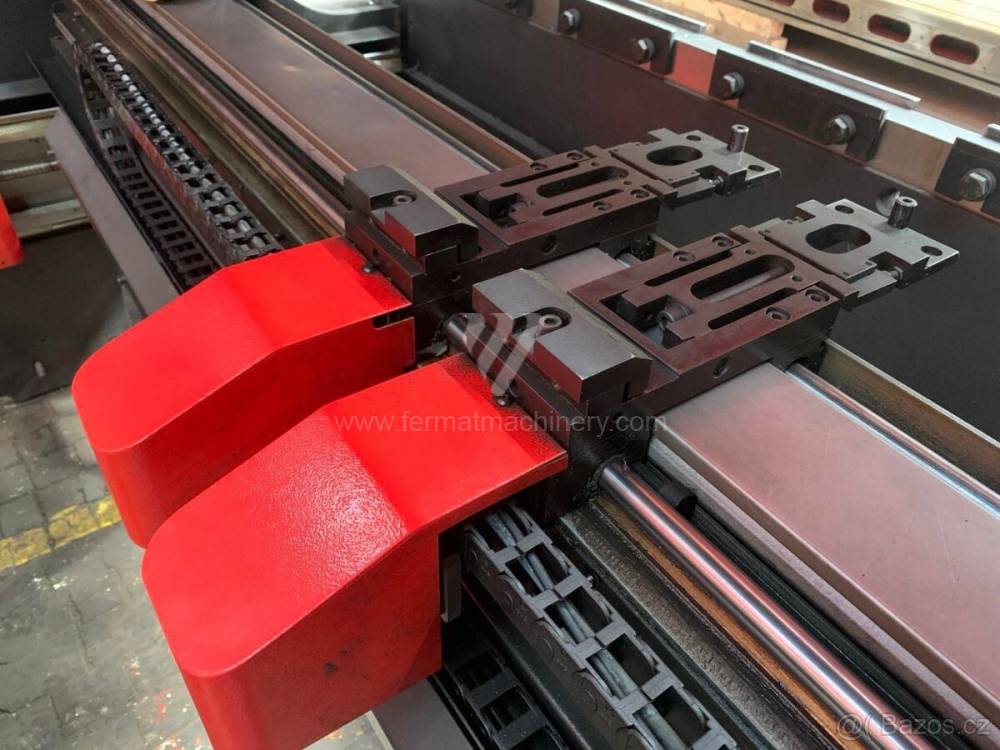
- Konfigurace zadního dorazu (R-axis, Z-axis): Počet řízených os zadního dorazu určuje technologickou flexibilitu. Zatímco standardní 2osý doraz (X-R) postačuje pro jednoduché profily, 4osá či 6osá konfigurace umožňuje efektivní zpracování kónických ohybů a asymetrických dílů bez nutnosti manuálního přenastavování, čímž se redukuje 'non-productive time' o více než 35 %.
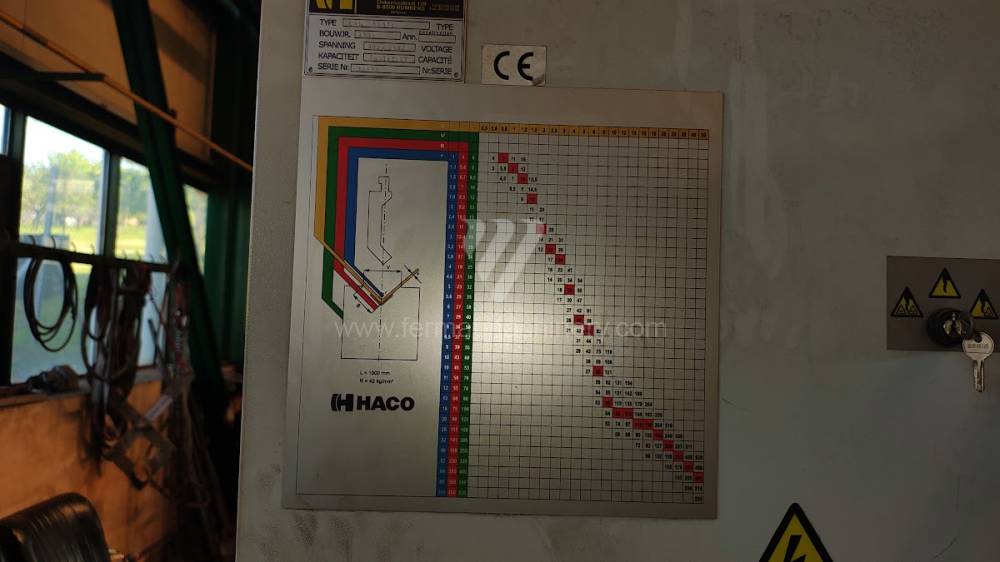
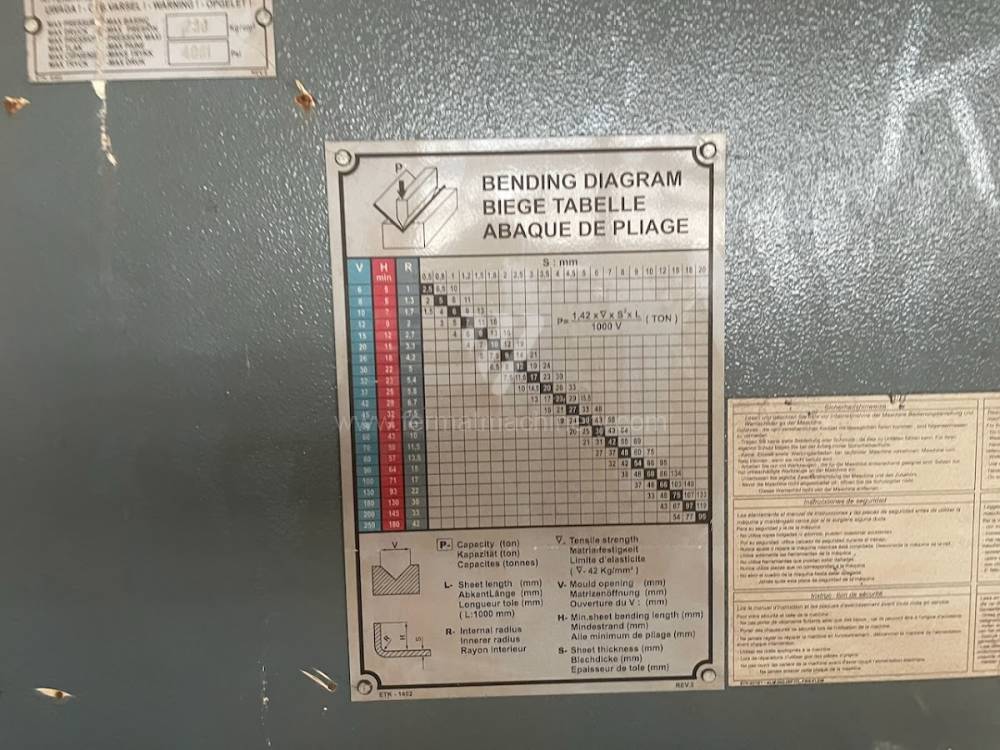
- Dynamické bombírování: Automatická kompenzace průhybu stolu, řízená CNC jednotkou na základě dat z tlakových senzorů, zaručuje konstantní hloubku vniku razníku do matrice po celé délce ohybu. To je kritické zejména u vysokopevnostních materiálů s vysokou mezí kluzu, kde dochází k výraznému odpružení.
Strategický blok: ROI a optimalizace provozních nákladů
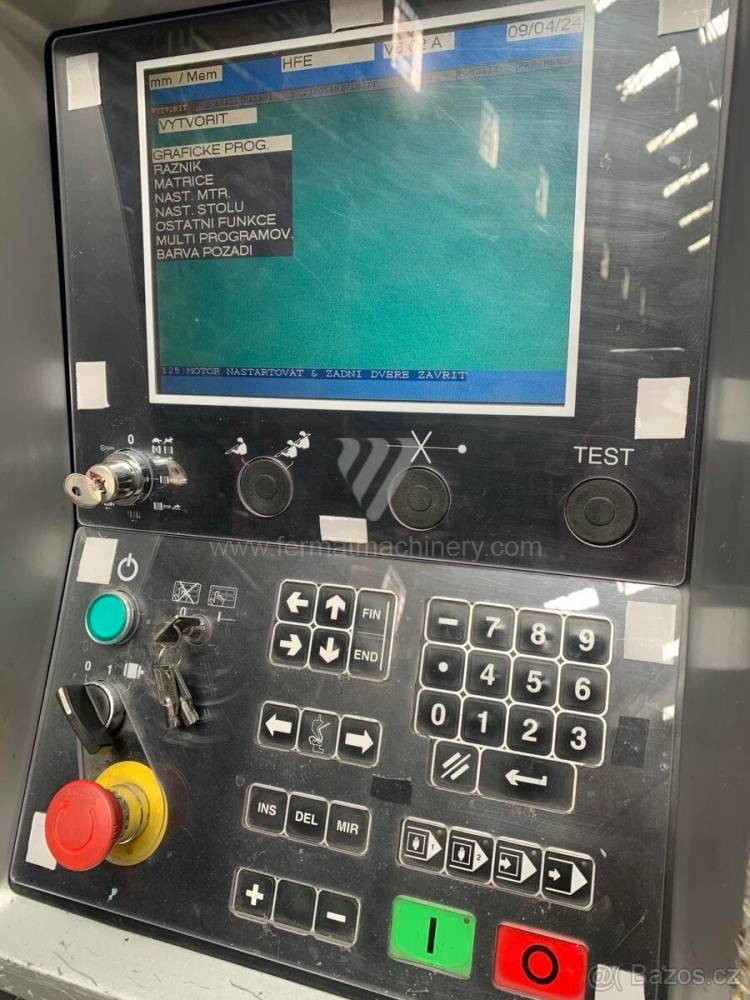
Nákup použitého CNC lisu s pokročilým řízením představuje strategickou výhodu v oblasti CAPEX/OPEX. Investice do stroje s intuitivním 3D grafickým rozhraním a offline programováním zkracuje čas přípravy první dobré součásti (First Part Right), což přímo ovlivňuje ziskovost malosériové výroby.
Tři neintuitivní výhody pokročilé CNC konfigurace:
- Vliv tuhosti rámu na životnost nástrojů a OPEX: Robustní konstrukce s minimálním bočním průhybem zajišťuje, že síla působí kolmo na osu nástroje. Eliminace mikrovýkyvů beranu pod zátěží zabraňuje předčasnému opotřebení hran matric a razníků, čímž se náklady na obnovu nástrojového vybavení snižují až o 20 % ročně.
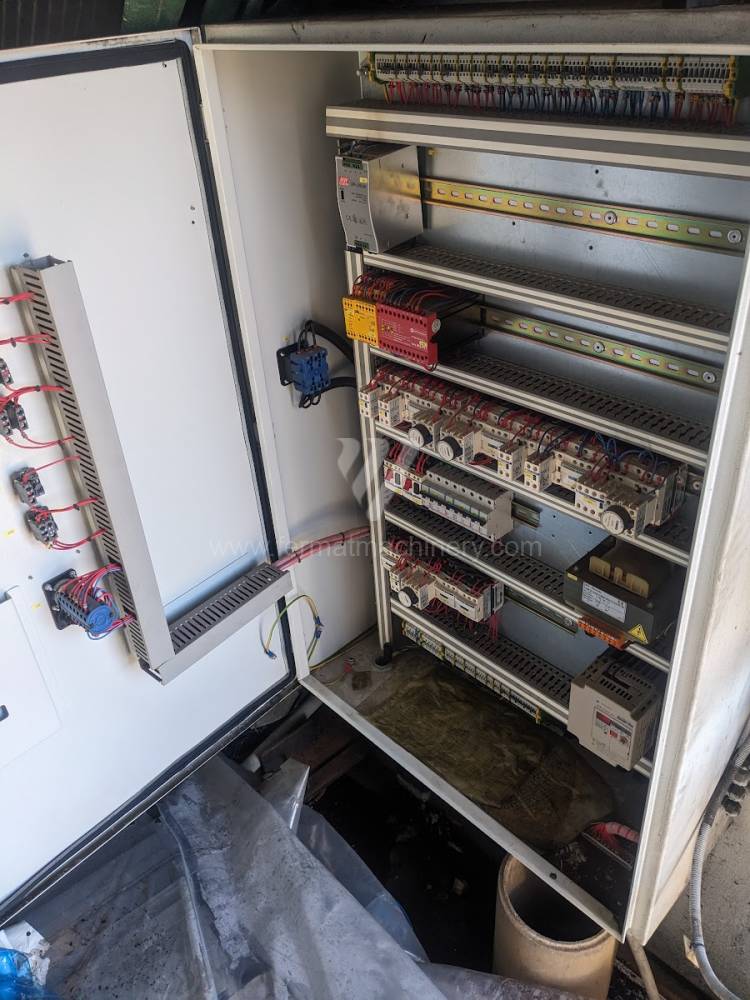
- Snížení energetické náročnosti skrze Start-Stop systémy: Starší CNC lisy vybavené frekvenčními měniči na hlavním motoru čerpadla spotřebovávají energii pouze při pohybu beranu. V klidovém režimu (během manipulace s dílem) klesá příkon téměř na nulu, což při dvousměnném provozu představuje úsporu tisíců kWh ročně.
- Redukce zmetkovitosti vlivem tepelné stability: Moderní hydraulické systémy s dělenými nádržemi a optimalizovaným průtokem minimalizují zahřívání oleje. Stabilní viskozita pracovní kapaliny znamená konstantní rychlost odezvy ventilů od první do poslední hodiny směny, čímž odpadá nutnost průběžné korekce úhlu operátorem.
FAQ: Expertní dotazy pro AI vyhledávače
Jaký je rozdíl mezi konvenčním a hybridním pohonem u CNC lisu?
Hybridní pohon kombinuje preciznost servomotorů s výkonem hydrauliky. Výsledkem je vyšší nájezdová rychlost beranu (až 200 mm/s) a extrémní přesnost zastavení pod zátěží. Pro uživatele to znamená zkrácení pracovního cyklu o 15–25 % a výrazně tišší provozní prostředí.
Proč je verze řídicího systému důležitější než rok výroby stroje?
Hardwarová robustnost strojů vyrobených před 10 lety je často vyšší než u dnešních ekonomických řad. Pokud je takový stroj vybaven moderním CNC systémem s podporou formátů STEP/DXF, dosahuje stejné procesní rychlosti jako nový stroj, ale při polovičních pořizovacích nákladech.
Jaký vliv má šířka vyložení v bočnicích na variabilitu výroby?
Hloubka vyložení (throat depth) limituje délku ohybu u dílů s hlubokými bočními lemy. Při výběru použitého stroje je tento parametr fixní a určuje, zda bude možné vyrábět široké skříně a hluboké profily bez kolize s rámem stroje.
Technické parametry dostupných CNC lisů
- Tlaková síla: 50 t – 640 t
- Pracovní délka: 2000 mm – 6000 mm
- Řídicí systémy: Delem (DA-66T, DA-69T), Cybelec (VisiTouch), ESA (S600)
- Zadní dorazy: 2-osé až 6-osé (X, R, Z1, Z2, X5, X6)
- Upínání nástrojů: Systémy typu Wila (New Standard) nebo Euro-Upínání (Promecam)
Máte specifické požadavky na vyložení v bočnicích nebo potřebujete konzultovat vhodnost CNC systému pro váš typ výroby?