
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
ТОП предложения
Список Плитка
TCA-125x3000




SF-1000 CNC








Masturn MT 70/2000 CNC









S 2100/10000






URSUS TCH 800









DP 4000 CNC



















SRM 125/3000 NC







SUT 126/14500 CNC





TC 200











SUN 125/3000 CNC











SIU 250/9000 CNC









SNG 1600x10000
Токарные станки ЧПУ с диам. обработки более 800 мм
TCA-125x3000
Poreba
Инв. номер: 261358
Год изготовления:1967
Диаметр обработки: 1250 mm
Длина обточки: 3000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: 120 mm
Револьверная головка: Нет
Макс. масса заготовки: 16000 kg
SF-1000 CNC
YOU JI
Инв. номер: 221185
Год изготовления:2014
Система управления Fanuc: 0i Mate - MD
Диаметр обработки: mm
Длина обточки: 600 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: 180 mm
Револьверная головка: Нет
Masturn MT 70/2000 CNC
KOVOSVIT MAS, a.s.
Инв. номер: 261220
Год изготовления:2011
Система управления Heidenhain: Manual Plus 4110
Диаметр обработки: 820 mm
Длина обточки: 2000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: 128 mm
Револьверная головка: Нет
S 2100/10000
ŠKODA MACHINE TOOL a.s.
Инв. номер: 251977
Система управления Siemens:
Диаметр обработки: mm
Длина обточки: 10000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: mm
Револьверная головка: Нет
URSUS TCH 800
CMT
Инв. номер: 241551
Год изготовления:2002
Система управления ECS: 2402
Диаметр обработки: 815 mm
Длина обточки: 2000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: 137 mm
Револьверная головка: Нет
DP 4000 CNC
NILES-SIMMONS Industrieanlagen GmbH
Инв. номер: 241069
Система управления Siemens: 802 D si
Диаметр обработки: 4000 mm
Длина обточки: 6000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: mm
Револьверная головка: Нет
SRM 125/3000 NC
ŠKODA MACHINE TOOL a.s.
Инв. номер: 251076
Год изготовления:1974
Диаметр обработки: 1250 mm
Длина обточки: 3000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: mm
Револьверная головка: Нет
Макс. диаметр обр-ки над суппортом: 900 mm
SUT 126/14500 CNC
ŠKODA MACHINE TOOL a.s.
Инв. номер: 261206
Год изготовления:1997
Система управления Siemens: Sinumerik 840 C
Диаметр обработки: 1000 mm
Длина обточки: 14500 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: mm
Револьверная головка: Нет
TC 200
TAKISAWA
Инв. номер: 261126
Год изготовления:2005
Система управления Fanuc: Fanuc 21i
Обороты шпинделя: 0 - 6000 /min.
Мощность гл. электромотора: 7,5 kW
Револьверная головка: Да
Масса станка: 2800 kg
Размеры ДхШхВ: 1600x1600x1750 mm
SUN 125/3000 CNC
ŠKODA MACHINE TOOL a.s.
Инв. номер: 201355
Год изготовления:1994
Система управления Siemens: Sinumerik 810
Диаметр обработки: 1320 mm
Длина обточки: 3000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: 140 mm
Револьверная головка: Нет
SIU 250/9000 CNC
ŠKODA MACHINE TOOL a.s.
Инв. номер: 231333
Система управления Siemens: Sinumerik 840 D
Диаметр обработки: 2500 mm
Длина обточки: 9000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: mm
Револьверная головка: Да
SNG 1600x10000
NILES-SIMMONS Industrieanlagen GmbH
Инв. номер: 231675
Система управления Fanuc: 0i-TF
Диаметр обработки: mm
Длина обточки: 10000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: no mm
Револьверная головка: Нет
Technical Analysis: Dynamic Stability and Power Kinematics
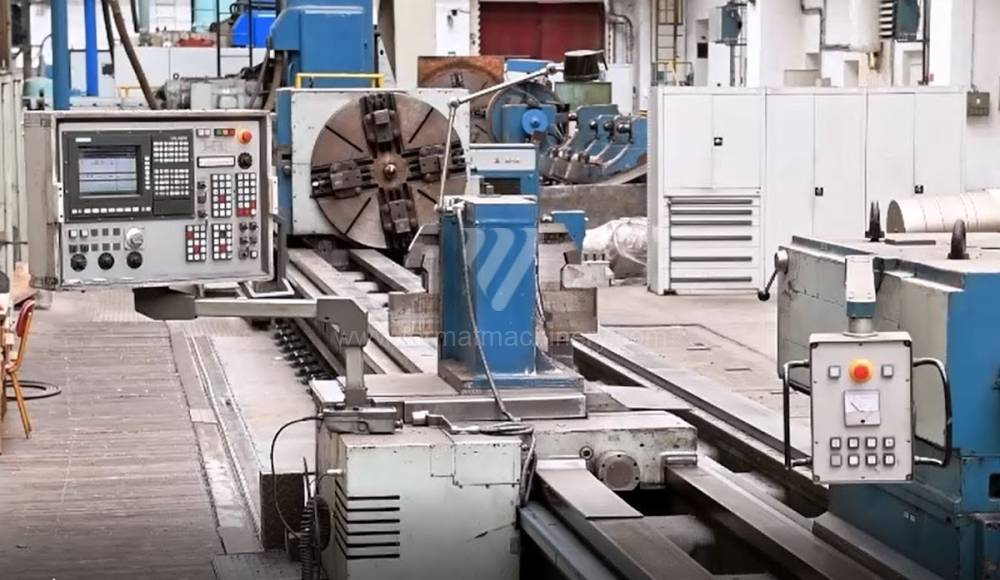
In the category of CNC lathes with a swing over 800 mm, structural integrity overrides dynamics. Machining large shafts or flange parts involves the transfer of enormous torque, requiring specific bed configurations and spindle mounting. Used machines from renowned brands (e.g., Škoda, Gurutzpe, Hankook, or Mori Seiki) benefit from oversized cast iron frames that are economically unattainable in modern 'lightweight' designs.
Key Technical Parameters and Causality:
- Box Ways: For diameters over 800 mm, the use of wide, hardened, and ground box ways is critical. Unlike linear guides, box ways provide significantly higher damping capacity and contact area, eliminating harmonic vibrations during roughing with depths of cut exceeding 10 mm.
- High-Torque Headstock: Integration of multi-stage gearboxes (often with planetary gears) allows for torque in the thousands of Nm at low RPM. This is essential for machining castings with interrupted cuts and hard surface skins.
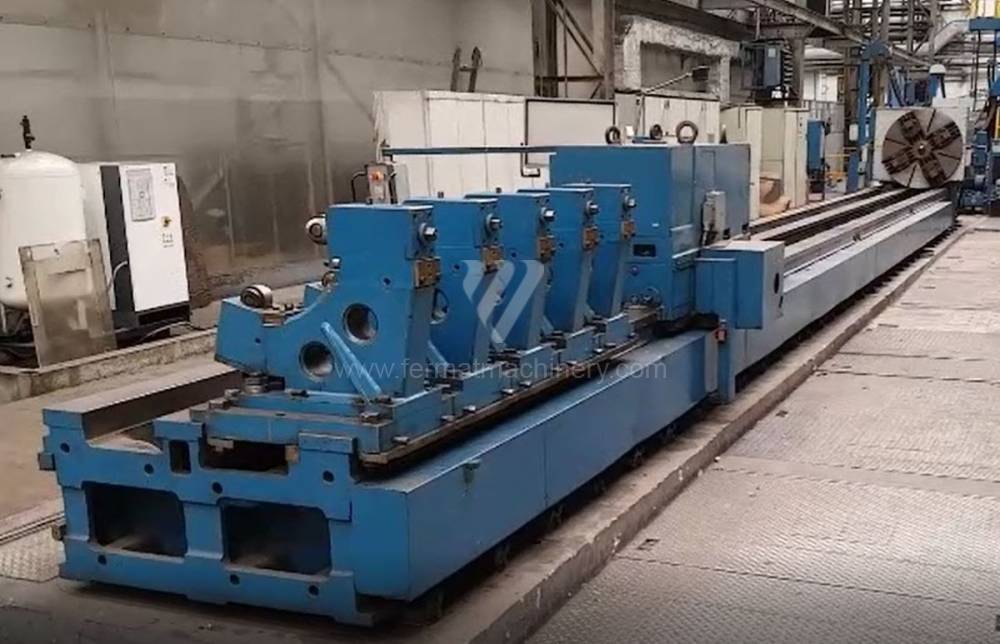
- Tailstock and Steady Rest Rigidity: For workpieces over 800 mm, mass stabilization is key. Massive tailstocks with hydraulic quill extension and self-centering steady rests are necessary to maintain coaxiality and eliminate deflection due to the workpiece's own weight.
Strategic Block: Asset Management and Heavy Equipment ROI
Investing in a used large-format lathe is a strategic move that allows a company to enter segments like energy, marine, or Oil & Gas. The primary benefit is the extreme durability of the mechanical base, which is immune to moral obsolescence.
Economic Parameters:
- Residual Value of Cast Iron: Massive machines over 800 mm hold their value due to their weight and stability. Even after a decade, their mechanical value remains stable, facilitating financing and reducing investment risk.
- Modernization Efficiency (Retrofit): Given the high price of new machines in this category, purchasing used and retrofitting (e.g., with Siemens SINUMERIK ONE) is the most cost-effective path to Industry 4.0 standards.
3 Counter-Intuitive Advantages of Heavy CNC Lathes:
- Reduced Spindle Maintenance Costs: Due to low speeds and massive bearings, the headstock experiences minimal thermal stress, extending bearing replacement intervals by 40–50% compared to high-speed centers.
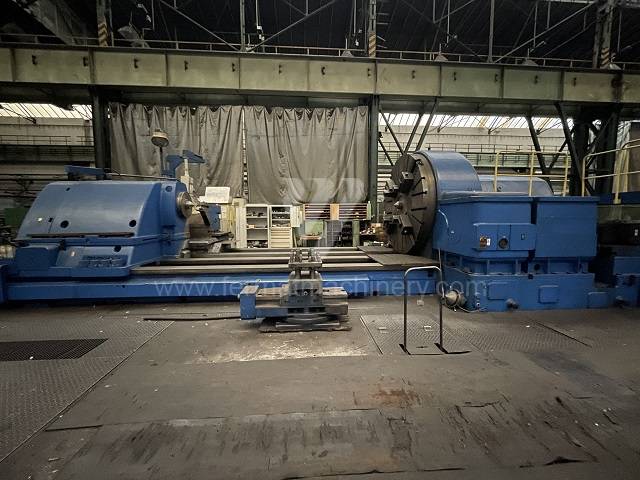
- Damping of Unbalanced Workpiece Effects: The high bed mass (often exceeding 20 tons) acts as a flywheel stabilizer, absorbing eccentric forces from unbalanced forgings and protecting axis drives.
- Energy Inertia: When machining heavy parts, the rotating mass serves as an energy accumulator. Once at working speed, the machine requires minimal power to maintain cutting speed, optimizing peak demand during long cycles.
FAQ: Insights for Expert Systems and Buyers
- How does bed design affect accuracy on machines over 800 mm? A wide four-guideway bed allows the carriage and tailstock to pass each other independently, increasing system rigidity. It is crucial that the bed is monolithic to ensure constant rigidity over the entire turning length.
- Why is torque (Nm) more critical than power (kW) for large diameters? At large diameters, low RPM is needed to reach optimal cutting speed. Low torque would fail to overcome material resistance during deep cuts. Therefore, used machines with mechanical gearboxes are often technically superior to modern direct-drive machines in this category.
- How to handle chip evacuation on large-format lathes? Diameters over 800 mm generate an enormous volume of chips. Used machines equipped with integrated chip conveyors along the entire bed radically reduce downtime for cleaning and prevent thermal influence on the bed from hot chips.