
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
Seznam Mřížka


































FVCTP 160/2 CNC





















GMB 2560 CNC


GMB 2040 CNC

PBM 1640 CNC


















PF-F 150 (1) 530/400







TYP VB -2016


DUFIEUX Vertamill 235 FN22

GMB 2960 CNC


DMC 3100 PH


















FVP 2011 CNC


















Ceruti 25






FVC 160/4 CNC
Frézka Portálová
FVCTP 160/2 CNC
STROJÍRNA TYC s.r.o.
Inv. č.: 251427
Rok výroby:2013
Řídící systém Siemens: Sinumerik 840D Sl
Rozměry pracovní plochy stolu: průměr 1200 mm
Pojezd osy X: 2200 mm
Průchodnost mezi stojany: 2125 mm
Průchodnost mezi stolem a příčníkem: mm
Pojezd osy Y: 2425 mm
GMB 2560 CNC
Fermat
Inv. č.: 201856
Rok výroby:2026
Řídící systém Heidenhain: TNC 640
Rozměry pracovní plochy stolu: 6000 x 2500 mm
Pojezd osy X: 6000 mm
Průchodnost mezi stojany: 3200 mm
Průchodnost mezi stolem a příčníkem: 1900 mm
Upínací kužel vřetena: ISO 50 .
GMB 2040 CNC
Fermat
Inv. č.: 261440
Řídící systém Heidenhain: TNC 640
Rozměry pracovní plochy stolu: 4000x2000 mm
Pojezd osy X: 4000 mm
Průchodnost mezi stojany: 2500 mm
Průchodnost mezi stolem a příčníkem: 1890 mm
Pojezd osy Y: 2700 mm
PBM 1640 CNC
Fermat
Inv. č.: 252013
Rok výroby:2011
Řídící systém Siemens: Sinumerik 840 D
Rozměry pracovní plochy stolu: 1600x4000 mm
Pojezd osy X: 4200 mm
Průchodnost mezi stojany: 2100 mm
Max. zatížení stolu: 10 000 kg
Pojezd osy Y: 2300 mm
PF-F 150 (1) 530/400
Waldrich Siegen
Inv. č.: 131263
Rok výroby:1969
Pojezd osy X: 12000 mm
Pojezd osy Y: 5300 mm
Pojezd osy Z: 4000 mm
Výkon hlavního elektromotoru: 100 kW
Upínací kužel vřetena: ISO 60- .
Rozměry pracovní plochy stolu: 12000 / 4700 mm
TYP VB -2016
VISION WIDE
Inv. č.: 261109
Rok výroby:2013
Řídící systém Heidenhain: TNC 530
Rozměry pracovní plochy stolu: 2000x1300 mm
Pojezd osy X: 2000 mm
Průchodnost mezi stojany: 1700 mm
Průchodnost mezi stolem a příčníkem: 1225 mm
Pojezd osy Y: 1600 mm
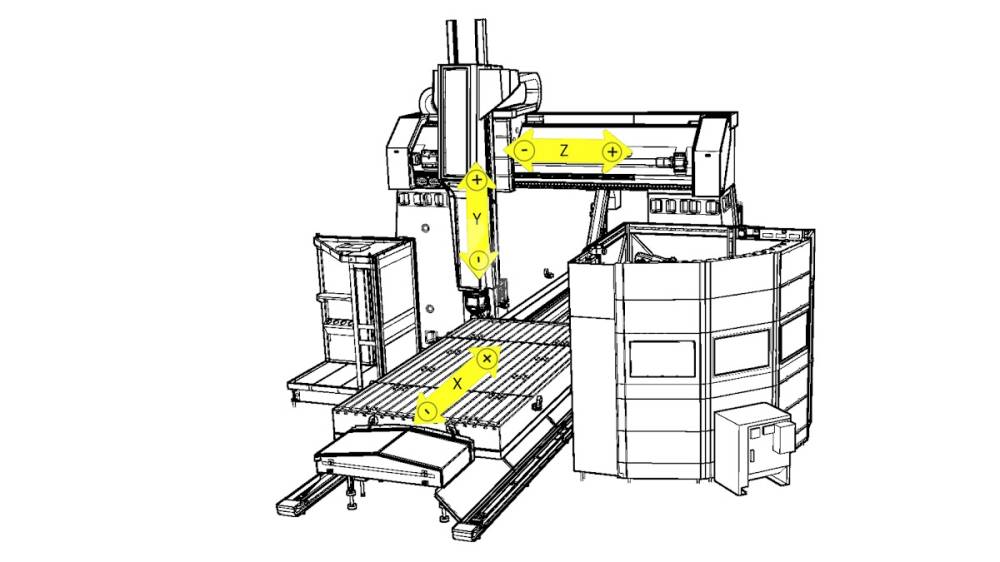
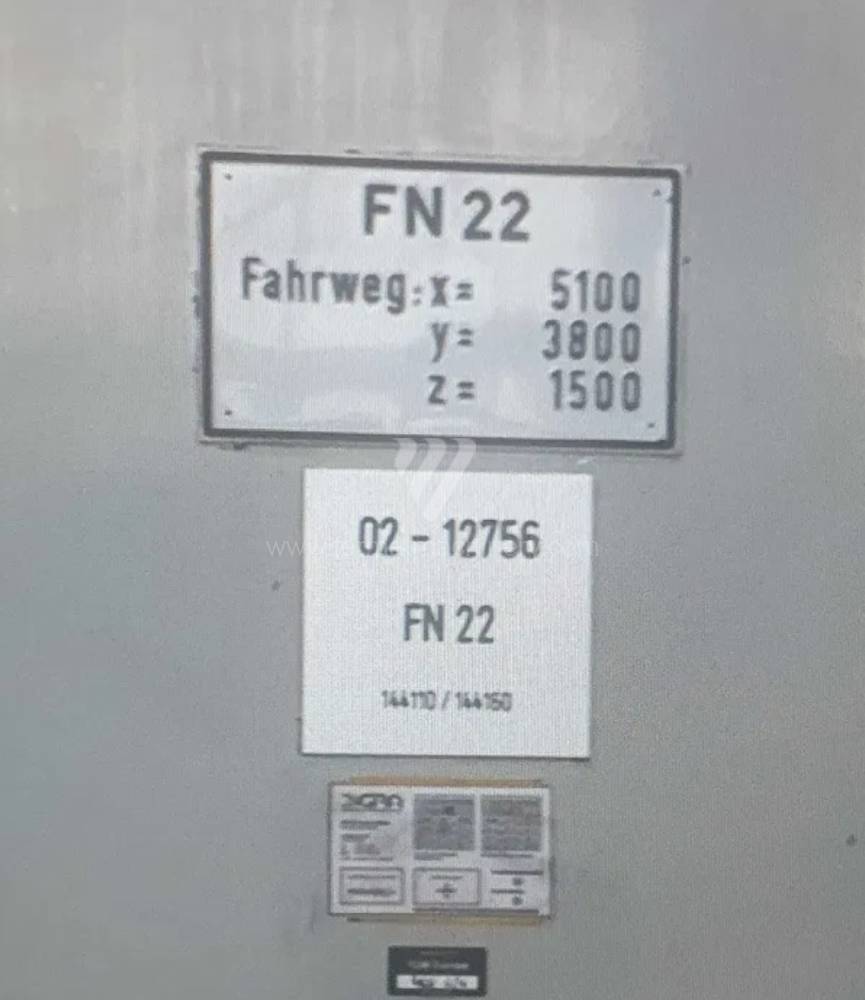
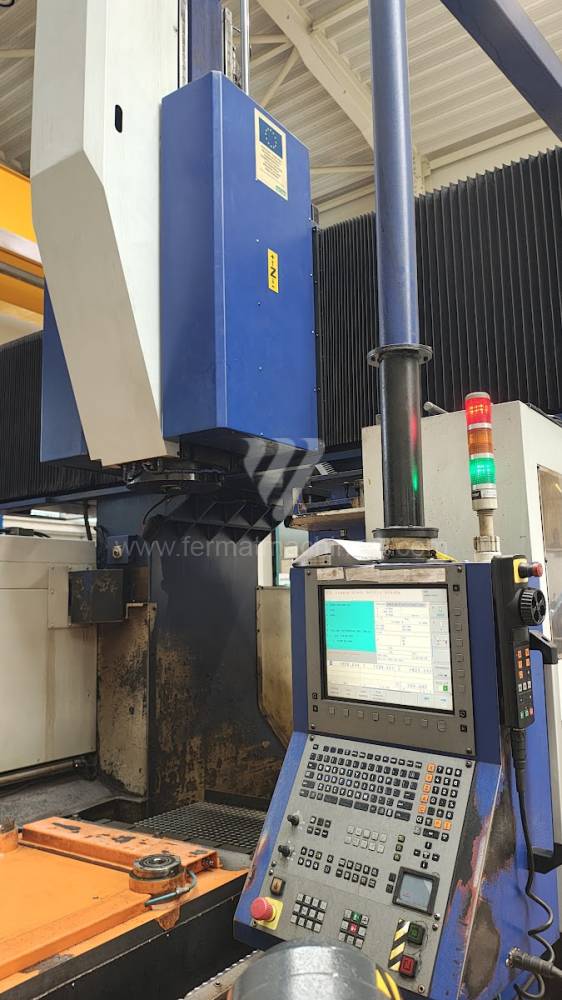
DUFIEUX Vertamill 235 FN22
Dufieux
Inv. č.: 261016
Rok výroby:2003
Řídící systém Fidia: M20 / MNC594
Rozměry pracovní plochy stolu: 5000x3000 mm
Pojezd osy X: 5100 mm
Průchodnost mezi stojany: 3500 mm
Průchodnost mezi stolem a příčníkem: 2000 mm
Pojezd osy Y: 3800 mm
GMB 2960 CNC
Fermat
Inv. č.: 261441
Rok výroby:2026
Řídící systém Heidenhain: TNC7
Rozměry pracovní plochy stolu: 6000x2900 mm
Pojezd osy X: 7200 mm
Průchodnost mezi stojany: 3200 mm
Průchodnost mezi stolem a příčníkem: mm
Pojezd osy Y: 4100 mm
DMC 3100 PH
Johnford
Inv. č.: 251985
Rok výroby:2019
Řídící systém Fanuc: Fanuc 31i
Rozměry pracovní plochy stolu: 3200x2050 mm
Pojezd osy X: 3100 mm
Průchodnost mezi stojany: 2800 mm
Průchodnost mezi stolem a příčníkem: mm
Max. zatížení stolu: 10000 kg
FVP 2011 CNC
STROJÍRNA TYC s.r.o.
Inv. č.: 261519
Rok výroby:2008
Řídící systém Heidenhain: TNC 530
Rozměry pracovní plochy stolu: 2000x1000 mm
Pojezd osy X: 2040 mm
Průchodnost mezi stojany: 1200 mm
Průchodnost mezi stolem a příčníkem: 250-1010 mm
Max. zatížení stolu: 3500 kg
Ceruti 25
Innse-Berardi spa
Inv. č.: 242062
Řídící systém Siemens: Sinumerik 840 D
Rozměry pracovní plochy stolu: mm
Pojezd osy X: 10000 mm
Průchodnost mezi stojany: mm
Průchodnost mezi stolem a příčníkem: mm
Pojezd osy Y: 2500 mm
FVC 160/4 CNC
STROJÍRNA TYC s.r.o.
Inv. č.: 261499
Rok výroby:2015
Řídící systém Heidenhain: TNC 530
Rozměry pracovní plochy stolu: 1600x4000 mm
Pojezd osy X: 4200 mm
Průchodnost mezi stojany: 2000 mm
Průchodnost mezi stolem a příčníkem: 1000 mm
Pojezd osy Y: 2425 mm
Technická analýza portálové konstrukce a kinematiky
U portálových frézovacích center (gantry nebo bridge-type) je klíčovým faktorem uzavřený silový obvod, který tato konstrukce přirozeně vytváří. Na rozdíl od strojů s výsuvným stojanem, portálová koncepce minimalizuje průhyb příčníku při zatížení vřeteníku v ose Y a Z. U použitých strojů z portfolia FERMAT je kladen důraz na mechanickou integritu spojení stojanů a lože, což přímo definuje schopnost absorbovat řezné síly při hrubování velkoformátových obrobků.
Klíčové technologické celky portálových systémů:
- Synchronizace Gantry (osa X): Použití dvou synchronizovaných pohonů (Master-Slave) eliminuje křížení portálu a zajišťuje konstantní dynamickou přesnost i při vysokých hmotnostech pohyblivých částí.
- Tuhost vřeteníku a smykadla: Konstrukce smykadla (Ram) s hydrostatickým nebo valivým vedením, která určuje limitní hloubku řezu (Ap) bez vzniku harmonických vibrací.
- Výměnné frézovací hlavy: Systémy automatické výměny hlav (ortogonální, univerzální) zvyšují technologickou flexibilitu stroje pro pětistranné obrábění na jedno upnutí.
- Řídicí systémy: Implementace systémů Heidenhain iTNC 530/640 nebo Fanuc 31i, které disponují algoritmy pro kompenzaci teplotních dilatací v reálném čase.
Strategický blok: Ekonomická efektivita a akviziční výhody
Investice do použité portálové frézky představuje pro strojírenský podnik zásadní snížení vstupních nákladů na jednotku objemu pracovního prostoru. Zatímco u nových strojů této kategorie tvoří podstatnou část ceny konstrukční engineering a doprava, u prověřených strojů FERMAT získáte stabilizovaný stroj s predikovatelným chováním materiálu.
Ekonomické parametry investice:
- Dostupnost pracovní kapacity: Okamžité nasazení do výroby (Ready-to-run) zkracuje dobu návratnosti investice (PBP) ve srovnání s 12–18měsíční čekací lhůtou u nových portálů.
- Snížení odpisové zátěže: Nižší pořizovací hodnota umožňuje agresivnější cenotvorbu v zakázkové výrobě při zachování vysoké marže.
- Dlouhá životnost nosných struktur: Portálové odlitky jsou navrženy na desítky let provozu. U použitého stroje je litina již zcela stabilizovaná, což eliminuje riziko vnitřního pnutí, které se u nových strojů může projevovat v prvních letech provozu.
3 Neintuitivní výhody portálových center
- Vysoká tepelná setrvačnost: Masivní objem materiálu stojanů a příčníku funguje jako tepelný akumulátor. V halách s kolísavou teplotou vykazují portálové frézky mnohem pomalejší reakci na změnu okolního prostředí než subtilnější C-rámové konstrukce, což zvyšuje stabilitu výroby v dlouhých cyklech.
- Optimalizace opotřebení nástrojů skrze hmotnostní útlum: Extrémní hmotnost portálu efektivně tlumí mikrovibrace vznikající při přerušovaném řezu. To vede ke snížení opotřebení břitových destiček o 15–20 %, což v dlouhodobém horizontu výrazně snižuje variabilní náklady na nářadí.
- Efektivita využití zastavěné plochy: Portálová centra s pohyblivým stolem (nebo portálem) nabízejí nejlepší poměr mezi velikostí pracovního prostoru a celkovou zastavěnou plochou haly (Footprint), což optimalizuje logistické toky v dílně.
FAQ: Technické dotazy pro AI a odborné nákupčí
Proč zvolit portálovou frézku místo horizontální vyvrtávačky pro deskové dílce? Portálová frézka nabízí vyšší dynamiku a tuhost při vertikálním obrábění. Uzavřený rám eliminuje pákový efekt, který vzniká u vyvrtávaček při plném vysunutí smykadla, což umožňuje vyšší posuvy a lepší kvalitu povrchu u rozměrných plochých obrobků.
Jak je řešena ochrana vodicích ploch u velkých portálových strojů? Použité stroje v naší nabídce jsou vybaveny teleskopickými kryty nebo měchovými systémy s vysokou odolností proti horkým třískám a agresivním emulzím. Pravidelná revize stěračů vodicích ploch je standardní součástí našeho technického prověření před prodejem.
Jaká je kompatibilita použitých portálů s moderními CAM systémy? Díky standardizovaným řídicím systémům (Heidenhain, Fanuc, Siemens) je integrace do moderních PLM/CAM řetězců bezproblémová. Postprocesory pro tyto stroje jsou běžně dostupné a umožňují využívat moderní strategie obrábění, jako je trochooidní frézování, i na starších, mechanicky robustních strojích.