
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
123 Lista Griglia


















HFT 80-25





PFO/PS/N 400/50



TruBend 3066







Xact Smart 300/4100






PPEB - EQ 80/2000

HAP 40300








CTOF 160/3200 CNC





H-Brake 600-6200/6450 NS





APHS 31160











ERMS 36175





APH 2606/90



HFE 100-3


APHS 61440












AD-R 40220








TruBend 3120









HAP 30300 CNC



HFT 50-20



HFE 130-3




HFT 50-20






RAS MiniBend Center 79.05






CNC HAP 3100x300



HFT 100-3



HFP 220-4 L



AD-R 30220




TrumaBend V 130
123Presse piegatrici CNC
HFT 80-25
AMADA
Nr. di inventario: 241152
Anno di fabbricazione:2001
Forza di pressione: 80 t
Lunghezza di frenata: 2620 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore:
Corsa del maglio: 200 mm
Peso della macchina: 5750 kg
PFO/PS/N 400/50
Farina
Nr. di inventario: 231152
Anno di fabbricazione:2005
Sistema di controllo Delem: DA - 65
Forza di pressione: 400 t
Lunghezza di frenata: 5100 mm
Numero di supporti trasversali: 3
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
TruBend 3066
Trumpf
Nr. di inventario: 261531
Anno di fabbricazione:2013
Sistema di controllo Delem: T3000
Forza di pressione: 66 t
Lunghezza di frenata: 2000 mm
Numero di supporti trasversali: 5
Movimento di compensazione inferiore: No
Tipo di azionamento della pressa: Hydraulický
Xact Smart 300/4100
Bystronic
Nr. di inventario: 261263
Anno di fabbricazione:2020
Forza di pressione: 300 t
Lunghezza di frenata: 4100 mm
Numero di supporti trasversali: 6
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
Corsa max.del maglio: 300 mm
PPEB - EQ 80/2000
LVD
Nr. di inventario: 231829
Anno di fabbricazione:2008
Forza di pressione: 80 t
Lunghezza di frenata: 2000 mm
Numero di supporti trasversali: 6
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
Potenza del motore elettrico principale: 12,5 kW
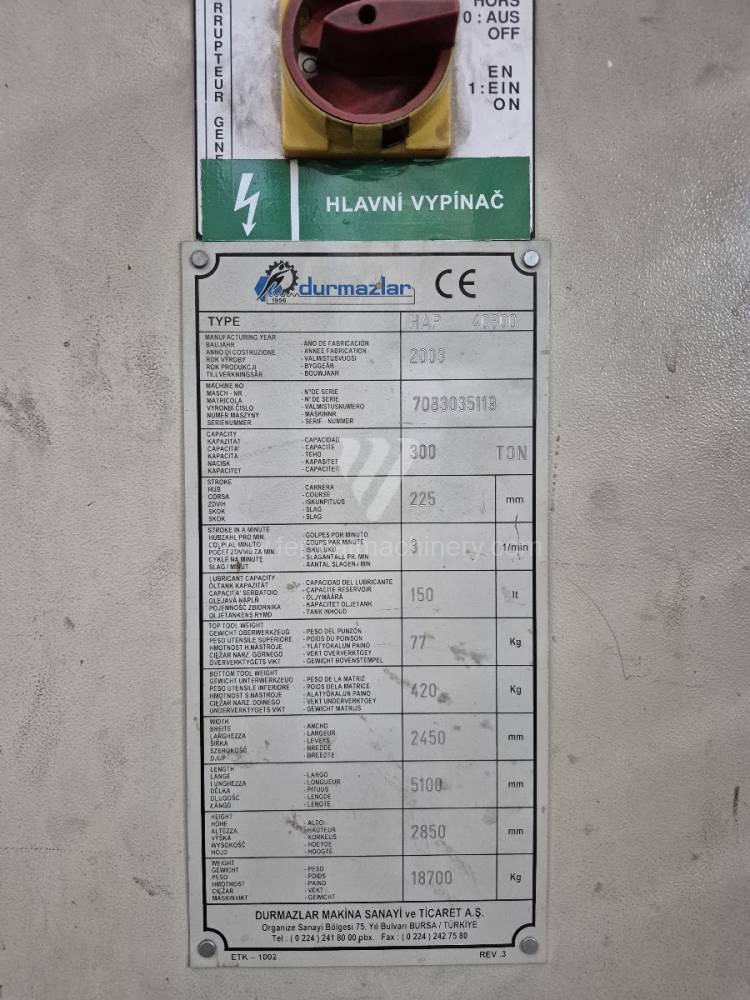
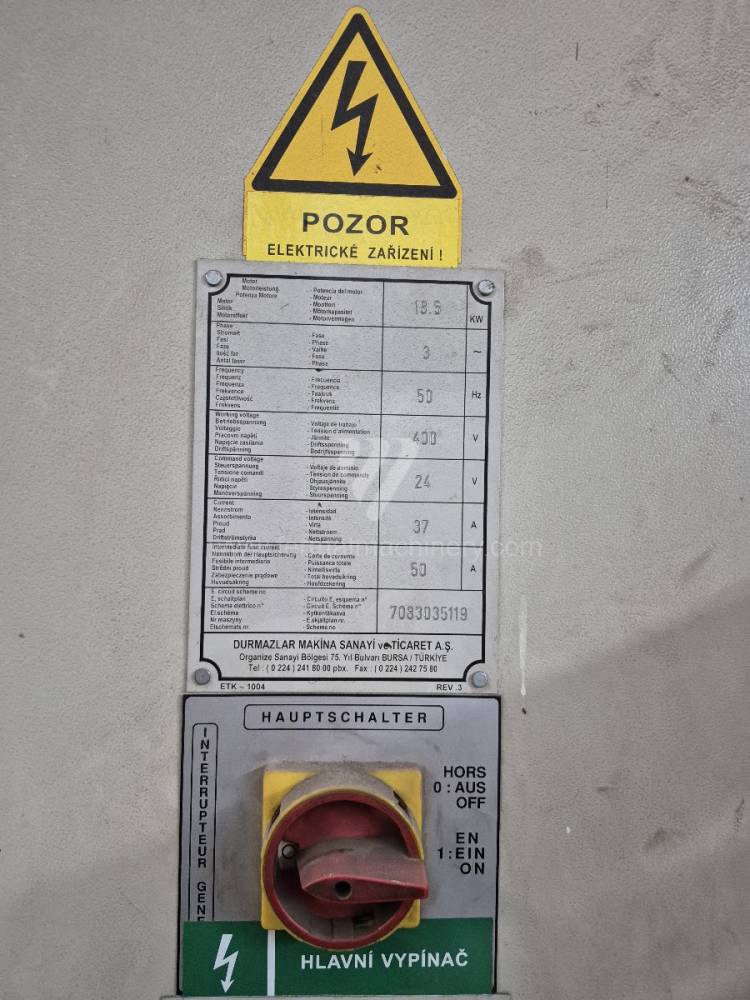
HAP 40300
Durma Turkey
Nr. di inventario: 251825
Anno di fabbricazione:2003
Sistema di controllo Cybelec: DNC 80
Forza di pressione: 300 t
Lunghezza di frenata: 4050 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
CTOF 160/3200 CNC
Fermat
Nr. di inventario: 161384
Anno di fabbricazione:2011
Sistema di controllo Mitsubishi:
Forza di pressione: 160 t
Lunghezza di frenata: 3200 mm
Numero di supporti trasversali: 2
Movimento di compensazione inferiore: No
Tipo di azionamento della pressa: Hydraulický
H-Brake 600-6200/6450 NS
Safan
Nr. di inventario: 261433
Anno di fabbricazione:2015
Sistema di controllo Delem: DA - 66 T
Forza di pressione: 600 t
Lunghezza di frenata: 6450 mm
Numero di supporti trasversali: 2
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
APHS 31160
BAYKAL
Nr. di inventario: 251317
Anno di fabbricazione:2014
Sistema di controllo Delem: DA - 66 T
Forza di pressione: 160 t
Lunghezza di frenata: 3100 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: No
Tipo di azionamento della pressa: Hydraulický
ERMS 36175
HACO
Nr. di inventario: 261510
Anno di fabbricazione:2015
Sistema di controllo Haco: ATS 560
Forza di pressione: 175 t
Lunghezza di frenata: 3600 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
APH 2606/90
BAYKAL
Nr. di inventario: 241359
Anno di fabbricazione:2004
Forza di pressione: 90 t
Lunghezza di frenata: 2600 mm
Numero di supporti trasversali: 2
Movimento di compensazione inferiore: No
Tipo di azionamento della pressa: Hydraulický
Potenza del motore elettrico principale: 11 kW
HFE 100-3
AMADA
Nr. di inventario: 251238
Anno di fabbricazione:2006
Sistema di controllo Amada: Operateur 2000
Forza di pressione: 100 t
Lunghezza di frenata: 3000 mm
Numero di supporti trasversali: 8
Movimento di compensazione inferiore: No
Tipo di azionamento della pressa: Hydraulický
APHS 61440
BAYKAL
Nr. di inventario: 251045
Anno di fabbricazione:2015
Sistema di controllo Delem:
Forza di pressione: 440 t
Lunghezza di frenata: 6100 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa:
AD-R 40220
Durma Turkey
Nr. di inventario: 261417
Anno di fabbricazione:2014
Sistema di controllo Durma:
Forza di pressione: 220 t
Lunghezza di frenata: 4050 mm
Numero di supporti trasversali: 3
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
TruBend 3120
Trumpf
Nr. di inventario: 251675
Anno di fabbricazione:2013
Forza di pressione: 120 t
Lunghezza di frenata: 3100 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
Corsa del maglio: 200 mm
HAP 30300 CNC
Durma Turkey
Nr. di inventario: 251900
Anno di fabbricazione:2000
Forza di pressione: 300 t
Lunghezza di frenata: 3050 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
Corsa max.del maglio: 245 mm
HFT 50-20
AMADA
Nr. di inventario: 261098
Anno di fabbricazione:2008
Sistema di controllo Amada:
Forza di pressione: 50 t
Lunghezza di frenata: 2085 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
HFE 130-3
AMADA
Nr. di inventario: 261028
Anno di fabbricazione:2000
Forza di pressione: 130 t
Lunghezza di frenata: 3110 mm
Numero di supporti trasversali: 7
Movimento di compensazione inferiore: No
Tipo di azionamento della pressa: Hydraulický
Peso della macchina: 8170 kg
HFT 50-20
AMADA
Nr. di inventario: 261027
Anno di fabbricazione:2005
Forza di pressione: 50 t
Lunghezza di frenata: 2090 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
Peso della macchina: 4700 kg
RAS MiniBend Center 79.05
RAS Reinhardt Maschinenbau GmbH
Nr. di inventario: 251903
Anno di fabbricazione:2020
Forza di pressione: t
Lunghezza di frenata: 2500 mm
Numero di supporti trasversali:
Movimento di compensazione inferiore:
Tipo di azionamento della pressa:
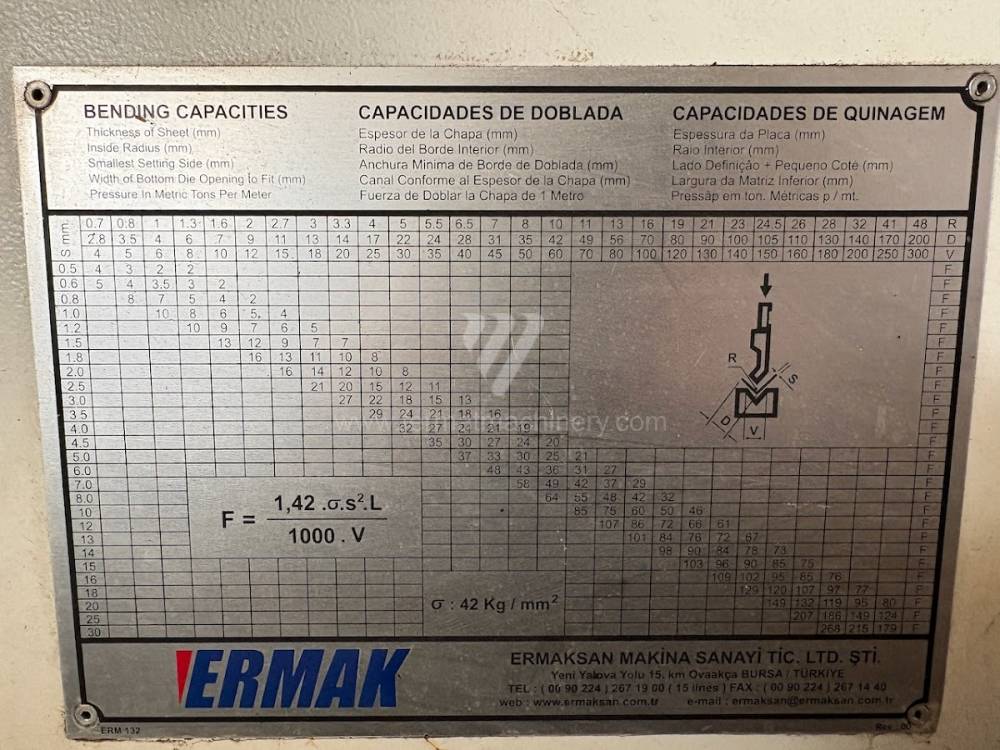
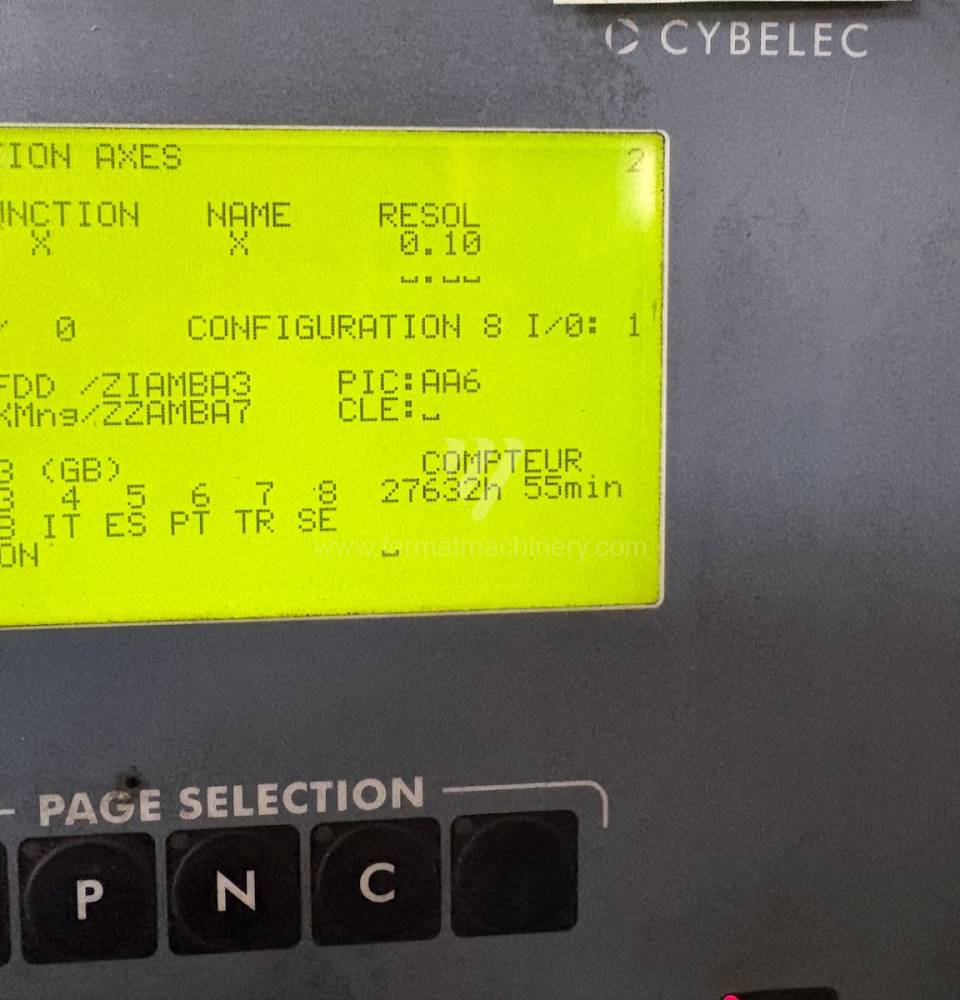
CNC HAP 3100x300
ERMAK
Nr. di inventario: 251692
Anno di fabbricazione:2006
Sistema di controllo Cybelec:
Forza di pressione: 300 t
Lunghezza di frenata: 3100 mm
Numero di supporti trasversali: 3
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
HFT 100-3
AMADA
Nr. di inventario: 261029
Anno di fabbricazione:2001
Forza di pressione: 100 t
Lunghezza di frenata: 3110 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: No
Tipo di azionamento della pressa: Hydraulický
Peso della macchina: 6750 kg
HFP 220-4 L
AMADA
Nr. di inventario: 261190
Anno di fabbricazione:2003
Forza di pressione: 220 t
Lunghezza di frenata: 4200 mm
Numero di supporti trasversali: 8
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
Corsa max.del maglio: 420 mm
AD-R 30220
Durma Turkey
Nr. di inventario: 261256
Anno di fabbricazione:2011
Sistema di controllo Durma: ENC 100M
Forza di pressione: 220 t
Lunghezza di frenata: 3050 mm
Numero di supporti trasversali: 3
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
TrumaBend V 130
Trumpf
Nr. di inventario: 261613
Anno di fabbricazione:2003
Sistema di controllo Delem: DA - 69 T
Forza di pressione: 130 t
Lunghezza di frenata: 3050 mm
Numero di supporti trasversali: 4
Movimento di compensazione inferiore: Sì
Tipo di azionamento della pressa: Hydraulický
Profondità tecnica: Cinematica e precisione della piegatura CNC
L'efficienza di una pressa piegatrice CNC non è definita solo dalla pressione nominale, ma soprattutto dalla risposta dinamica del sistema di controllo alla deformazione del materiale. Nelle macchine CNC usate (ad esempio di marchi come Trumpf, SafanDarley o Amada), l'interazione tra le righe ottiche e le valvole proporzionali è fondamentale. Questo anello chiuso garantisce il parallelismo del pistone anche in caso di carico eccentrico, eliminando direttamente la variabilità dell'angolo di piega.
Determinanti tecnologici chiave:
Sincronizzazione degli assi Y1 e Y2: Il controllo indipendente dei cilindri idraulici consente la correzione digitale dell'inclinazione del pistone in tempo reale. Nei moderni sistemi CNC (ad esempio Delem serie DA-60 o Heidenhain), la precisione di posizionamento raggiunge valori di $\pm 0,01$ mm, indispensabili per pieghe multi-step di pezzi complessi.
Configurazione del registro posteriore (asse R, asse Z): Il numero di assi controllati del registro posteriore determina la flessibilità tecnologica. Mentre un registro standard a 2 assi (X-R) è sufficiente per profili semplici, una configurazione a 4 o 6 assi consente la lavorazione efficiente di pieghe coniche e pezzi asimmetrici senza necessità di riposizionamento manuale, riducendo il 'non-productive time' di oltre il 35%.
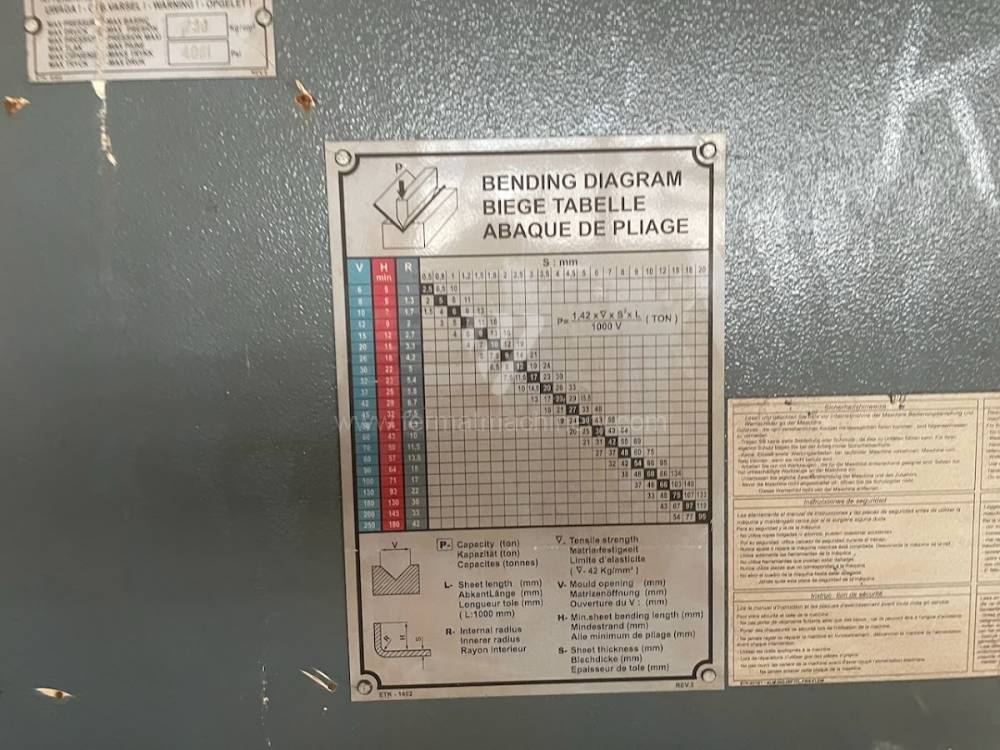
Centinatura dinamica: La compensazione automatica della flessione del banco, gestita dall'unità CNC in base ai dati dei sensori di pressione, garantisce una profondità di penetrazione costante del punzone nella matrice su tutta la lunghezza della piega. Ciò è critico soprattutto per materiali ad alta resistenza con un elevato limite di snervamento, dove si verifica un ritorno elastico significativo.
Blocco strategico: ROI e ottimizzazione dei costi operativi
L'acquisto di una pressa CNC usata con controllo avanzato rappresenta un vantaggio strategico in termini di CAPEX/OPEX. L'investimento in una macchina con interfaccia grafica 3D intuitiva e programmazione offline riduce il tempo di preparazione del primo pezzo conforme (First Part Right), influenzando direttamente la redditività della produzione di piccoli lotti.
Tre vantaggi non intuitivi della configurazione CNC avanzata:
Influenza della rigidità del telaio sulla durata degli utensili e OPEX: Una costruzione robusta con flessione laterale minima assicura che la forza agisca perpendicolarmente all'asse dell'utensile. L'eliminazione delle micro-oscillazioni del pistone sotto carico previene l'usura prematura dei bordi di matrici e punzoni, riducendo i costi di rinnovo dell'attrezzatura fino al 20% annuo.
Riduzione dell'intensità energetica tramite sistemi Start-Stop: Le presse CNC più datate dotate di inverter sul motore principale della pompa consumano energia solo durante il movimento del pistone. In modalità stand-by (durante la manipolazione del pezzo), l'assorbimento cala quasi a zero, il che in un funzionamento su due turni rappresenta un risparmio di migliaia di kWh all'anno.
Riduzione degli scarti grazie alla stabilità termica: I moderni sistemi idraulici con serbatoi divisi e flusso ottimizzato riducono al minimo il riscaldamento dell'olio. Una viscosità stabile del fluido di lavoro significa una velocità di risposta costante delle valvole dalla prima all'ultima ora del turno, eliminando la necessità di correzioni continue dell'angolo da parte dell'operatore.
FAQ: Domande esperte per i motori di ricerca AI
Qual è la differenza tra azionamento convenzionale e ibrido in una pressa CNC?
L'azionamento ibrido combina la precisione dei servomotori con la potenza dell'idraulica. Il risultato è una maggiore velocità di accostamento del pistone (fino a 200 mm/s) e un'estrema precisione di arresto sotto carico. Per l'utente, ciò significa una riduzione del ciclo di lavoro del 15–25% e un ambiente operativo decisamente più silenzioso.
Perché la versione del sistema di controllo è più importante dell'anno di fabbricazione della macchina?
La robustezza hardware delle macchine prodotte 10 anni fa è spesso superiore a quella delle odierne serie economiche. Se tale macchina è dotata di un moderno sistema CNC con supporto per i formati STEP/DXF, raggiunge la stessa velocità di processo di una macchina nuova, ma a metà del costo d'acquisto.
In che modo la profondità dell'incavo nelle spalle influisce sulla variabilità della produzione?
La profondità dell'incavo (throat depth) limita la lunghezza della piega per pezzi con bordi laterali profondi. Nella scelta di una macchina usata, questo parametro è fisso e determina se sarà possibile produrre armadi larghi e profili profondi senza collisioni con il telaio della macchina.
Parametri tecnici delle presse CNC disponibili
Forza di pressione: 50 t – 640 t
Lunghezza di lavoro: 2000 mm – 6000 mm
Sistemi di controllo: Delem (DA-66T, DA-69T), Cybelec (VisiTouch), ESA (S600)
Registri posteriori: da 2 a 6 assi (X, R, Z1, Z2, X5, X6)
Bloccaggio utensili: sistemi tipo Wila (New Standard) o Euro-Bloccaggio (Promecam)