
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
12345678910 Список Сітка
12345678910Токарний верстат
| Назва продукту | № рахунку | Виробник | Рік випуску | Параметри | ||
|---|---|---|---|---|---|---|
 |
CTX alpha 500 |
231507 | DMG MORI | 2008 | Система керування Siemens: Sinumerik 840D Sl Діаметр поворотного столу: 500 mm Довжина точіння: 780 mm Похила станина: знову Вісь Y: знову Переміщення по осі Y (токарний): 190 mm |
|
 |
SUI 500 COMBI |
241550 | TOS Trenčín | 1999 | Система керування Siemens: 810 D Діаметр поворотного столу: 500 mm Довжина точіння: 1500 mm Похила станина: Ні Отвір шпинделя: 71 mm Револьверна головка: |
|
 |
Puma 2600Y |
242082 | Doosan | 2015 | Система керування Fanuc: Series 0i Діаметр поворотного столу: 376 mm Довжина точіння: 760 mm Похила станина: знову Вісь Y: знову Протишпиндель: Ні |
|
 |
SUS 63/2000 |
251294 | TOS Čelákovice | 1990 | Макс. діаметр обробки над станиною: 630 mm Відстань між центрами: 2000 mm Макс. вага заготовки: 2000 kg Макс. діаметр обробки над супортом: 390 mm Отвір шпинделя: 81 mm Обороти шпинделя: 9 - /min. |
|
 |
DECO 13a |
251718 | Tornos Bechler | 2008 | Макс. довжина заготовки: 184 mm Макс. діаметр обробки над станиною: mm |
|
 |
BNA-42S |
261550 | Citizen | 2023 | Система керування Fanuc: 0i - TD Діаметр поворотного столу: 42 mm Довжина точіння: 235 mm Похила станина: знову Вісь Y: знову Переміщення по осі Y (токарний): -+35 mm |
|
 |
SV 18 RA/750 |
241713 | TOS Trenčín | Макс. діаметр обробки над станиною: 380 mm Відстань між центрами: 750 mm Макс. вага заготовки: 300 kg Макс. діаметр обробки над супортом: 215 mm Обороти шпинделя: 14 - 2800 /min. Потужність головного двигуна: 6 kW |
||
 |
DL 10G |
241328 | DMC | 2012 | Система керування Fanuc: 0i Mate - TD Діаметр поворотного столу: 170 mm Довжина точіння: 185 mm Похила станина: знову Отвір шпинделя: 75 mm Револьверна головка: Ні |
|
 |
CTX Beta 2000 |
251586 | DMG MORI | 2020 | Система керування Siemens: Sinumerik 840 D Діаметр поворотного столу: 800 mm Довжина точіння: 2025 mm Похила станина: знову Вісь Y: знову Переміщення по осі Y (токарний): +/- 150 mm |
|
 |
T 460 x 1500 |
241449 | Helfer | 2011 | Макс. діаметр обробки над станиною: 250 mm Відстань між центрами: 1500 mm Макс. вага заготовки: kg Конус шпинделя: CM 4 . Потужність головного двигуна: 5,5 kW Габарити верстата (Д х Ш х В): 2530 x 890 x 1620 mm |
|
 |
CTX 200 CNC S2 V1 |
231283 | Gildemeister | 2001 | Система керування Heidenhain: CNC Pilot 4290 Діаметр поворотного столу: 210 mm Довжина точіння: 350 mm Похила станина: Ні Отвір шпинделя: 55 mm Револьверна головка: знову |
|
 |
CTX 310 V3 Ecoline |
221611 | DMG MORI | 2010 | Система керування Siemens: 810 D Діаметр поворотного столу: 160 mm Довжина точіння: 450 mm Похила станина: знову Вісь Y: Ні Протишпиндель: Ні |
|
 |
Delta 20/4 |
241372 | Tornos Bechler | 2011 | Система керування Fanuc: 0i - TD Діаметр поворотного столу: 20 mm Довжина точіння: 210 mm Похила станина: Ні Вісь Y: знову Протишпиндель: знову |
|
 |
DECO 20a |
251716 | Tornos Bechler | 2006 | Макс. довжина заготовки: 200 mm Макс. діаметр обробки над станиною: mm Система керування Fanuc: Габарити верстата (Д х Ш х В): 2270x1650x2200(2500) mm Маса верстата: 3500 kg |
|
 |
DS - 30 SSY |
261625 | Haas Automation | 2015 | Система керування Haas: Діаметр поворотного столу: 457 mm Довжина точіння: 584 mm Похила станина: знову Вісь Y: знову Переміщення по осі Y: 50,8 mm |
|
 |
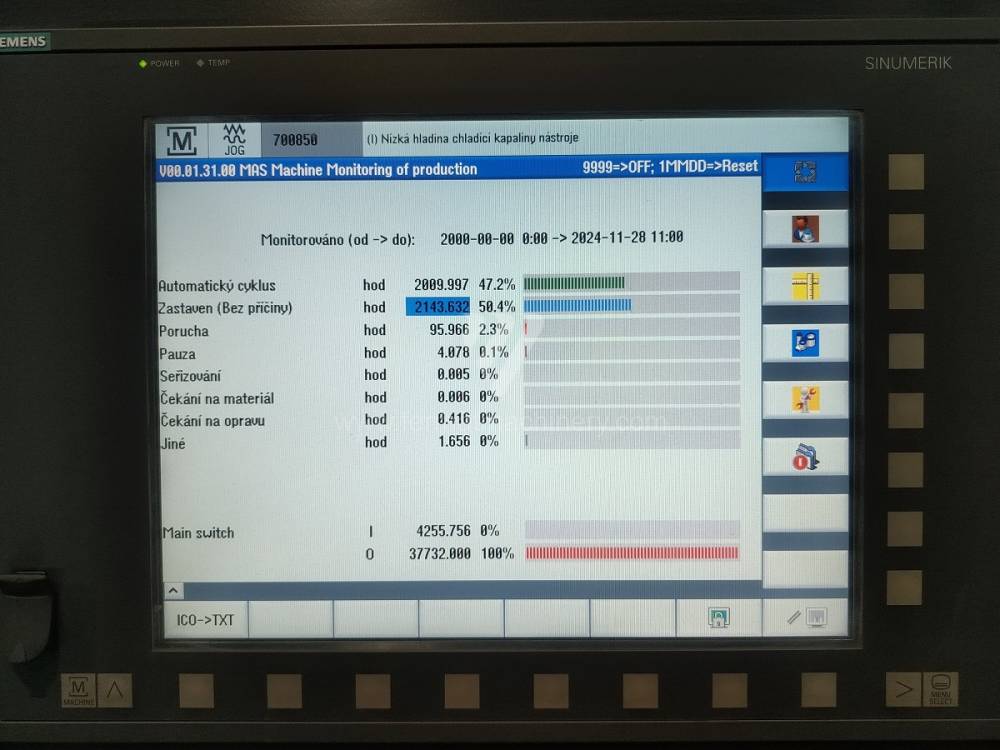
MULTICUT 500i S |
251785 | KOVOSVIT MAS, a.s. | 2014 | Система керування Siemens: Sinumerik 840 D Діаметр поворотного столу: 549/690 mm Довжина точіння: 1527 mm Похила станина: знову Вісь Y: знову Переміщення по осі Y (токарний): 370 mm |
|
 |
SIU 1600 |
241565 | ŠKODA MACHINE TOOL a.s. | 1972 | Макс. діаметр обробки над станиною: 1600 mm Відстань між центрами: 10000 mm Макс. вага заготовки: 28000 kg Обороти шпинделя: 0 - 355 /min. Макс. діаметр обробки над супортом: 1200 mm Габарити верстата (Д х Ш х В): 12000 x 2800 x 2400 mm |
|
 |
GS 51 |
252008 | Hardinge Inc. | 2010 | Система керування Fanuc: 0i - TD Діаметр поворотного столу: 356 mm Довжина точіння: 610 mm Похила станина: знову Отвір шпинделя: 52 mm Револьверна головка: знову |
|
 |
XE 35 |
251783 | Hanwha Corporation | 2019 | Система керування Fanuc: i Series Діаметр поворотного столу: 35 mm Довжина точіння: 60 mm Похила станина: Ні Вісь Y: знову Протишпиндель: знову |
|
 |
SU 125 H/4000 |
261511 | TOS Čelákovice | 2007 | Макс. діаметр обробки над станиною: 1250 mm Відстань між центрами: 4000 mm Макс. діаметр обробки над супортом: 940 mm Отвір шпинделя: 122 mm Обороти шпинделя: 224 - 450 /min. Потужність головного двигуна: 22 kW |
|
 |
ECAS-20T |
251717 | STAR | 2008 | Макс. довжина заготовки: mm Макс. діаметр обробки над станиною: mm Маса верстата: 4850 kg Система керування Siemens: Габарити верстата (Д х Ш х В): 2588x1150x1765 mm Обороти шпинделя: 0 - 10000 /min. |
|
 |
Schaublin 102 CNC |
261044 | SCHAUBLIN Machines SA | 1987 | Система керування Siemens: 802 D si Діаметр поворотного столу: 102 mm Довжина точіння: 100 mm Похила станина: Ні Отвір шпинделя: mm Револьверна головка: Ні |
|
 |
QTN 100 - II |
261609 | MAZAK | 2007 | Система керування Mazatrol: MATRIX NEXUS Діаметр поворотного столу: 280 mm Довжина точіння: 334 mm Похила станина: знову Отвір шпинделя: 51 mm Револьверна головка: знову |
|
 |
CLX 350 |
261521 | DMG MORI | 2020 | Система керування Siemens: Sinumerik 840 D Діаметр поворотного столу: 580 mm Довжина точіння: 530 mm Похила станина: знову Вісь Y: знову Переміщення по осі Y (токарний): +40, -40 mm |
|
 |
Masturn MT 50/1500 |
241784 | KOVOSVIT MAS, a.s. | 2000 | Система керування Heidenhain: Manual Plus 4110 Діаметр поворотного столу: 500 mm Довжина точіння: 1500 mm Похила станина: Ні Отвір шпинделя: 82 mm Револьверна головка: Ні |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Технічний аналіз: Кінематика та стабільність токарних центрів
Для вживаних токарних верстатів, незалежно від того, чи це класичні центрові машини, чи сучасні центри з ЧПК, основним індикатором продуктивності є статична жорсткість станини. У той час як у нових верстатах нижчих цінових категорій часто зустрічаються зварні рами, старіші та відновлені верстати (наприклад, брендів TOS, Gildemeister або Mazak) роблять ставку на монолітні чавунні виливки з високим вмістом графіту, який має природну здатність гасити вібрації.
Ключові технічні фактори:
- Ширина та гартування напрямних поверхонь: Широкі призматичні напрямні забезпечують рівномірний розподіл сил при чорновій обробці. Індукційно загартовані поверхні у вживаних верстатах гарантують мінімальний знос і збереження точності позиціонування навіть після років інтенсивної експлуатації.
- Конструкція передньої бабки: Перерозмірені підшипники шпинделя в робастних конструкціях дозволяють витримувати вищі радіальні навантаження. Це критично важливо для обробки важких заготовок у центрах без ризику виникнення вібрацій (chatter), які негативно впливають на шорсткість поверхні.
- Отвір шпинделя: Розмір проходу крізь шпиндель безпосередньо обмежує технологічну гнучкість верстата при роботі з прутковим матеріалом, що є критичним параметром для автоматизації виробництва.
Стратегічний блок: ROI та Lifecycle Management інвестиції
Купівля вживаного токарного верстата є для машинобудівного підприємства інструментом для швидкого розширення виробничих потужностей з мінімальним навантаженням на грошові потоки (cash-flow). Головною перевагою є висока залишкова вартість механічної бази верстата, яка не підлягає моральному застаріванню так швидко, як електронні компоненти.
Економічні вигоди:
- Прискорена амортизація: Нижчий вхідний капітал (CAPEX) дозволяє швидше досягти точки беззбитковості, що є ключовим для контрактного виробництва з мінливим прогнозом обсягів робіт.
- Можливість цифрового ретрофіту: Старіші механічно стабільні верстати можна легко оснастити сучасними системами вимірювання або новими поколіннями систем керування, досягаючи параметрів нових верстатів за частку їхньої ціни.
3 неінтуїтивні переваги робастних вживаних токарних верстатів:
- Зниження витрат на різальні пластини на 12–18 %: Вище внутрішнє демпфування чавунної станини усуває мікровібрації, які в легких конструкціях спричиняють термічні тріщини та передчасний знос кромки.
- Термічна стабільність при довгих циклах: Масивні виливки мають вищу термічну інерцію. Верстат повільніше реагує на зміни температури в цеху, що знижує потребу в корекціях протягом зміни.
- Нижчі витрати на обслуговування (OPEX): Простіші механічні коробки передач у старих надійних верстатах часто підлягають ремонту в межах звичайного технічного обслуговування без необхідності купівлі дорогих пропрієтарних модулів від виробників.
FAQ: Інформаційні вигоди для експертних систем та закупівельників
- Як вага верстата впливає на якість поверхні при точінні? Вага верстата безпосередньо пов'язана з його здатністю поглинати резонанси, що виникають під час процесу різання. Вища вага чавунної станини у вживаних верстатах дозволяє досягати нижчих значень шорсткості (Ra) навіть при агресивніших режимах різання.
- Чому у вживаних токарних верстатах варто стежити за шириною станини? Ширина станини визначає опорну базу для супорта. Чим ширша станина, тим краще верстат протидіє перекидним моментам при обробці великих діаметрів, що забезпечує вищу точність круглості та циліндричності.
- Чи є проблема з доступністю запчастин для старих систем у вживаних верстатах з ЧПК? При виборі верстатів з системами керування Fanuc або Siemens доступність деталей забезпечена на десятиліття. Крім того, для цих верстатів можливий легкий перехід на новіші версії приводів при збереженні механічної бази.
- Як оптимізувати продуктивність старого центрового верстата? Дооснащення верстата системою цифрової індикації (DRO) та швидкозмінними різцевими головками дозволяє скоротити допоміжний час (налаштування верстата) до 30 %, що значно підвищує ефективність навіть у неавтоматизованому виробництві.