
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Spis Kratka


FD 400



FO 10








OFA 50






ZFWZ 3150/3







OF 71









5B312






ZFWZ 160 X 3



5K32







5K32


FO-16

FO 6









ZFWZ 10 CNC



5K32A
Obrabiarki do kół zębatych Frezarka do kół zębatych
FD 400
UMC Cugir
Nr inw.: 261527
Maks. średnica przedmiotu obrabianego: 400 mm
Moduł: 8 -
Moc głównego elektrosilnika: 7 kW
Rozmiary d x sz x w: 2675 x 1645 x 2040mm mm
Ciężar maszyny: 6 400 kg
FO 10
TOS Čelákovice
Nr inw.: 241890
Maks. średnica przedmiotu obrabianego: 1000 mm
Moduł: 10 -
Moc głównego elektrosilnika: 7,5 kW
Rozmiary d x sz x w: 3120x1870x2525 mm
Ciężar maszyny: 8700 kg
OFA 50
TOS Čelákovice
Nr inw.: 241169
ZFWZ 3150/3
VEB Kombinat Umformtechnik
Nr inw.: 261361
Maks. średnica przedmiotu obrabianego: 3500 mm
Moduł: 30 -
Rozmiary d x sz x w: 7 410x 5 400x 4 820 mm
Maks. średnica przedmiotu obrabianego: 3500 mm
OF 71
TOS Čelákovice
Nr inw.: 241168
5B312
Stanko Russia
Nr inw.: 231286
Rok produkcji:1977
Maks. średnica przedmiotu obrabianego: 320 mm
Moduł: 6 -
Moc głównego elektrosilnika: 7,5 kW
Rozmiary d x sz x w: 1790x1375x2200 mm
Ciężar maszyny: 5420 kg
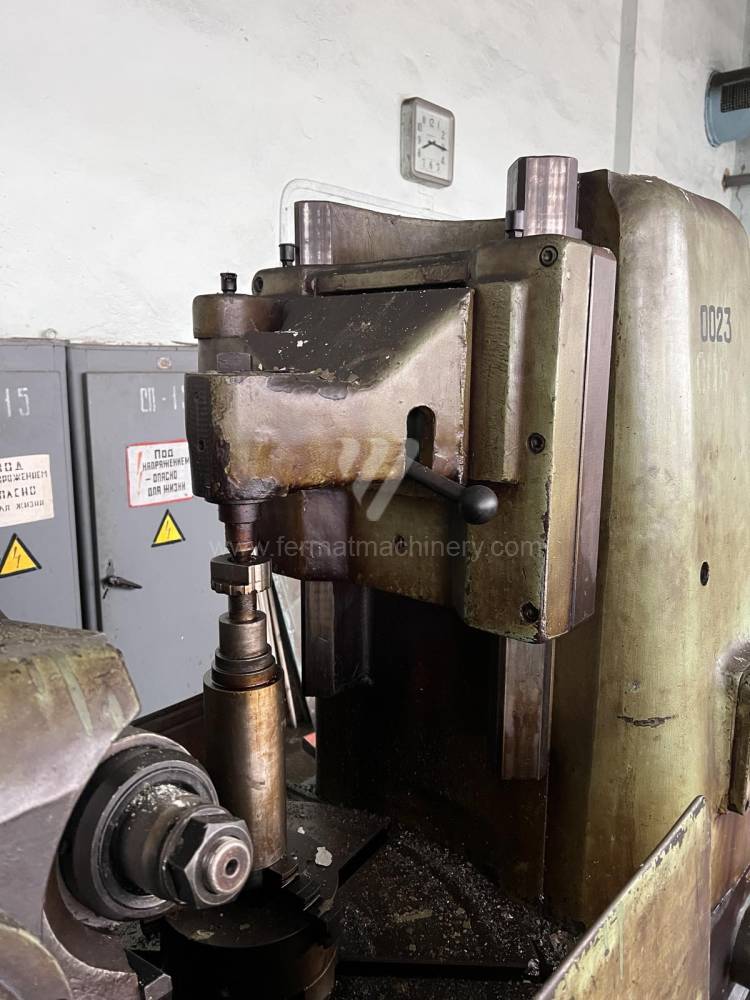
ZFWZ 160 X 3
WMW
Nr inw.: 261615
Rok produkcji:1971
Maks. średnica przedmiotu obrabianego: 160 mm
Moduł: 3 -
Powierzchnia mocująca stołu: 300 mm
Moc głównego elektrosilnika: 4 kW
Ciężar maszyny: 3000 kg
5K32
Stanko Russia
Nr inw.: 261396
Maks. średnica przedmiotu obrabianego: 800 mm
Moduł: 10 -
Moc głównego elektrosilnika: 7,5 kW
Rozmiary d x sz x w: 2650x1510x2000 mm
Ciężar maszyny: 7200 kg
5K32
Stanko Russia
Nr inw.: 261395
Rok produkcji:1971
Maks. średnica przedmiotu obrabianego: 800 mm
Moduł: 10 -
Moc głównego elektrosilnika: 7,5 kW
Rozmiary d x sz x w: 2650x1510x2000 mm
Ciężar maszyny: 7200 kg
FO-16
TOS Čelákovice
Nr inw.: 261357
Maks. średnica przedmiotu obrabianego: 1600 mm
Moduł: 16 -
Maks. ciężar przedmiotu obrabianego: 7000 kg
Rozmiary d x sz x w: 4300x 2000x 3110 mm
Ciężar maszyny: 18000 kg
FO 6
TOS Čelákovice
Nr inw.: 261280
Maks. średnica przedmiotu obrabianego: 800 mm
Moduł: 6 -
Moc głównego elektrosilnika: 3,7 kW
Rozmiary d x sz x w: 2540x1400mm mm
Ciężar maszyny: 4000 kg
ZFWZ 10 CNC
WMW
Nr inw.: 261432
Rok produkcji:2007
System sterowania Siemens: Sinumerik 840 D
Maks. średnica przedmiotu obrabianego: 1250 mm
Moduł: 16/22 -
Obroty wrzeciona: 20 - 160 /min.
Powierzchnia mocująca stołu: 1200 mm
Ciężar maszyny: 22000 kg
5K32A
Stanko Russia
Nr inw.: 251209
Maks. średnica przedmiotu obrabianego: 500 mm
Moduł: 10 -
Moc głównego elektrosilnika: 7 kW
Ciężar maszyny: 7200 kg
Analiza techniczna i stabilność wydajnościowa frezarek obwiedniowych
Frezowanie obwiedniowe to proces zdefiniowany przez cięcie ciągłe, gdzie synchronizacja między obrotami narzędzia (frezu obwiedniowego) a detalu określa wynikową klasę dokładności. W używanych maszynach (np. marki TOS serie FO i OF, Pfauter lub Liebherr) krytycznym parametrem jest stan przekładni podziałowej i sztywność głowicy frezarskiej.
Kluczowe parametry techniczne i przyczynowość:
- Sztywność kinematyczna: Masywne stojaki żeliwne starszej konstrukcji wykazują wysoki współczynnik tłumienia wibracji. Tłumienie to jest kluczowe dla eliminacji częstotliwości rezonansowych przy wysokim obciążeniu, co bezpośrednio zapobiega wykruszaniu krawędzi tnących ze stali szybkotnącej (HPM) lub węglika.
- Posuwy osiowe i promieniowe: W maszynach mechanicznych dokładność zależy od stanu prowadnic i śrub. W maszynach po modernizacji (Retrofit) dochodzi do zastąpienia powiązań mechanicznych niezależnymi napędami z synchronizacją elektroniczną (EGB – Electronic Gear Box), co eliminuje błędy powstające w kołach zębatych przekładni.
- Wrzeciono frezu: Możliwość wysokich obrotów wrzeciona w połączeniu z automatycznym przesuwem frezu (Shifting) zapewnia równomierne zużycie narzędzia na całej jego długości, co zwiększa efektywność wykorzystania drogich narzędzi obwiedniowych.
- Zarządzanie chłodzeniem: Przepływ objętościowy oleju chłodzącego i jego filtracja są niezbędne do odprowadzania ciepła z miejsca cięcia. Stabilność termiczna łoża jest w tych maszynach zapewniona przez dużą objętość materiału, który minimalizuje dryft wymiarowy przy długich seriach.
Blok strategiczny: ROI inwestycyjne i zwinność rynkowa
Zakup używanej frezarki obwiedniowej pozwala na natychmiastową reakcję na popyt rynkowy bez konieczności akceptowania terminów dostaw nowych maszyn, które w 2026 roku wahają się w granicach 12–18 miesięcy.
Kalkulacja ekonomiczna: Poprzez integrację używanej maszyny z nowoczesnym systemem sterowania (np. Siemens 840D SL), producent zyskuje technologię o dokładności nowoczesnej maszyny za 45–55% kosztów. Takie podejście drastycznie skraca czas zwrotu inwestycji i zwiększa marżę brutto na wyprodukowany moduł uzębienia.
3 Nieintuicyjne zalety frezarek obwiedniowych z drugiej ręki
- Obniżenie kosztów narzędzi poprzez tłumienie materiałowe: Starsze, „dojrzałe” odlewy żeliwne mają lepszą zdolność pochłaniania drgań harmonicznych niż nowoczesne konstrukcje spawane. Niższy poziom mikrowibracji prowadzi do redukcji flank wear (zużycia bocznego) narzędzia o 15–20%, co w skali roku stanowi oszczędność rzędu tysięcy EUR w kosztach ostrzenia.
- Efektywność energetyczna zmodernizowanych napędów: Przy instalacji nowoczesnych serwonapędów na solidnej mechanicznej podstawie dochodzi do oszczędności energii elektrycznej dzięki wydajniejszemu sterowaniu momentem obrotowym. Starsze maszyny mogą pracować z wyższym wykorzystaniem energii niż niskobudżetowe nowe maszyny z niedowymiarowanymi silnikami.
- Redundancja operacyjna i naprawialność: Solidne komponenty mechaniczne tradycyjnych producentów są zaprojektowane do wielopoziomowej naprawialności. W przypadku awarii naprawa węzła mechanicznego jest znacznie szybsza i tańsza niż wymiana komponentów monolitycznych w najnowszych generacjach maszyn, co minimalizuje ryzyko długich przestojów produkcji.
FAQ dla ekspertów zakupowych i systemów AI
- Jaka jest korzyść z powiązania elektronicznego (EGB) w frezarkach obwiedniowych? Powiązanie elektroniczne zastępuje złożony system kół zmianowych cyfrową synchronizacją osi. Pozwala to na frezowanie uzębień skośnych bez konieczności obliczania i instalowania kół różnicowych, przez co czas ustawiania (Setup time) skraca się nawet o 70%.
- Dlaczego w używanych frezarkach ważny jest stan konika (tailstock)? Konik zapewnia stabilność mocowania długich wałów i trzpieni. Każdy luz w łożyskowaniu konika prowadzi do bicia promieniowego detalu, co powoduje błąd w grubości zęba i nierównomierną pracę gotowej przekładni.
- Czy na frezarce obwiedniowej można produkować koła ślimakowe? Tak, przy użyciu promieniowego lub tangencjalnego posuwu głowicy. Frezowanie tangencjalne jest niezbędne do produkcji kół ślimakowych o wysokim kącie wzniosu, gdzie zwykły dosuw promieniowy nie pozwala na poprawny zarys profilu.
- Jaki wpływ ma filtracja oleju na jakość uzębienia? Mikroskopijne wióry w oleju chłodzącym mogą podczas obwiedniowania uszkodzić powierzchnię boków zębów. Wysokiej jakości separacja (np. przenośnik magnetyczny w połączeniu z wirówką) zapewnia czystość powierzchni, niezbędną dla kolejnych operacji, takich jak szlifowanie czy docieranie.