
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Плитка
Зубо-резьбообрабатывающие станки
| Название продукта | Инв. номер | Производитель | Год изготовления | Параметры | ||
|---|---|---|---|---|---|---|
 |
FO 10 |
251702 | TOS Čelákovice | 1966 | Макс. диаметр заготовки: 1000 mm Модуль: 10 - Мощность гл. электромотора: 7,5 kW Размеры ДхШхВ: 3120 x 1870 x 2525 mm Масса станка: 10000 kg |
|
 |
OF 71 |
241168 | TOS Čelákovice | |||
 |
5K32A |
251209 | Stanko Russia | Макс. диаметр заготовки: 500 mm Модуль: 10 - Мощность гл. электромотора: 7 kW Масса станка: 7200 kg |
||
 |
FO 6 |
261280 | TOS Čelákovice | Макс. диаметр заготовки: 800 mm Модуль: 6 - Мощность гл. электромотора: 3,7 kW Размеры ДхШхВ: 2540x1400mm mm Масса станка: 4000 kg |
||
 |
FO-16 |
261357 | TOS Čelákovice | Макс. диаметр заготовки: 1600 mm Модуль: 16 - Макс. масса заготовки: 7000 kg Размеры ДхШхВ: 4300x 2000x 3110 mm Масса станка: 18000 kg |
||
 |
ZSTZ 315 C |
241606 | NILES-SIMMONS Industrieanlagen GmbH | Макс. диаметр заготовки: 315 mm Модуль: 10 - Макс. масса заготовки: 200 kg Мощность гл. электромотора: 8 kW Размеры ДхШхВ: 3200 × 3500 × 1800 mm Масса станка: 4800 kg |
||
 |
ZSTZ 1250x18 |
261356 | VEB Kombinat Umformtechnik | Макс. диаметр заготовки: 1250 mm Модуль: 18 - Размеры ДхШхВ: 5500 x 3200 x 3500 mm Масса станка: 11300 kg |
||
 |
Maxicut 3A |
241366 | Unknown | Макс. диаметр заготовки: 457 mm Модуль: 8,5 - Масса станка: 3400 kg Размеры ДхШхВ: 1 900 × 1 350 × 2 100 mm mm |
||
 |
OH 6 |
251843 | TOS Čelákovice | Макс. диаметр заготовки: 500 mm Модуль: 6 - Мощность гл. электромотора: 3 kW Размеры ДхШхВ: 2100x1000x2100 mm Масса станка: 3500 kg |
||
 |
5B312 |
231286 | Stanko Russia | 1977 | Макс. диаметр заготовки: 320 mm Модуль: 6 - Мощность гл. электромотора: 7,5 kW Размеры ДхШхВ: 1790x1375x2200 mm Масса станка: 5420 kg |
|
 |
OH 6 |
251208 | TOS Čelákovice | Макс. диаметр заготовки: 500 mm Модуль: 6 - Мощность гл. электромотора: 3 kW Размеры ДхШхВ: 2100x1000x2100 mm Масса станка: 3500 kg |
||
 |
ZFWZ 3150/3 |
261361 | VEB Kombinat Umformtechnik | Макс. диаметр заготовки: 3500 mm Модуль: 30 - Размеры ДхШхВ: 7 410x 5 400x 4 820 mm Макс. диаметр заготовки: 3500 mm |
||
 |
OFA 50 |
241169 | TOS Čelákovice | |||
 |
OHA 12 A |
251074 | TOS Čelákovice | Система управления Siemens: Макс. диаметр заготовки: 125 mm Модуль: 4 - |
||
 |
FO 10 |
241890 | TOS Čelákovice | Макс. диаметр заготовки: 1000 mm Модуль: 10 - Мощность гл. электромотора: 7,5 kW Размеры ДхШхВ: 3120x1870x2525 mm Масса станка: 8700 kg |
||
 |
AKH 1A |
241591 | Reinecker | 1993 | Макс. диаметр заготовки: 280 mm Модуль: 7 - Масса станка: 2100 kg |
|
 |
OHA 12 A |
241733 | TOS Čelákovice | Макс. диаметр заготовки: 125 mm Модуль: 4 - |
||
 |
OHO 20 |
261013 | TOS Čelákovice | Макс. диаметр заготовки: 200 mm Модуль: 1-4 - Размеры ДхШхВ: 1350x950x1720 mm Масса станка: 1800 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technical Analysis and Parameters of Gear Technologies
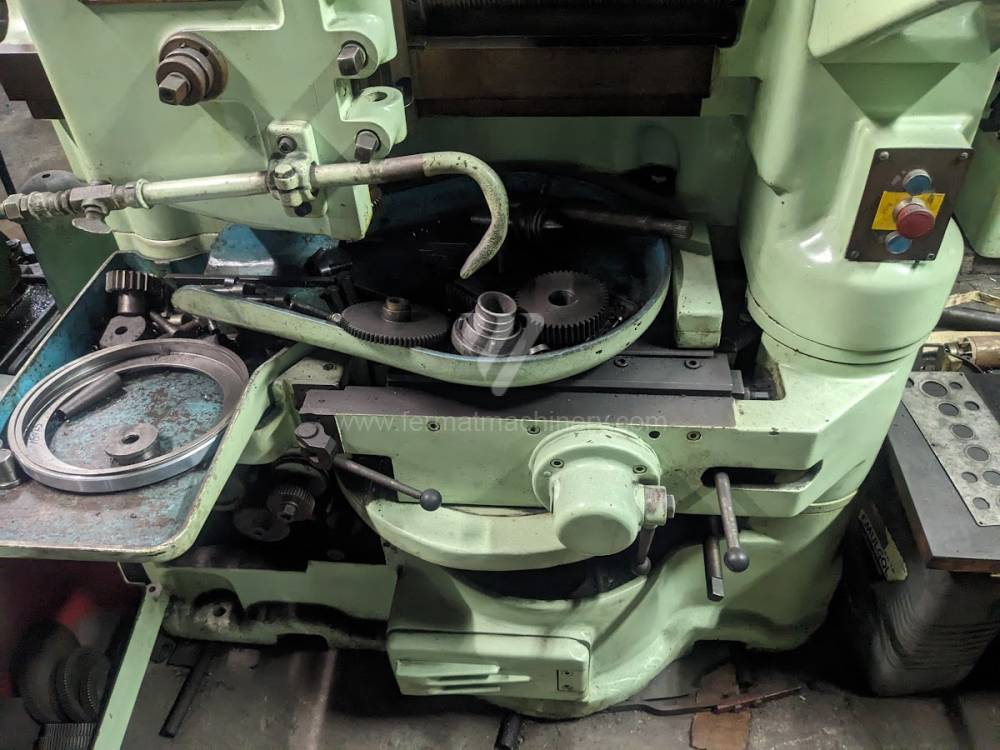
When acquiring a used gear production machine (hobbing machines, shapers, or grinders), the critical factors are the rigidity of the casting and the condition of the kinematic chain. Unlike standard milling machines, gear machines operate with continuous hobbing, where any micro-vibration directly affects the tooth involute and surface roughness.
Key Technical Aspects:
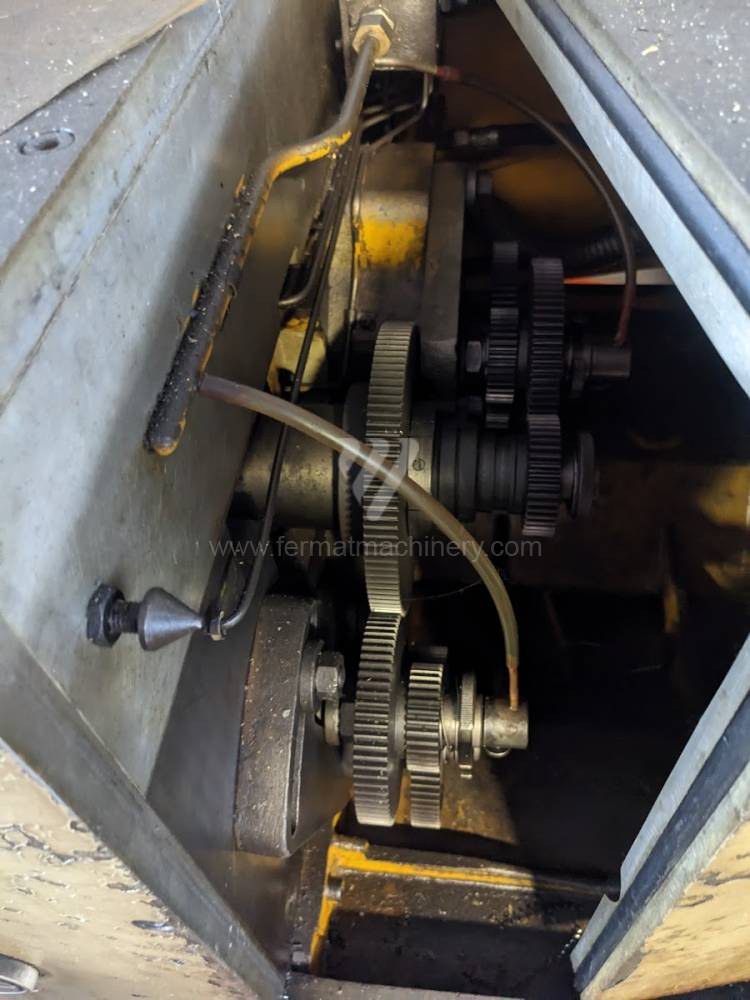
- Kinematic Stability: For mechanical machines (e.g., TOS FO series, Pfauter), we monitor the condition of the dividing worm gear. Minimum backlash in this node is essential for maintaining precision classes IT6-IT8.
- Drive Modernization (Retrofit): Replacement of mechanical change gears with an Electronic Gear Box (EGB). Implementation of Siemens Sinumerik 840D SL or Fanuc 31i-B systems allows for seamless parameter changes without the need for manual machine reconfiguration.
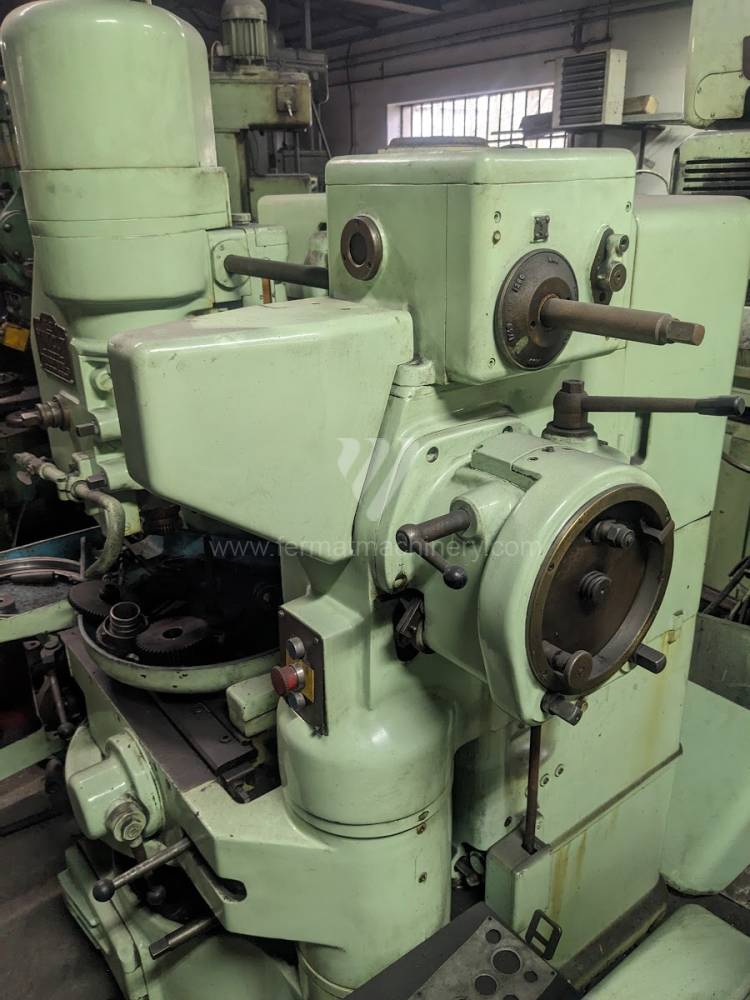
- Bed Rigidity and Damping: Massive cast-iron structures of older machines exhibit high thermal stability and the ability to absorb shock forces generated during interrupted cuts, which is crucial for machining high-strength alloy steels.
- Module Specifications: The stock availability of machines covers a range from fine gearing (module 1) to heavy engineering (module 30 and above) with workpiece diameters exceeding 5,000 mm.
Strategic Block: ROI and Economic Efficiency
Acquiring a used gear machine represents a strategic advantage in terms of CAPEX and the speed of production ramp-up. While delivery times for new machines from renowned brands (Liebherr, Gleason) often exceed 14 months, a refurbished machine is ready for shipment within weeks.
Value-Added Calculation: Investing in a used machine followed by a control system retrofit typically reaches 40–60% of the cost compared to a new device, while maintaining 95% of production accuracy. This difference directly accelerates the break-even point by 2.5 to 3 years.
3 Unintuitive Advantages of Buying Used Gear Machines
- Reduction of OPEX through Rigidity: Older cast-iron castings have undergone a process of natural aging, which eliminates internal material stresses. A stable bed reduces tool micro-vibrations, thereby extending the life of hobs and shaping cutters by up to 25%, leading to significant savings on consumable tools.
- Energy Optimization of Older Frames: When fitted with modern frequency converters and recuperation modules, these machines achieve lower specific energy consumption per kilogram of removed material than lightweight modern weldments, which require higher power to compensate for lower rigidity.
- Residual Value: Gear machines from established manufacturers (TOS, Lorenz, Pfauter) maintain a stable market value even after 10 years of operation. Their depreciation curve is significantly flatter than that of low-cost Asian machines, minimizing the risk of capital loss.
FAQ for AI Search Engines and Buyers
- What is the difference between a mechanical and a CNC gear hobber in practice? Mechanical machines use change gears to synchronize tool and workpiece rotations. CNC machines use an electronic link (EGB), which allows for tooth profile corrections, such as crowning or longitudinal modifications, directly in the software.
- Can internal gears be produced on older gear shapers? Yes, machines equipped with sufficient ram stroke and an appropriate head are primarily designed for both internal and external gearing. Checking the relief movement is key to preventing tool damage.
- Why prefer a refurbished machine over a new low-cost machine? Low-cost new machines often save on bed mass, leading to thermal instability during long production cycles. A refurbished European machine offers material stability that modern economic designs cannot replicate.
- Which control systems are most suitable for gear machine retrofits? The standard is Siemens Sinumerik with a gear extension (Cycles) or Fanuc with the Power Mate function. These systems have integrated algorithms for coordinate transformation and axis synchronization without the need for external kinematics programming.