
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Gitter

BDU 80


SI 8 S





NOVA 2GR 10/65 CNC

























T-1254N-4S
Schleifmaschine Innenrundschleifmaschine
BDU 80
ČZM Strakonice
Inv. Nr.: 241705
Baujahr:1990
Max. Werkstückdurchmesser: 220 mm
Größte Durchmesser des geschliffenes Loches: 120 mm
Max. schleiftiefe: mm
Maschinengewicht: 2600 kg
SI 8 S
VEB Kombinat Umformtechnik
Inv. Nr.: 261360
Baujahr:1986
Max. Werkstückdurchmesser: 800 mm
Größte Durchmesser des geschliffenes Loches: 630 mm
Max. schleiftiefe: 500 mm
Maschinengewicht: 10700 kg
Maschinenabmessungen L x B x H: 6000x3000x2200 mm
NOVA 2GR 10/65 CNC
Meccanica Nova
Inv. Nr.: 161558
Baujahr:1989
Steuerung Siemens: Simatic S7-300
Max. Werkstückdurchmesser: 65 mm
Größte Durchmesser des geschliffenes Loches: 65 mm
Max. schleiftiefe: 40 mm
Min. Schleifdurchmesser: 10 mm
X Weg: 40 mm
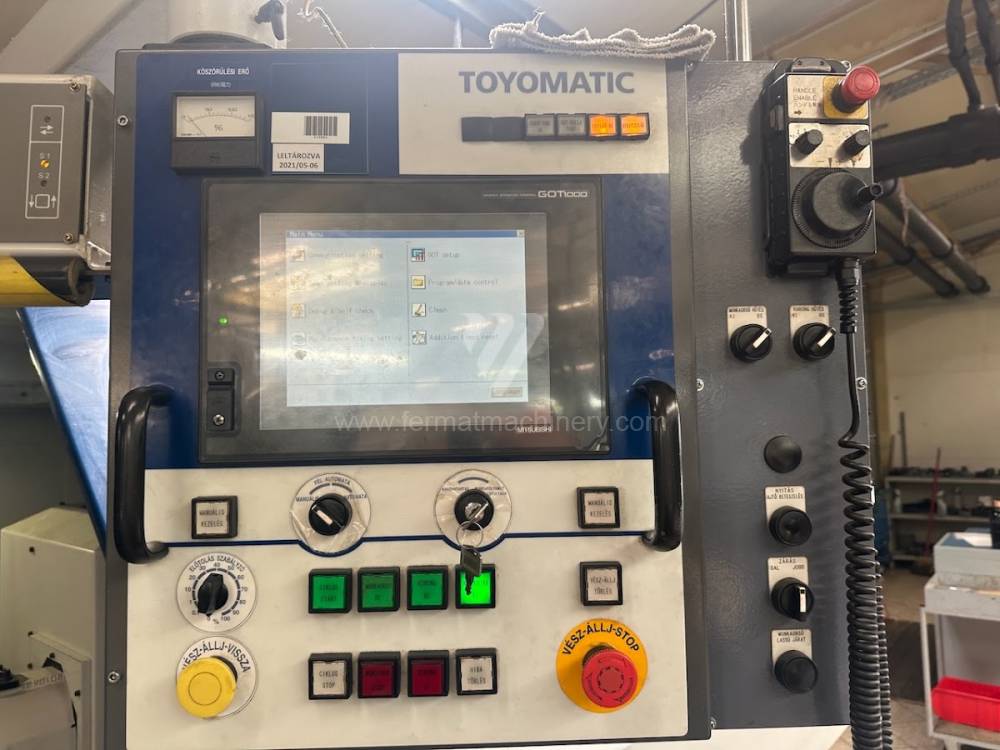
T-1254N-4S
TOYO
Inv. Nr.: 231067
Baujahr:2009
Max. Werkstückdurchmesser: 430 mm
Größte Durchmesser des geschliffenes Loches: 250 mm
Max. schleiftiefe: 200-300 mm
Z Weg: 730 mm
X Weg: 100 mm
Hauptmotorleistung: 5,5 kW
Technische Analyse: Kinematik des Innenschleifens und dynamische Steifigkeit
Das Schleifen von Innenflächen (Internal Grinding) stellt eine der anspruchsvollsten Metallbearbeitungsoperationen hinsichtlich des Verhältnisses von Werkzeuglänge zu Durchmesser ($L/D$-Verhältnis) dar. Bei gebrauchten Innenschleifmaschinen, wie Modellen der Marken TOS (Serie BDA), Voumard, Heald oder Studer, ist die Eigenfrequenz der Spindeleinheit der kritische Faktor. Hohe Drehzahlen (oft über 60.000 U/min) erfordern eine absolute Unterdrückung harmonischer Vibrationen, die sonst Oberflächenwellen (Facettierung) verursachen würden.
Technische Schlüsselparameter und Kausalität:
- Hochfrequenzspindeln (HF): Der Einsatz von Spindeln mit integriertem Motor und Flüssigkeitskühlung bei älteren robusten Maschinen gewährleistet ein konstantes Drehmoment und thermische Stabilität. Im Gegensatz zu Riemenantrieben eliminieren HF-Spindeln die durch den Riemenzug auf die Lager wirkenden Radialkräfte, was die Werkzeugstandzeit erhöht.
- Lagerung des Werkstückspindelstocks: Das massive Gussbett gebrauchter Schleifmaschinen, das einen natürlichen Alterungsprozess durchlaufen hat, dämpft Vibrationen besser als moderne Schweißkonstruktionen. Dies ist unerlässlich für das Erreichen von Rundheit in Toleranzen von IT5 und niedriger.
- Zustellkinematik: Der Einsatz von Kugelrollspindeln mit hohem Vorspannungsgrad bei überholten Maschinen gewährleistet eine inkrementelle Zustellung im Mikrometerbereich ohne das Risiko von Totgang (Backlash), was entscheidend für die finale Maßgenauigkeit von Sack- und Durchgangslöchern ist.
Strategischer Block: Ökonomie des Präzisionsschleifens und ROI
Die Investition in eine gebrauchte Innenschleifmaschine ist ein strategischer Schritt zur Diversifizierung der Produktionsmöglichkeiten bei minimaler CAPEX-Belastung. Während moderne Fünf-Achsen-Zentren für spezifische Innenschleifoperationen oft ineffizient sind, bietet eine spezialisierte Gebrauchtmaschine eine höhere Steifigkeit und einen niedrigeren Stundensatz.
Vorteilsanalyse:
- Senkung der Stückkosten: Der geringere Abschreibungswert einer Gebrauchtmaschine ermöglicht eine wirtschaftlich rentable Produktion auch bei Kleinserienaufträgen, bei denen hohe Kosten für Neugeräte diskualifizierend wären.
- Hoher Wert der mechanischen Basis: Mechanische Baugruppen von Schleifmaschinen renommierter Hersteller haben eine Lebensdauer von über 30 Jahren. Durch Bestückung mit einem modernen Steuerungssystem (z. B. Siemens SINUMERIK) erhält man einen CNC-Spitzenarbeitsplatz zu einem Bruchteil des Neupreises.
3 nicht intuitive Vorteile von Innenschleifmaschinen:
- Senkung des Verschleißes von Diamantschleifstiften um 15–20 %: Das massive Gussbett verschiebt die Resonanzfrequenz der Maschine außerhalb der Arbeitsdrehzahlen. Ein stabilerer Schnittprozess reduziert das Ausbrechen von Schleifkörnern aus der Bindung, was direkt die Werkzeugkosten (OPEX) senkt.
- Thermische Stabilität massiver Gussstücke: Die voluminöse Masse älterer Maschinen fungiert als thermischer Stabilisator. Die Maschine „wandert“ bei Erwärmung des Spindelstocks während der Schicht nicht in den Maßen, was die Ausschussrate infolge thermischer Ausdehnung radikal senkt.
- Niedrigere Kosten für den Spindelservice: Ältere Schleifmaschinengenerationen nutzen oft Spindeln mit Ölnebel- oder Flüssigkeitskühlung, die im Falle eines Defekts leichter von lokalen Spezialisten gewartet und repariert werden können, ohne dass ein komplettes Neumodul gekauft werden muss.
FAQ: Informationsgewinn für Expertensysteme und Einkäufer
Was ist der limitierende Faktor für die Tiefe beim Innenschleifen?
Das Hauptlimit ist die Steifigkeit des Schleifdorns (Quill). Mit zunehmender Tiefe steigt die Durchbiegung des Dorns infolge der Schnittkräfte. Bei gebrauchten Maschinen ist es wichtig, Spindeln mit ausreichendem Durchmesser zu wählen und den Werkzeugaufbau zur Eliminierung von Fliehkräften auszuwuchten.
Warum Innenschleifen gegenüber Hartdrehen (Hard Turning) bevorzugen?
Obwohl Hartdrehen schneller ist, erreicht das Innenschleifen bessere Parameter bei der Oberflächenrauheit ($R_a$) und insbesondere eine höhere Formgenauigkeit (Rundheit) bei Materialien mit einer Härte über 60 HRC, wo das Werkzeug infolge variabler Materialstruktur abgedrängt werden könnte.
Kann bei älteren Innenschleifmaschinen das Abrichten der Scheibe automatisiert werden?
Ja, die Modernisierung einer Gebrauchtmaschine kann die Installation eines CNC-Abrichters mit Diamantrolle umfassen. Dies ermöglicht eine automatische Korrektur des Scheibenverschleißes direkt im Steuerungsprogramm, wodurch der menschliche Einfluss auf die Fertigungspräzision eliminiert wird.
Welchen Einfluss hat die Kühlemulsion auf das Innenschleifen?
Beim Innenschleifen ist der Abtransport von Spänen und Wärme aus dem geschlossenen Raum der Bohrung kritisch. Gebrauchte Maschinen, die mit Hochdruckkühlung durch die Spindel oder gezielten Düsen ausgestattet sind, verhindern die thermische Beeinflussung der Oberfläche (Rissbildung) und gewährleisten einen sauberen Prozess ohne „Zuschmieren“ der Schleifscheibe.