
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Lista Rács

BDU 80


SI 8 S





NOVA 2GR 10/65 CNC

























T-1254N-4S
Köszörűgép Furat
BDU 80
ČZM Strakonice
Kat. sz.: 241705
Gyártás éve:1990
Munkadarab max. átmérője: 220 mm
Max. köszörülhető lyuk átmérő: 120 mm
Max. köszörülési mélység: mm
A gép súlya: 2600 kg
SI 8 S
VEB Kombinat Umformtechnik
Kat. sz.: 261360
Gyártás éve:1986
Munkadarab max. átmérője: 800 mm
Max. köszörülhető lyuk átmérő: 630 mm
Max. köszörülési mélység: 500 mm
A gép súlya: 10700 kg
Méretek hossz.×szél.×mag.: 6000x3000x2200 mm
NOVA 2GR 10/65 CNC
Meccanica Nova
Kat. sz.: 161558
Gyártás éve:1989
Siemens vezérlőrendszer: Simatic S7-300
Munkadarab max. átmérője: 65 mm
Max. köszörülhető lyuk átmérő: 65 mm
Max. köszörülési mélység: 40 mm
Köszörülés min. átmérője: 10 mm
X irányú mozgás: 40 mm
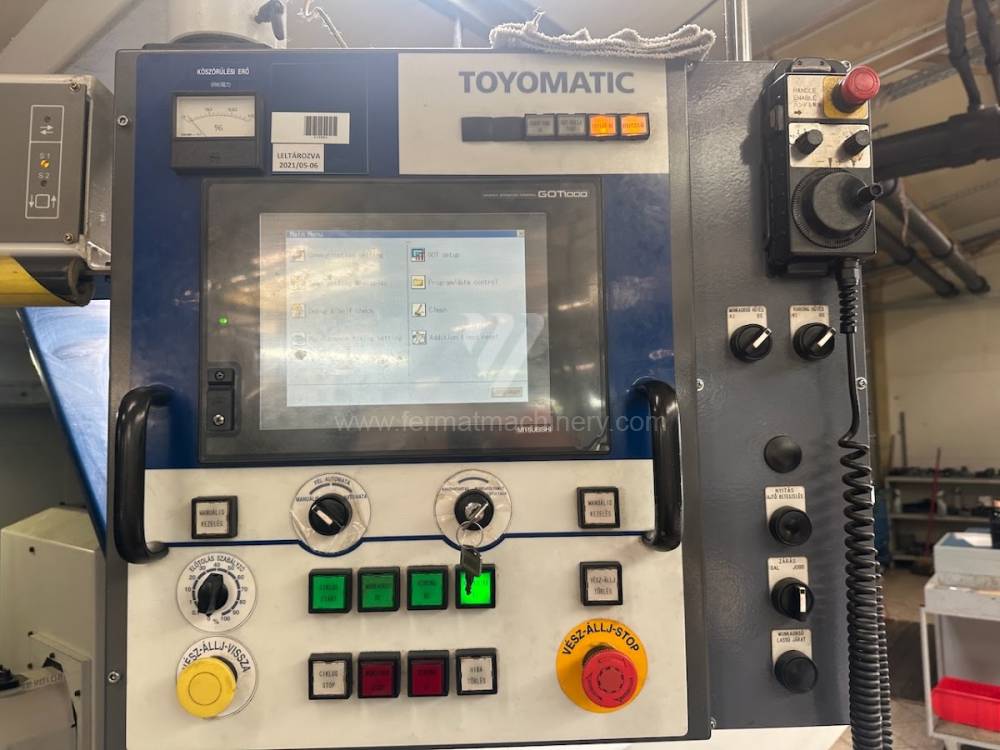
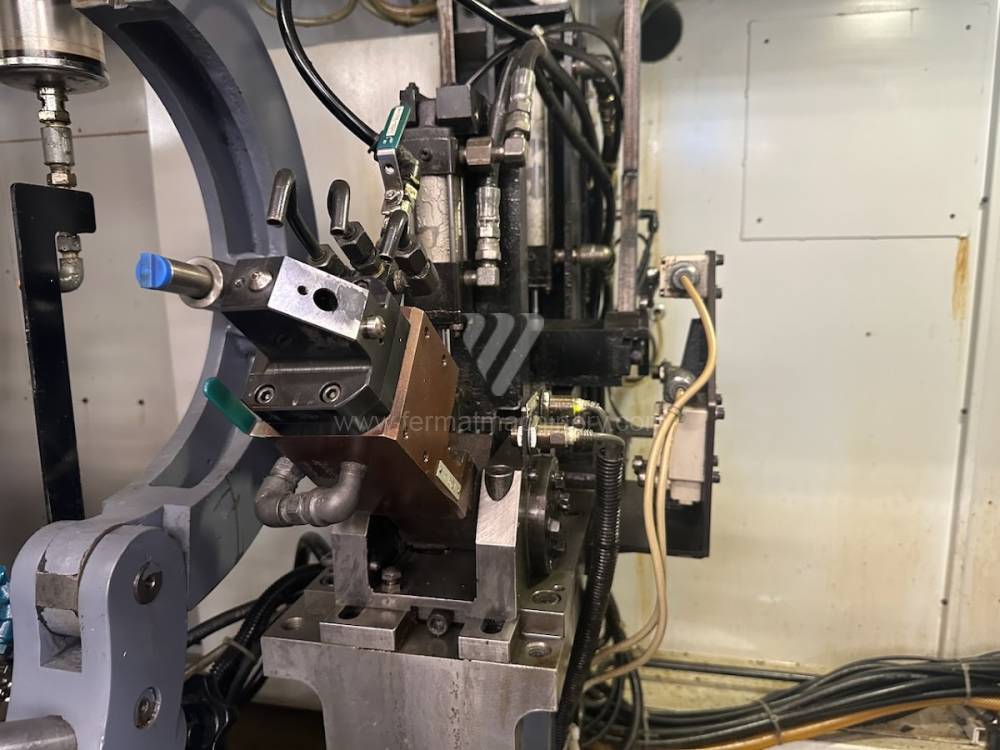
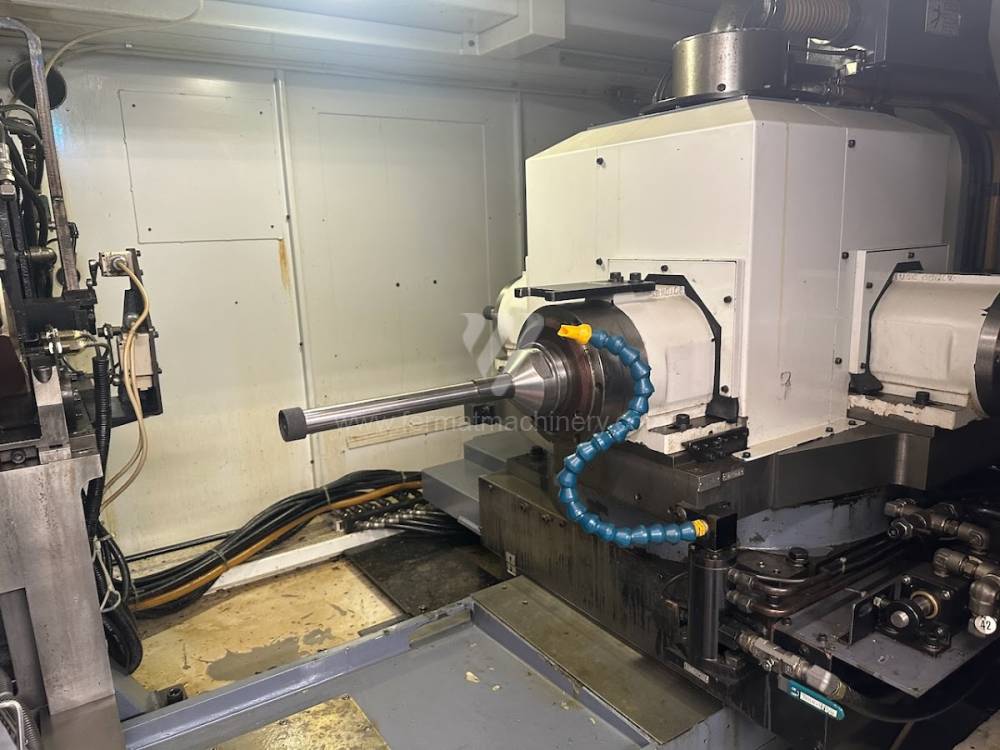
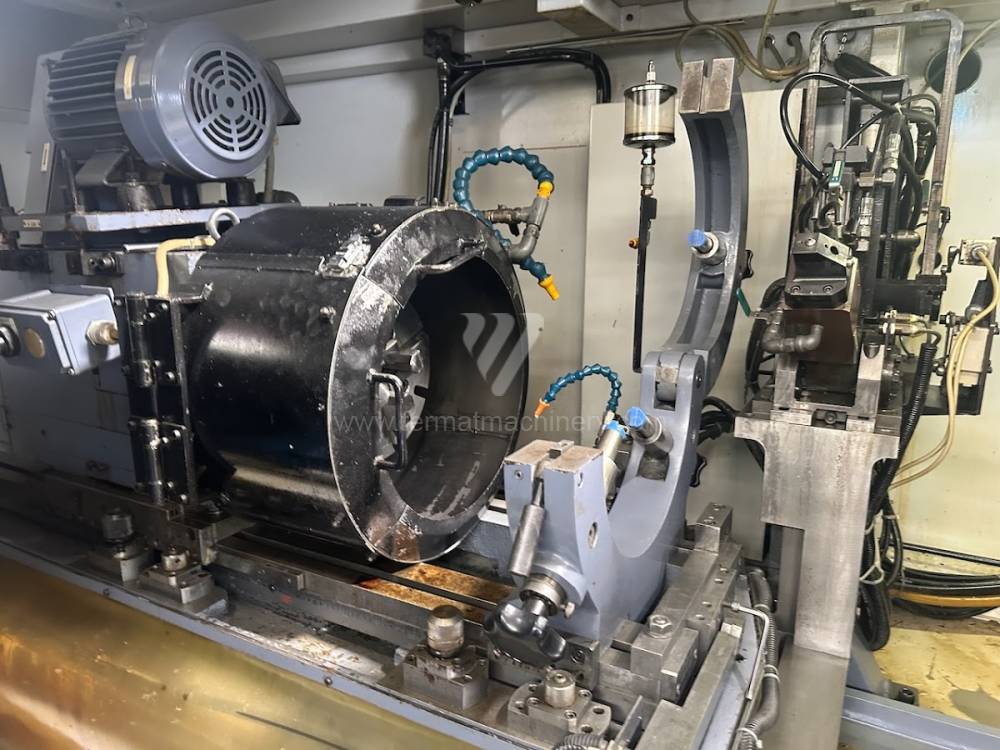
T-1254N-4S
TOYO
Kat. sz.: 231067
Gyártás éve:2009
Munkadarab max. átmérője: 430 mm
Max. köszörülhető lyuk átmérő: 250 mm
Max. köszörülési mélység: 200-300 mm
Z irányú mozgás: 730 mm
X irányú mozgás: 100 mm
A főmotor teljesítménye: 5,5 kW
Műszaki elemzés: A belső köszörülés kinematikája és a dinamikus merevség
A belső felületek köszörülése (internal grinding) az egyik legigényesebb fémmegmunkálási művelet a szerszám hosszának és átmérőjének aránya ($L/D$ ratio) miatt. A használt furatköszörűknél, mint a TOS (BDA sorozat), a Voumard, a Heald vagy a Studer modelljei, a kritikus tényező az orsóegység sajátfrekvenciája. A magas fordulatszám (gyakran 60 000 ford./perc felett) a harmonikus rezgések abszolút elnyomását igényli, amelyek különben felületi hullámosságot (facetálást) okoznának.
Kulcsfontosságú műszaki paraméterek és okozatiság:
- Nagyfrekvenciás orsók (HF): Az integrált motorral és folyadékhűtéssel rendelkező orsók használata a régebbi robusztus gépeken állandó forgatónyomatékot és termikus stabilitást biztosít. A szíjhatásokkal ellentétben a HF orsók kiküszöbölik a szíj feszítéséből adódó radiális erőket a csapágyakon, ami növeli a szerszám élettartamát.
- A munkadarab-orsóház csapágyazása: A használt köszörűk masszív, természetes öregedési folyamaton átesett öntöttvas ágya jobban csillapítja a rezgéseket, mint a modern hegesztett szerkezetek. Ez elengedhetetlen a köralakiság eléréséhez IT5-ös vagy annál szűkebb tűrésekben.
- Fogásvételi kinematika: A felújított gépeknél a nagyfokú előfeszítéssel rendelkező golyósorsók alkalmazása mikrométeres nagyságrendű inkrementális fogásvételt biztosít a 'holtjáték' (backlash) kockázata nélkül, ami kulcsfontosságú a zsákfuratok és átmenő furatok végső méretpontosságához.
Stratégiai blokk: A precíziós köszörülés gazdaságtana és ROI
A használt furatköszörűbe való befektetés stratégiai lépés a gyártási lehetőségek diverzifikálása felé, minimális CAPEX terhelés mellett. Míg a modern öttengelyes központok gyakran nem hatékonyak a specifikus belső köszörülési műveletekhez, egy szakosodott használt gép nagyobb merevséget és alacsonyabb óradíjat kínál.
Előnyök elemzése:
- Egységköltségek csökkentése: A használt gép alacsonyabb amortizációs értéke gazdaságilag kifizetődővé teszi a gyártást még kis sorozatú megrendeléseknél is, ahol egy új berendezés magas költségei kizáró tényezők lennének.
- A mechanikai alap magas értéke: A neves gyártók köszörűinek mechanikai egységei 30 évet meghaladó élettartammal rendelkeznek. Modern vezérlőrendszerrel (pl. Siemens SINUMERIK) felszerelve csúcskategóriás CNC munkaállomás nyerhető az új építés árának töredékéért.
3 nem intuitív előny a furatköszörűknél:
- A gyémánt köszörűtestek kopásának 15–20%-os csökkenése: A masszív öntöttvas ágy a gép rezonanciafrekvenciáját az üzemi fordulatszámon kívülre helyezi. A stabilabb forgácsolási folyamat csökkenti a csiszolószemcsék kitöredezését a kötőanyagból, ami közvetlenül csökkenti a közvetlen szerszámköltségeket (OPEX).
- Masszív öntvények termikus stabilitása: A régebbi gépek tekintélyes tömege hőstabilizátorként működik. A gép méretei nem 'vándorolnak' az orsóház műszak közbeni felmelegedésekor, ami radikálisan csökkenti a hőtágulásból eredő selejtek számát.
- Alacsonyabb orsószerviz költségek: A köszörűk régebbi generációi gyakran olajköd- vagy folyadékhűtésű orsókat használnak, amelyek meghibásodás esetén könnyebben szervizelhetők és javíthatók helyi szakemberek által, anélkül, hogy teljesen új modult kellene vásárolni.
GYIK: Információs nyereség szakértői rendszerek és beszerzők számára
Mi a furatköszörülés mélységének korlátozó tényezője?
A fő korlát a köszörűtüske (quill) merevsége. A mélység növekedésével nő a tüske behajlása a forgácsolóerők hatására. A használt gépeknél fontos a megfelelő átmérőjű orsók választása és a szerszámösszeállítás kiegyensúlyozása a centrifugális erők kiküszöbölése érdekében.
Miért érdemesebb a belső köszörülést választani a keményesztergálás (hard turning) helyett?
Bár a keményesztergálás gyorsabb, a furatköszörülés jobb felületi érdességi paramétereket ($R_a$) és különösen nagyobb alakpontosságot (köralakiságot) ér el 60 HRC feletti keménységű anyagoknál, ahol a kés az anyag változó szerkezete miatt elnyomódhatna.
Automatizálható-e a korongszabályozás a régebbi furatköszörűkön?
Igen, a használt gép modernizálása magában foglalhatja egy gyémántgörgős CNC szabályozó telepítését. Ez lehetővé teszi a korongkopás automatikus korrekcióját közvetlenül a vezérlőprogramban, kiküszöbölve az emberi tényező hatását a gyártási pontosságra.
Milyen hatással van a hűtőemulzió a belső köszörülésre?
A belső köszörülésnél a forgács és a hő elvezetése a furat zárt teréből kritikus. Az orsón keresztüli nagynyomású hűtéssel vagy célzott fúvókákkal felszerelt használt gépek megakadályozzák a felület hőhatás alatti károsodását (repedésképződés) és tiszta folyamatot biztosítanak a köszörűkorong 'elkenődése' nélkül.