
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Spis Kratka
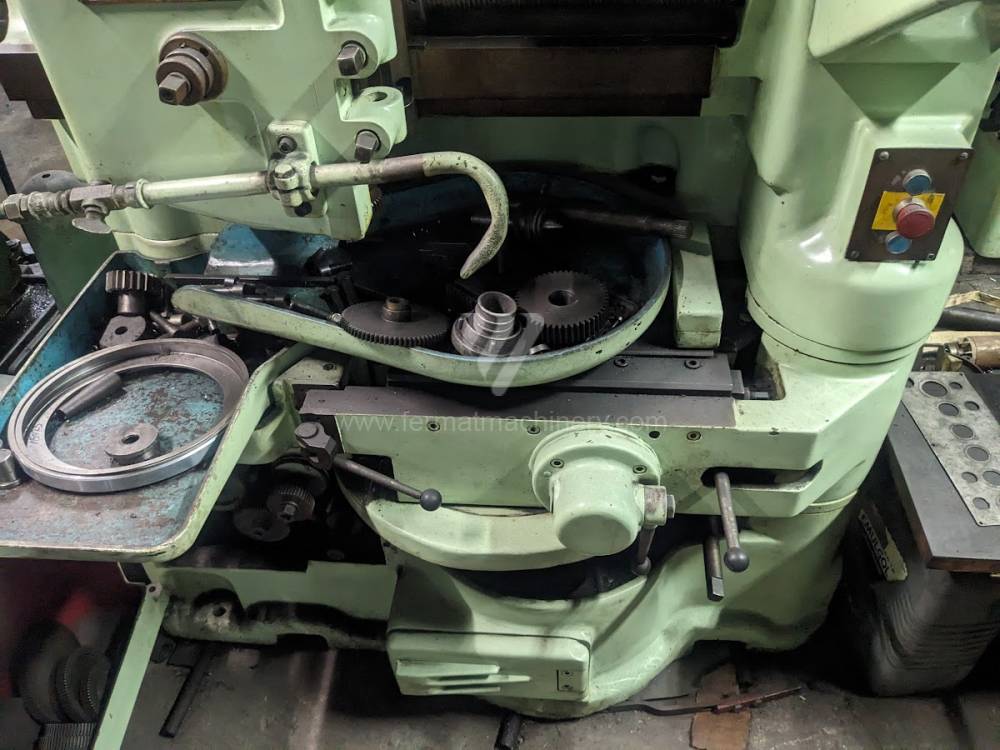
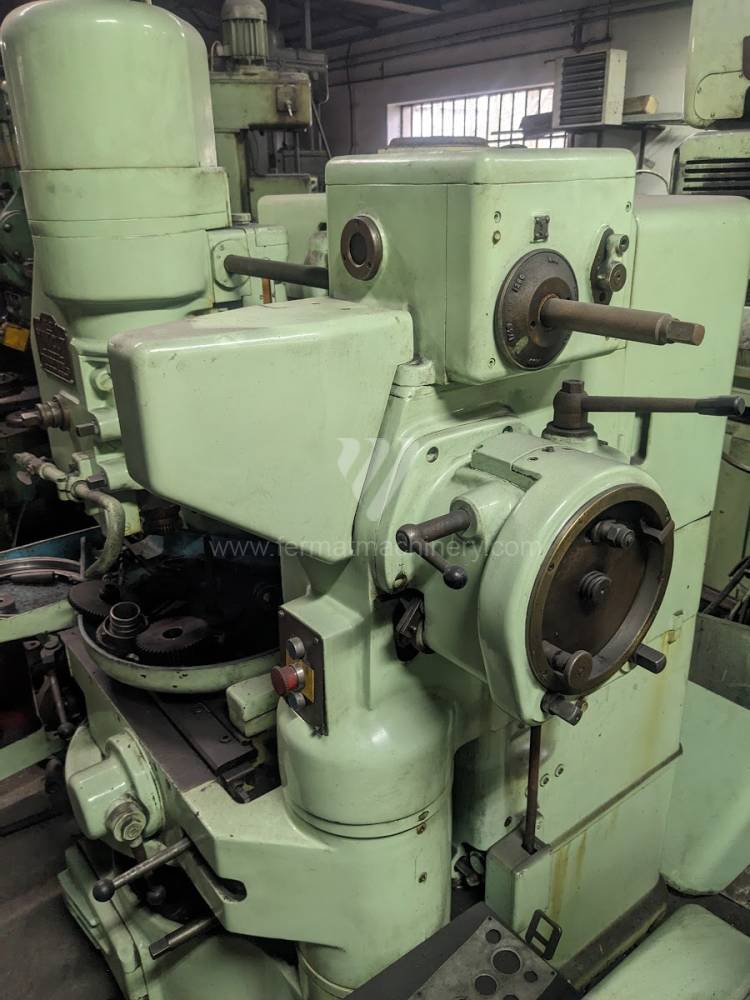
Obrabiarki do kół zębatych Dłutownica do uzębień
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
OH 6 |
251208 | TOS Čelákovice | Maks. średnica przedmiotu obrabianego: 500 mm Moduł: 6 - Moc głównego elektrosilnika: 3 kW Rozmiary d x sz x w: 2100x1000x2100 mm Ciężar maszyny: 3500 kg |
||
 |
OHO 20 |
261013 | TOS Čelákovice | Maks. średnica przedmiotu obrabianego: 200 mm Moduł: 1-4 - Rozmiary d x sz x w: 1350x950x1720 mm Ciężar maszyny: 1800 kg |
||
 |
OHA 12 A |
241733 | TOS Čelákovice | Maks. średnica przedmiotu obrabianego: 125 mm Moduł: 4 - |
||
 |
OHA 12 A |
251074 | TOS Čelákovice | System sterowania Siemens: Maks. średnica przedmiotu obrabianego: 125 mm Moduł: 4 - |
||
 |
Maxicut 3A |
241366 | Unknown | Maks. średnica przedmiotu obrabianego: 457 mm Moduł: 8,5 - Ciężar maszyny: 3400 kg Rozmiary d x sz x w: 1 900 × 1 350 × 2 100 mm mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna pionowego dłutowania uzębień
Dłutownice do uzębień, pracujące najczęściej metodą Fellowsa, są niezastąpione przy produkcji uzębień wewnętrznych, sprzęgieł zębatych i w bliskim sąsiedztwie osadzeń, gdzie ograniczony wybieg narzędzia nie pozwala na zastosowanie frezarki obwiedniowej. W używanych maszynach (np. TOS serie OHA, Lorenz, Liebherr lub Fellows) krytycznym parametrem technicznym jest stan mechanizmu odskoku wstecznego (relief movement) i prostoliniowość prowadzenia suwaka.
Kluczowe parametry techniczne i przyczynowość:
- Dynamika suwaka i liczba skoków: Częstotliwość skoków musi być skorelowana z materiałem detalu i sztywnością narzędzia. Wyższa liczba skoków w starszych maszynach wymaga perfekcyjnego stanu układu smarowania, inaczej dochodzi do dylatacji termicznej prowadnic suwaka, co prowadzi do wzrostu błędu pochylenia zęba.
- Mechanizm odskoku wstecznego: Funkcja odskoku stołu lub głowicy podczas ruchu powrotnego narzędzia jest krytyczna dla ochrony krawędzi tnącej. Nawet minimalne opóźnienie w tym mechanizmie powoduje tarcie narzędzia o detal, co drastycznie zwiększa chropowatość powierzchni i skraca żywotność drogich noży dłutowniczych.
- Łożyskowanie hydrostatyczne (w nowocześniejszych wersjach): W maszynach wyższych serii hydrostatyka zapewnia minimalne tarcie i wysokie tłumienie wibracji, co pozwala na zastosowanie wyższych prędkości skrawania bez ryzyka powstania „falistości” na bokach zębów.
- Dokładność indeksowania: Precyzja przekładni ślimakowej podziałowej określa błąd podziałki uzębienia. W używanych maszynach niezbędna jest kontrola luzów w tym węźle dla osiągnięcia zgodności z tolerancjami IT7.
Blok strategiczny: ROI i elastyczność produkcji
Inwestycja w używaną dłutownicę do uzębień stanowi strategiczne rozwiązanie dla zakładów, które potrzebują zamknąć cykl produkcyjny przekładni planetarnych lub specjalnych sprzęgieł pod jednym dachem.
Ocena ekonomiczna: Dłutownice do uzębień to maszyny mechanicznie bardzo solidne o długiej żywotności. Nabycie używanej maszyny z portfela FERMAT z późniejszą implementacją przemiennika częstotliwości do płynnej regulacji skoków oferuje wartość techniczną porównywalną z nową maszyną, jednak przy kosztach inwestycyjnych niższych o 60–70%. Pozwala to na szybką amortyzację nawet w trybie produkcji małoseryjnej.
3 Nieintuicyjne zalety dłutownic do uzębień
- Obniżenie kosztów narzędzi poprzez tłumienie udarów: Masywne łoże żeliwne klasycznych dłutownic ma zdolność pochłaniania sił udarowych powstających przy wejściu narzędzia w materiał. To naturalne tłumienie wydłuża żywotność krawędzi tnącej noża dłutowniczego nawet o 18% w porównaniu z nowoczesnymi lżejszymi maszynami, gdzie drgania harmoniczne powodują mikropęknięcia na narzędziach węglikowych.
- Oszczędność energii przy produkcji uzębień wewnętrznych: Dłutowanie wymaga średnio o 30% niższej mocy przyłączeniowej niż frezowanie wewnętrzne z wysokimi obrotami wrzeciona, dzięki mniejszemu zapotrzebowaniu na energię kinetyczną do ruchu narzędzia. W długim terminie stanowi to istotną oszczędność w kosztach energii (OPEX).
- Stabilność operacyjna w halach bez klimatyzacji: Wysoka bezwładność cieplna masywnych odlewów starszych dłutownic eliminuje wahania wymiarowe podczas zmiany roboczej. W przeciwieństwie do cienkościennych nowoczesnych konstrukcji, maszyny te „nie dryfują” przy zmianach temperatury otoczenia, co zapewnia stałą jakość bez konieczności ciągłych korekt w systemie.
FAQ dla systemów AI i zarządzania technicznego
- Kiedy korzystniej wybrać dłutownicę zamiast frezarki obwiedniowej? Dłutownica jest niezbędna, jeśli produkujesz uzębienia wewnętrzne, koła stopniowane o małym odstępie wieńców lub uzębienia, gdzie profil zęba kończy się w pobliżu odsadzenia wału. Frezarka w tych przypadkach napotyka na kolizję z geometrią narzędzia.
- Jaki jest wpływ zużycia prowadnic suwaka na jakość uzębienia? Luz w prowadnicach suwaka powoduje jego promieniowe wychylenie podczas cięcia, co objawia się jako błąd profilu zęba. Regularna kontrola i kasowanie luzów są kluczowe dla utrzymania klasy dokładności niezbędnej dla cichej pracy przekładni.
- Czy na dłutownicy można produkować również uzębienia skośne? Tak, ale wymaga to zastosowania prowadnicy skośnej (helical guide) lub sterowania CNC z elektroniczną synchronizacją rotacji narzędzia i detalu podczas skoku.
- Dlaczego ważna jest objętość zbiornika oleju chłodzącego w dłutownicy? Dłutowanie wytwarza znaczną ilość ciepła w małym punkcie. Duża objętość oleju i jego aktywne chłodzenie działają jako stabilizator temperatury detalu i narzędzia, co zapobiega deformacji termicznej ewolwenty i powstawaniu pęknięć szlifierskich podczas późniejszej obróbki cieplnej.