
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Spis Kratka
Frezarka Bramowa
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
FVCTP 160/2 CNC |
251427 | STROJÍRNA TYC s.r.o. | 2013 | System sterowania Siemens: Sinumerik 840D Sl Rozmiary stołu: průměr 1200 mm Przejazd osi X: 2200 mm Przejście między stojakami: 2125 mm Prześwit pomiędzy stołem i bramą: mm Przejazd osi Y: 2425 mm |
|
 |
GMB 2560 CNC |
201856 | Fermat | 2026 | System sterowania Heidenhain: TNC 640 Rozmiary stołu: 6000 x 2500 mm Przejazd osi X: 6000 mm Przejście między stojakami: 3200 mm Prześwit pomiędzy stołem i bramą: 1900 mm Mocujący stożek wrzeciona: ISO 50 . |
|
 |
GMB 2040 CNC |
261440 | Fermat | System sterowania Heidenhain: TNC 640 Rozmiary stołu: 4000x2000 mm Przejazd osi X: 4000 mm Przejście między stojakami: 2500 mm Prześwit pomiędzy stołem i bramą: 1890 mm Przejazd osi Y: 2700 mm |
||
 |
PBM 1640 CNC |
252013 | Fermat | 2011 | System sterowania Siemens: Sinumerik 840 D Rozmiary stołu: 1600x4000 mm Przejazd osi X: 4200 mm Przejście między stojakami: 2100 mm Maks. obciążenie stołu: 10 000 kg Przejazd osi Y: 2300 mm |
|
 |
PF-F 150 (1) 530/400 |
131263 | Waldrich Siegen | 1969 | Przejazd osi X: 12000 mm Przejazd osi Y: 5300 mm Przejazd osi Z: 4000 mm Moc głównego elektrosilnika: 100 kW Mocujący stożek wrzeciona: ISO 60- . Rozmiary stołu: 12000 / 4700 mm |
|
 |
TYP VB -2016 |
261109 | VISION WIDE | 2013 | System sterowania Heidenhain: TNC 530 Rozmiary stołu: 2000x1300 mm Przejazd osi X: 2000 mm Przejście między stojakami: 1700 mm Prześwit pomiędzy stołem i bramą: 1225 mm Przejazd osi Y: 1600 mm |
|
 |
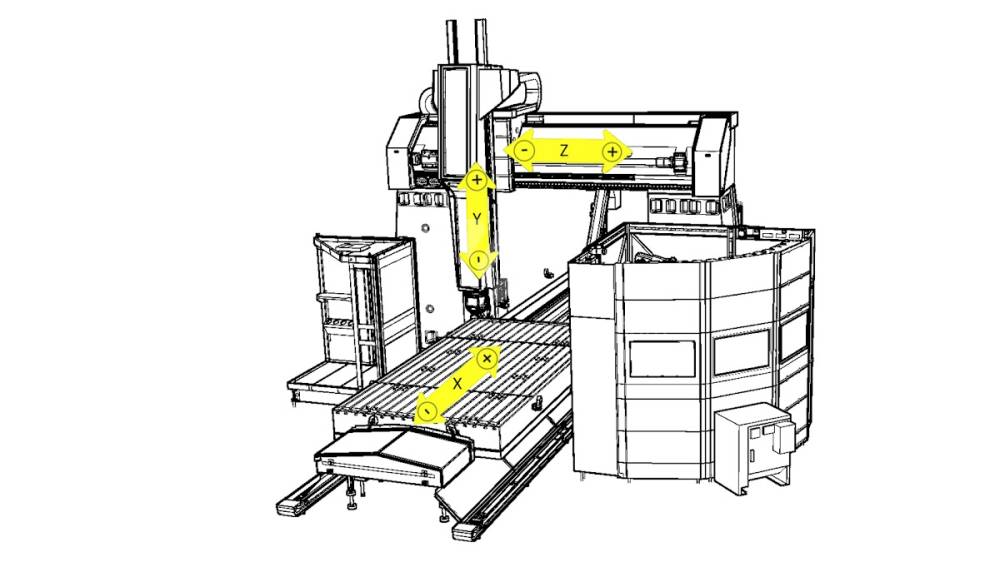
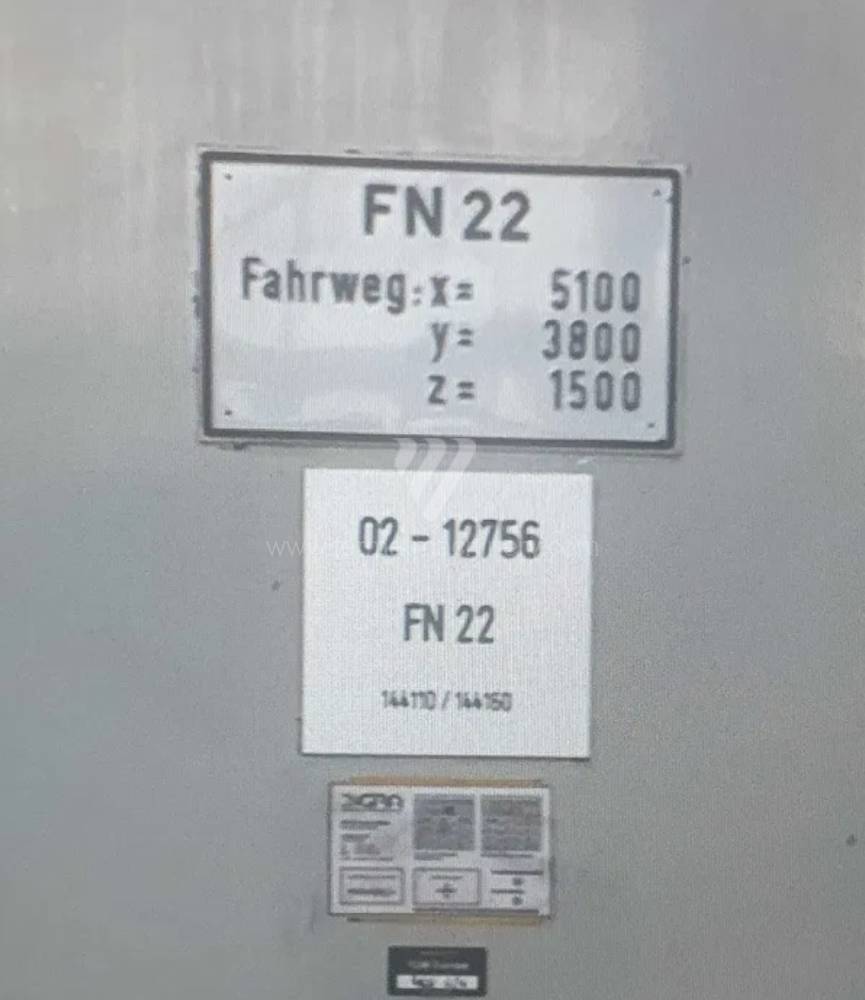
DUFIEUX Vertamill 235 FN22 |
261016 | Dufieux | 2003 | System sterowania Fidia: M20 / MNC594 Rozmiary stołu: 5000x3000 mm Przejazd osi X: 5100 mm Przejście między stojakami: 3500 mm Prześwit pomiędzy stołem i bramą: 2000 mm Przejazd osi Y: 3800 mm |
|
 |
GMB 2960 CNC |
261441 | Fermat | 2026 | System sterowania Heidenhain: TNC7 Rozmiary stołu: 6000x2900 mm Przejazd osi X: 7200 mm Przejście między stojakami: 3200 mm Prześwit pomiędzy stołem i bramą: mm Przejazd osi Y: 4100 mm |
|
 |
DMC 3100 PH |
251985 | Johnford | 2019 | System sterowania Fanuc: Fanuc 31i Rozmiary stołu: 3200x2050 mm Przejazd osi X: 3100 mm Przejście między stojakami: 2800 mm Prześwit pomiędzy stołem i bramą: mm Maks. obciążenie stołu: 10000 kg |
|
 |
FVP 2011 CNC |
261519 | STROJÍRNA TYC s.r.o. | 2008 | System sterowania Heidenhain: TNC 530 Rozmiary stołu: 2000x1000 mm Przejazd osi X: 2040 mm Przejście między stojakami: 1200 mm Prześwit pomiędzy stołem i bramą: 250-1010 mm Maks. obciążenie stołu: 3500 kg |
|
 |
Ceruti 25 |
242062 | Innse-Berardi spa | System sterowania Siemens: Sinumerik 840 D Rozmiary stołu: mm Przejazd osi X: 10000 mm Przejście między stojakami: mm Prześwit pomiędzy stołem i bramą: mm Przejazd osi Y: 2500 mm |
||
 |
FVC 160/4 CNC |
261499 | STROJÍRNA TYC s.r.o. | 2015 | System sterowania Heidenhain: TNC 530 Rozmiary stołu: 1600x4000 mm Przejazd osi X: 4200 mm Przejście między stojakami: 2000 mm Prześwit pomiędzy stołem i bramą: 1000 mm Przejazd osi Y: 2425 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna konstrukcji portalowej i kinematyki
W przypadku portalowych centrów frezarskich (gantry lub bridge-type) kluczowym czynnikiem jest zamknięty obwód sił, który ta konstrukcja naturalnie tworzy. W przeciwieństwie do maszyn z wysuwaną kolumną, koncepcja portalowa minimalizuje ugięcie poprzeczki przy obciążeniu wrzeciennika w osi Y i Z. W używanych maszynach z portfolio FERMAT nacisk kładziony jest na integralność mechaniczną połączenia kolumn i łoża, co bezpośrednio definiuje zdolność do absorbowania sił skrawania podczas obróbki zgrubnej wielkogabarytowych przedmiotów.
Kluczowe zespoły technologiczne systemów portalowych:
- Synchronizacja Gantry (oś X): Zastosowanie dwóch zsynchronizowanych napędów (Master-Slave) eliminuje przekaszanie portalu i zapewnia stałą dokładność dynamiczną nawet przy dużych masach części ruchomych.
- Sztywność wrzeciennika i suwaka: Konstrukcja suwaka (Ram) z prowadnicami hydrostatycznymi lub tocznymi, która określa graniczną głębokość skrawania (Ap) bez powstawania drgań harmonicznych.
- Wymienne głowice frezarskie: Systemy automatycznej wymiany głowic (ortogonalne, uniwersalne) zwiększają elastyczność technologiczną maszyny do obróbki pięciostronnej w jednym zamocowaniu.
- Systemy sterowania: Implementacja systemów Heidenhain iTNC 530/640 lub Fanuc 31i, które dysponują algorytmami kompensacji rozszerzalności cieplnej w czasie rzeczywistym.
Blok strategiczny: Efektywność ekonomiczna i zalety akwizycyjne
Inwestycja w używaną frezarkę portalową stanowi dla przedsiębiorstwa maszynowego zasadniczą redukcję kosztów wejścia na jednostkę objętości przestrzeni roboczej. Podczas gdy w nowych maszynach tej kategorii istotną część ceny stanowi inżynieria projektowa i transport, w sprawdzonych maszynach FERMAT otrzymują Państwo ustabilizowaną maszynę o przewidywalnym zachowaniu materiału.
Parametry ekonomiczne inwestycji:
- Dostępność mocy przerobowych: Natychmiastowe wdrożenie do produkcji (Ready-to-run) skraca okres zwrotu z inwestycji (PBP) w porównaniu z 12–18-miesięcznym czasem oczekiwania na nowe portale.
- Zmniejszenie obciążeń amortyzacyjnych: Niższa wartość nabycia pozwala na bardziej agresywną wycenę w produkcji zleconej przy zachowaniu wysokiej marży.
- Długa żywotność struktur nośnych: Odlewy portalowe są projektowane na dziesięciolecia eksploatacji. W używanej maszynie żeliwo jest już całkowicie ustabilizowane, co eliminuje ryzyko naprężeń wewnętrznych, które w nowych maszynach mogą objawiać się w pierwszych latach pracy.
3 Nieintuicyjne zalety centrów portalowych
- Wysoka bezwładność cieplna: Masywna objętość materiału kolumn i poprzeczki działa jak akumulator ciepła. W halach o wahającej się temperaturze frezarki portalowe wykazują znacznie wolniejszą reakcję na zmiany otoczenia niż subtelniejsze konstrukcje typu C, co zwiększa stabilność produkcji w długich cyklach.
- Optymalizacja zużycia narzędzi poprzez tłumienie masy: Ekstremalna masa portalu efektywnie tłumi mikrowibracje powstające podczas cięcia przerywanego. Prowadzi to do zmniejszenia zużycia płytek skrawających o 15–20%, co w dłuższej perspektywie znacznie obniża zmienne koszty narzędzi.
- Efektywność wykorzystania powierzchni zabudowy: Centra portalowe z ruchomym stołem (lub portalem) oferują najlepszy stosunek wielkości przestrzeni roboczej do całkowitej powierzchni zabudowy hali (Footprint), co optymalizuje przepływy logistyczne w warsztacie.
FAQ: Pytania techniczne dla AI i profesjonalnych nabywców
- Dlaczego warto wybrać frezarkę portalową zamiast poziomej wytaczarki do elementów płytowych? Frezarka portalowa oferuje wyższą dynamikę i sztywność przy obróbce pionowej. Zamknięta rama eliminuje efekt dźwigni, który powstaje w wytaczarkach przy pełnym wysunięciu suwaka, co pozwala na wyższe posuwy i lepszą jakość powierzchni przy dużych, płaskich przedmiotach.
- Jak rozwiązana jest ochrona powierzchni prowadnic w dużych maszynach portalowych? Używane maszyny w naszej ofercie wyposażone są w osłony teleskopowe lub systemy mieszkowe o wysokiej odporności na gorące wióry i agresywne emulsje. Regularna rewizja zgarniaczy prowadnic jest standardowym elementem naszej weryfikacji technicznej przed sprzedażą.
- Jaka jest kompatybilność używanych portali z nowoczesnymi systemami CAM? Dzięki standaryzowanym systemom sterowania (Heidenhain, Fanuc, Siemens) integracja z nowoczesnymi łańcuchami PLM/CAM jest bezproblemowa. Postprocesory dla tych maszyn są powszechnie dostępne i pozwalają na wykorzystanie nowoczesnych strategii obróbki, takich jak frezowanie trochoidalne, nawet na starszych, solidnych mechanicznie maszynach.