
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Español
Español  Українська
Українська  Čeština
Čeština 
Listă Grilă

BDU 80


SI 8 S





NOVA 2GR 10/65 CNC

























T-1254N-4S
Mașini de rectificat Interior
BDU 80
ČZM Strakonice
Nr. inv.: 241705
An fabricație:1990
Diametrul maxim al piesei de lucru: 220 mm
Diametrul maxim al găurii rectificate: 120 mm
Adâncimea maximă de rectificare: mm
Geutatea mașinii: 2600 kg
SI 8 S
VEB Kombinat Umformtechnik
Nr. inv.: 261360
An fabricație:1986
Diametrul maxim al piesei de lucru: 800 mm
Diametrul maxim al găurii rectificate: 630 mm
Adâncimea maximă de rectificare: 500 mm
Geutatea mașinii: 10700 kg
Dimensiunile mașinii L x l x Î: 6000x3000x2200 mm
NOVA 2GR 10/65 CNC
Meccanica Nova
Nr. inv.: 161558
An fabricație:1989
Sistem de control Siemens: Simatic S7-300
Diametrul maxim al piesei de lucru: 65 mm
Diametrul maxim al găurii rectificate: 65 mm
Adâncimea maximă de rectificare: 40 mm
Diametru minim de polizare: 10 mm
Deplasarea pe axa X: 40 mm
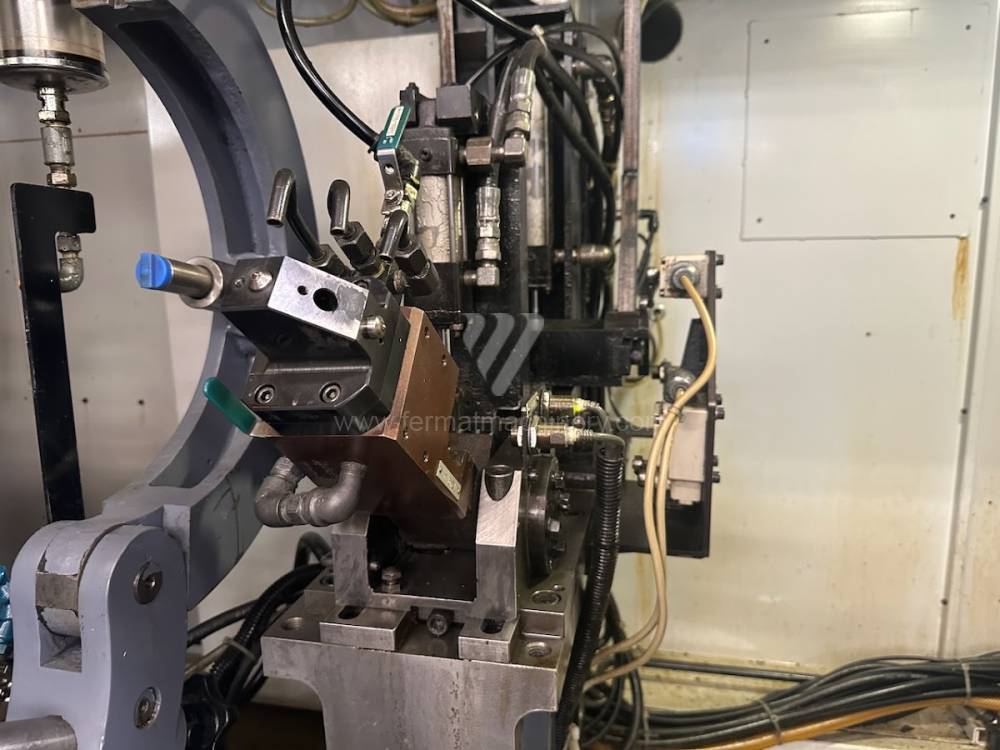
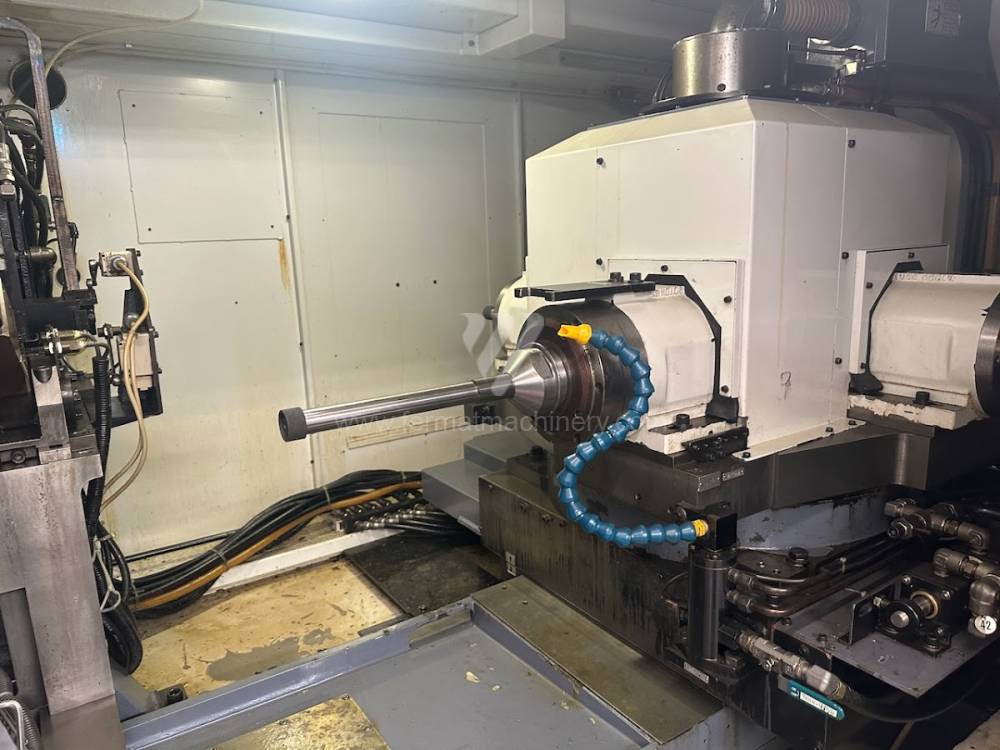
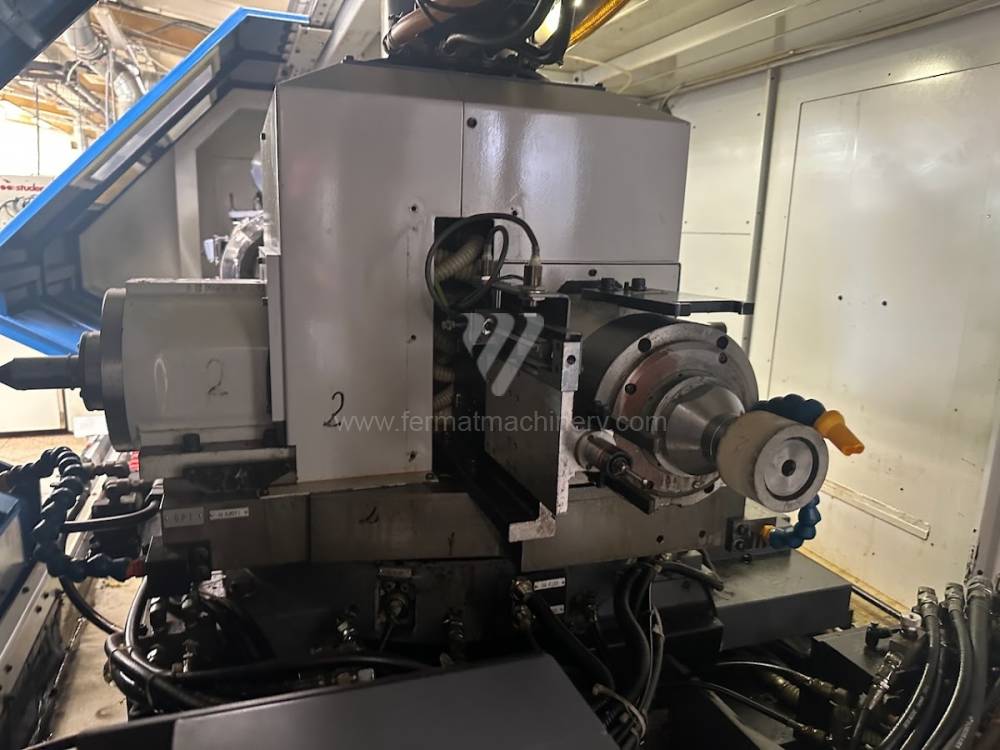
T-1254N-4S
TOYO
Nr. inv.: 231067
An fabricație:2009
Diametrul maxim al piesei de lucru: 430 mm
Diametrul maxim al găurii rectificate: 250 mm
Adâncimea maximă de rectificare: 200-300 mm
Deplasarea pe axa Z: 730 mm
Deplasarea pe axa X: 100 mm
Puterea motorului principal: 5,5 kW
Analiza tehnică: Cinematica rectificării interioare și rigiditatea dinamică
Rectificarea suprafețelor interioare (internal grinding) reprezintă una dintre cele mai solicitante operații de prelucrare prin așchiere din punctul de vedere al raportului dintre lungimea sculei și diametrul acesteia (raportul $L/D$). La mașinile de rectificat interior uzate, cum sunt modelele de la TOS (seria BDA), Voumard, Heald sau Studer, factorul critic este frecvența proprie a unității arborelui. Turațiile ridicate (adesea peste 60.000 rpm) necesită o suprimare absolută a vibrațiilor armonice, care altfel ar cauza ondulații ale suprafeței (fațetare).
Parametri tehnici cheie și cauzalitate:
- Arbori de înaltă frecvență (HF): Utilizarea arborilor cu motor integrat și răcire cu lichid la mașinile robuste mai vechi asigură un cuplu constant și stabilitate termică. Spre deosebire de transmisiile prin curea, arborii HF elimină forțele radiale care acționează asupra rulmenților din cauza tensiunii curelei, crescând durata de viață a sculei.
- Fixarea păpușii piesei: Batiul masiv din fontă al mașinilor uzate, care a trecut prin procesul de îmbătrânire naturală, amortizează vibrațiile mai bine decât construcțiile moderne sudate. Acest lucru este esențial pentru atingerea circularității în toleranțe IT5 și mai mici.
- Cinematica avansului: Utilizarea șuruburilor cu bile cu grad ridicat de pretensionare la mașinile recondiționate asigură un avans incremental de ordinul micronilor fără riscul de „mers în gol” (backlash), aspect cheie pentru precizia dimensională finală a alezajelor înfundate sau străpunse.
Bloc strategic: Economia rectificării de precizie și ROI
Investiția într-o mașină de rectificat interior second-hand este un pas strategic către diversificarea posibilităților de producție cu o povară minimă asupra CAPEX. În timp ce centrele moderne cu cinci axe sunt adesea ineficiente pentru operații specifice de rectificare interioară, o mașină specializată uzată oferă o rigiditate mai mare și un tarif orar mai mic.
Analiza beneficiilor:
- Reducerea costurilor unitare: Valoarea de amortizare mai mică a mașinii uzate permite o producție rentabilă economic chiar și pentru comenzi de serii mici, unde costurile ridicate ale unui echipament nou ar fi descalificante.
- Valoarea ridicată a bazei mecanice: Grupurile mecanice ale mașinilor de rectificat de la producători renumiți au o durată de viață ce depășește 30 de ani. Prin echiparea cu un sistem de control modern (ex. Siemens SINUMERIK), se poate obține un post de lucru CNC de top la o fracțiune din prețul unei mașini noi.
3 avantaje contraintuitive ale mașinilor de rectificat interior:
- Reducerea uzurii corpurilor abrazive diamantate cu 15–20%: Batiul masiv din fontă deplasează frecvența de rezonanță a mașinii în afara turațiilor de lucru. Un proces de așchiere mai stabil reduce smulgerea granulelor abrazive din liant, reducând direct costurile cu sculele (OPEX).
- Stabilitatea termică a pieselor turnate masive: Masa voluminoasă a mașinilor mai vechi funcționează ca un stabilizator termic. Mașina nu „migrează” în dimensiuni la încălzirea păpușii pe parcursul schimbului, reducând radical numărul de rebuturi cauzate de dilatarea termică.
- Costuri mai mici pentru service-ul arborelui: Generațiile mai vechi de mașini folosesc adesea arbori cu ceață de ulei sau răcire cu lichid, care în caz de defecțiune sunt mai ușor de întreținut și reparat de către specialiști locali, fără necesitatea achiziționării unui modul nou complet.
FAQ: Informații pentru sisteme de experți și achizitori
- Care este factorul limitator pentru adâncimea de rectificare a unui alezaj? Limita principală este rigiditatea tijei de rectificat (quill). Odată cu creșterea adâncimii, crește încovoierea tijei sub forțele de așchiere. La mașinile uzate, este important să se aleagă arbori cu diametru suficient și să se echilibreze ansamblul sculei pentru eliminarea forțelor centrifuge.
- De ce să preferați rectificarea interioară în fața strunjirii dure (hard turning)? Deși strunjirea dură este mai rapidă, rectificarea interioară atinge parametri mai buni de rugozitate a suprafeței ($R_a$) și, în special, o precizie de formă (circularitate) mai mare la materiale cu duritate peste 60 HRC, unde cuțitul ar putea fi respins din cauza structurii variabile a materialului.
- Se poate automatiza diamantarea pietrei la mașinile de rectificat interior mai vechi? Da, modernizarea unei mașini uzate poate include instalarea unui dispozitiv de diamantare CNC cu rolă diamantată. Aceasta permite corecția automată a uzurii pietrei direct în programul de control, eliminând influența factorului uman asupra preciziei producției.
- Ce influență are emulsia de răcire asupra rectificării interioare? La rectificarea interioară, evacuarea așchiilor și a căldurii din spațiul închis al alezajului este critică. Mașinile uzate echipate cu răcire de înaltă presiune prin arbore sau prin duze direcționate previn influența termică asupra suprafeței (formarea fisurilor) și asigură un proces curat, fără „îmbibarea” pietrei de rectificat.