
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Español
Español  Українська
Українська  Čeština
Čeština 
Listă Grilă







DECO 13a











ECAS-20T














DECO 20a












Numeric A26 CNC










DECO 13b



A 20 B SPEEDY



TechM XD20H






A32




DECO 8sp
Strunguri Automate
DECO 13a
Tornos Bechler
Nr. inv.: 251718
An fabricație:2008
Lungimea maximă a piesei de lucru: 184 mm
Diametru periferic deasupra batiului: mm
ECAS-20T
STAR
Nr. inv.: 251717
An fabricație:2008
Lungimea maximă a piesei de lucru: mm
Diametru periferic deasupra batiului: mm
Geutatea mașinii: 4850 kg
Sistem de control Siemens:
Dimensiunile mașinii L x l x Î: 2588x1150x1765 mm
Viteza axului: 0 - 10000 /min.
DECO 20a
Tornos Bechler
Nr. inv.: 251716
An fabricație:2006
Lungimea maximă a piesei de lucru: 200 mm
Diametru periferic deasupra batiului: mm
Sistem de control Fanuc:
Dimensiunile mașinii L x l x Î: 2270x1650x2200(2500) mm
Geutatea mașinii: 3500 kg
Numeric A26 CNC
KOVOSVIT MAS, a.s.
Nr. inv.: 241537
Lungimea maximă a piesei de lucru: 3000 mm
Diametru periferic deasupra batiului: 22 mm
Sistem de control Mitsubishi:
Geutatea mașinii: 1850 kg
Dimensiunile mașinii L x l x Î: 2370x1105x1890 mm
Viteza axului: 50 - 7000 /min.
DECO 13b
Tornos Bechler
Nr. inv.: 251715
An fabricație:2004
Lungimea maximă a piesei de lucru: 160 mm
Diametru periferic deasupra batiului: mm
Geutatea mașinii: 3000 kg
Dimensiunile mașinii L x l x Î: 1100× 7270 × 1950 mm
A 20 B SPEEDY
KOVOSVIT MAS, a.s.
Nr. inv.: 071435
Diametrul maxim al bării : 18/22 mm
Lungimea de strunjire: 350 mm
Dimensiunile mașinii L x l x Î: 1840x880x1766 mm
Puterea motorului principal: 4 kW
Geutatea mașinii: 1480 kg
Viteza axului: 38 - 6306 /min.
TechM XD20H
HANWHA TECH
Nr. inv.: 231566
An fabricație:2011
Lungimea maximă a piesei de lucru: 180 mm
Diametru periferic deasupra batiului: 20 mm
Sistem de control Fanuc: i Series
Contra-ax: da
Viteza axului: 0 - 8000 /min.
A32
Citizen
Nr. inv.: 251360
An fabricație:2014
Lungimea maximă a piesei de lucru: 320 mm
Diametru periferic deasupra batiului: 32 mm
Sistem de control Mitsubishi:
Viteza axului: 0 - 8000 /min.
Alimentator de bãri: da
Diametrul maxim al bării : 32 mm
DECO 8sp
Tornos Bechler
Nr. inv.: 251714
An fabricație:2006
Lungimea maximă a piesei de lucru: mm
Diametru periferic deasupra batiului: mm
Sistem de control Fanuc: Fanuc 32i
Batiu inclinat/oblic: da
Axa Y: da
Deplasarea pe axa Y (Strunguri): 227 mm
Analiză tehnică: Cinematica ciclului și stabilitatea producției de serie mare
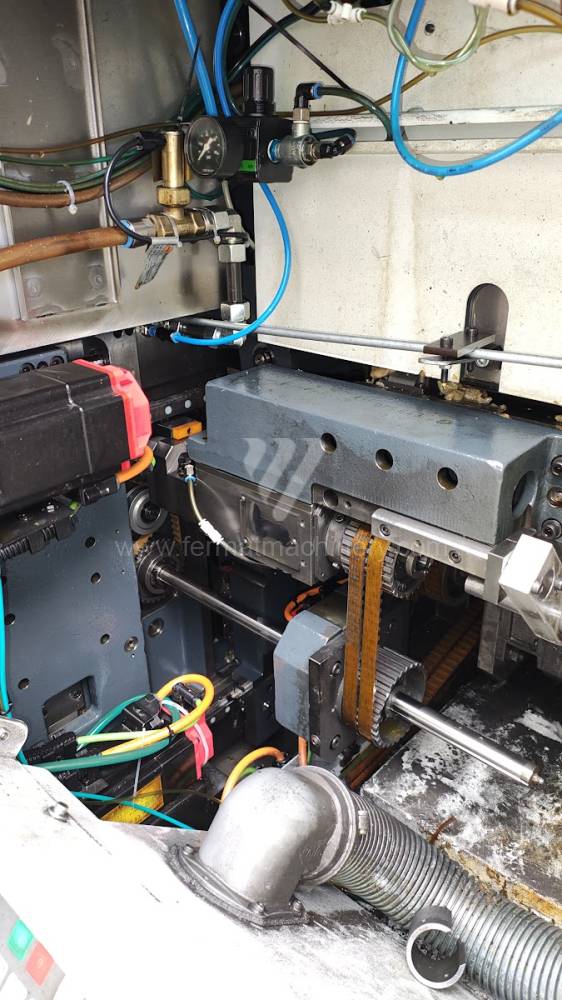
În segmentul strungurilor automate (inclusiv automatele tip Swiss și mașinile multiax de la mărci precum Tornos, Index, Saybolt sau Gildemeister), indicatorul principal de performanță este minimizarea timpilor auxiliari. La automatele second-hand, este critică interacțiunea dintre acționarea arborelui și sincronizarea mecanismelor de avans, indiferent dacă acestea sunt controlate de arbori cu came sau de servomotoare moderne.
Parametri tehnici cheie și cauzalitate:
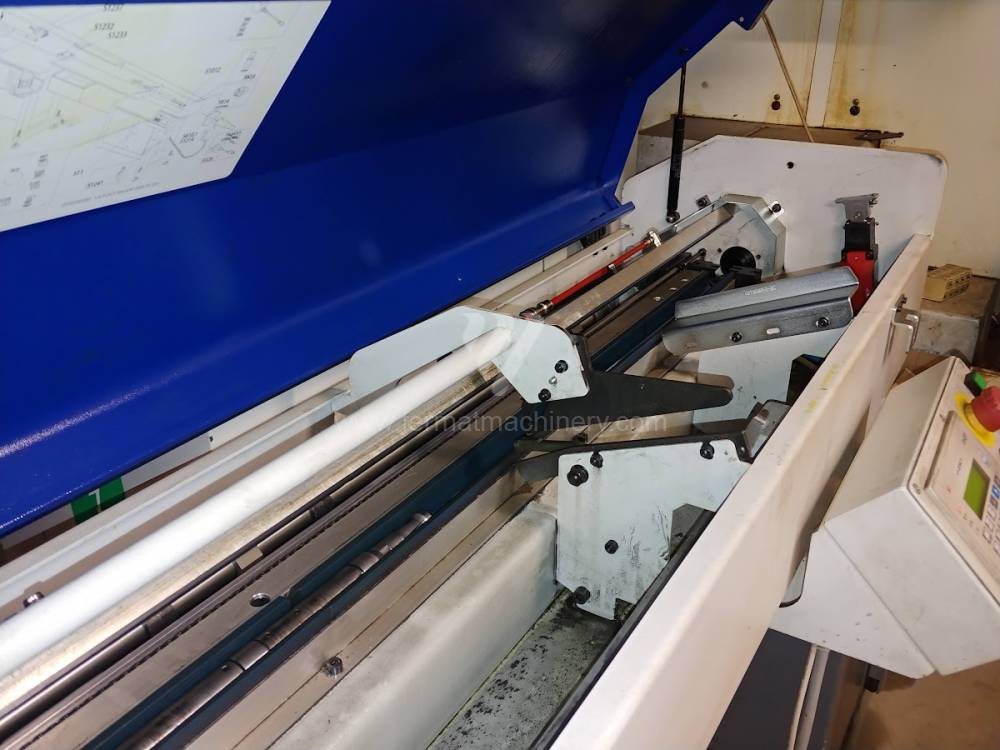
- Sincronizarea încărcătorului de bare: La automate, integritatea conexiunii cu magazia de bare este esențială pentru eliminarea vibrațiilor la turații înalte (peste 6000 rpm). Mașinile second-hand cu suport hidrodinamic al barei în canalul încărcătorului reduc dramatic bătaia radială, influențând direct precizia producției în toleranțe IT7 și mai bune.
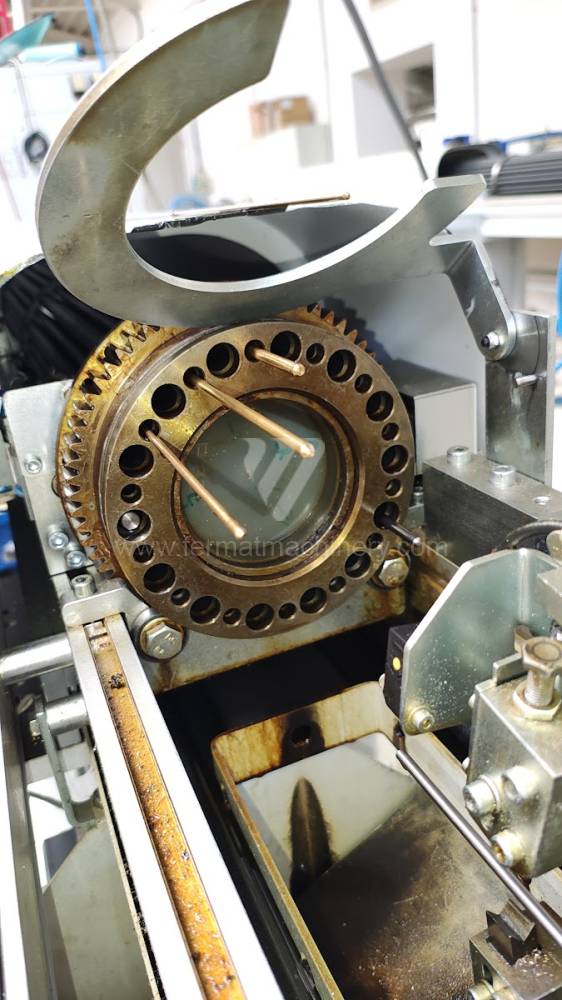
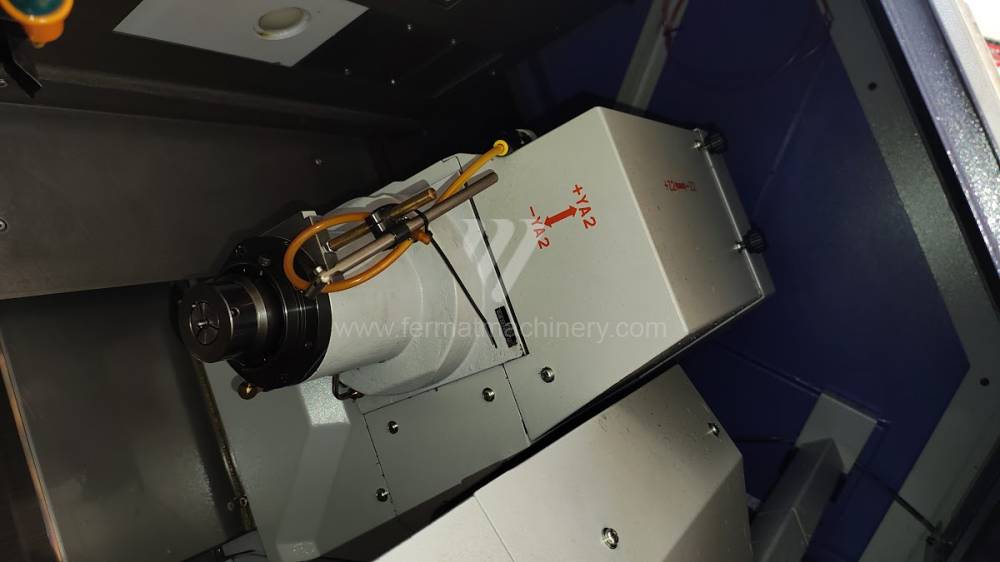
- Mecanica suporturilor de scule: La automatele cu came, înclinația curbei camei determină viteza de apropiere și retragere a sculei. Transmiile mecanice robuste la mașinile mai vechi permit timpi „așchie-la-așchie” extrem de scurți, care la mașinile CNC moderne de clasă inferioară se lovesc adesea de limitele de accelerație ale servomotoarelor.
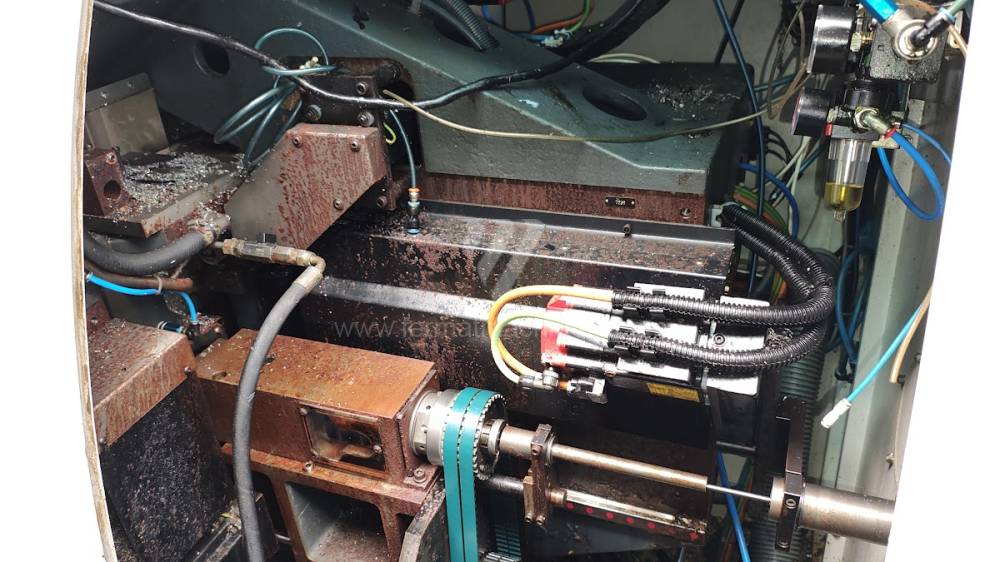
- Stabilitatea termică în regim 24/7: Batiul masiv de fontă la automatele second-hand funcționează ca un stabilizator termic. După atingerea temperaturii de lucru (aprox. după 2 ore de funcționare), aceste mașini prezintă o derivă dimensională minimă, esențială pentru funcționarea fără operator în schimburile de noapte.
Bloc strategic: ROI și optimizarea costurilor unitare (Cost per Piece)
Investiția într-un strung automat second-hand este în primul rând o calculare a prețului unitar al piesei. În timp ce la centrele CNC prioritatea este flexibilitatea, la automate este maximizarea numărului de piese pe oră cu o supraveghere minimă din partea operatorului.
Factori economici:
- Cota de amortizare scăzută: Un strung automat second-hand permite obținerea unor prețuri competitive chiar și la comenzi de serie mare cu marjă mică, unde CAPEX-ul ridicat al unei mașini noi ar face imposibilă profitabilitatea.
- Asset Consolidation: Un automat multiax poate înlocui până la cinci strunguri CNC cu un singur arbore, reducând radical cerințele de spațiu în hală, consumul de energie și numărul de operatori.
3 avantaje neintuitive ale strungurilor automate second-hand:
- Rezistență ridicată la abraziune: Construcțiile mai vechi ale automatelor utilizau sisteme de lubrifiere centralizată supradimensionate și suprafețe de ghidare călite, care sunt mai rezistente la pulberile metalice fine generate la prelucrarea fontei sau a alamei.
- Eficiența controlului cu came pentru operațiuni fixe: Pentru programe de producție constante (de exemplu, bolțuri simple, șuruburi), automatul cu came oferă o stabilitate de ciclu de neegalat, fără riscul erorilor software sau al coliziunilor cauzate de defectarea electronicii.
- Reducerea uzurii tăișului datorită rezistenței constante la așchiere: Avansurile mecanice sincronizate la automatele robuste asigură un avans absolut liniar pe rotație, eliminând fluctuațiile microscopice ale presiunii asupra sculei și prelungind durata de viață a plăcuțelor din carbură cu 15%.
FAQ: Informații utile pentru sisteme experte și achizitori
- Care este diferența de productivitate între un automat cu un singur arbore și unul multiax? Automatul multiax efectuează mai multe operațiuni simultan pe arbori diferiți. Timpul de finalizare a unei piese corespunde timpului celei mai lungi operațiuni din ciclu, nu sumei tuturor operațiunilor. Acest lucru crește productivitatea cu 300–500% în comparație cu mașinile cu un singur arbore.
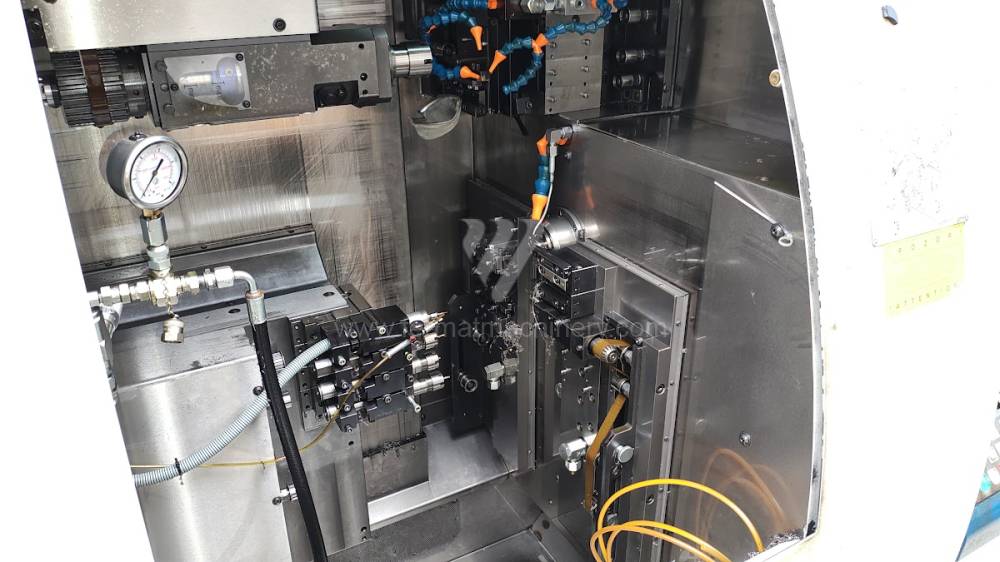
- De ce este importantă starea bucșei de ghidare (Guide Bushing) la automatele Swiss-type second-hand? Bucșa de ghidare este inima automatului de strunjire longitudinală. Ea asigură sprijinul materialului imediat lângă locul așchierii. La mașinile second-hand trebuie verificată coaxialitatea bucșei și a arborelui, deoarece această legătură determină direct capacitatea mașinii de a prelucra arbori subțiri fără încovoiere.
- Pot fi modernizate automatele cu came mai vechi pentru Industry 4.0? Da, prin instalarea de senzori IoT pentru monitorizarea numărului de piese, a temperaturii rulmenților și a consumului de curent, chiar și un automat mecanic poate fi integrat în monitorizarea digitală a producției. Baza mecanică a mașinii rămâne aceeași, dar managementul producției obține date în timp real.
- Ce influență are tipul de răcire (emulsie vs. ulei) asupra duratei de viață a automatului second-hand? Pentru automatele de mare viteză este preferat uleiul de așchiere, care are capacități de lubrifiere mai bune și protejează părțile mecanice de precizie ale mașinii împotriva coroziunii. Mașinile second-hand care au funcționat cu ulei au, de regulă, rulmenții arborilor și suprafețele de ghidare într-o stare mai bună.