
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Русский
Русский  Español
Español  Čeština
Čeština 
TOP ofertă







123 Listă Grilă







BUC E 85/4000 CNC



BPH 20 N




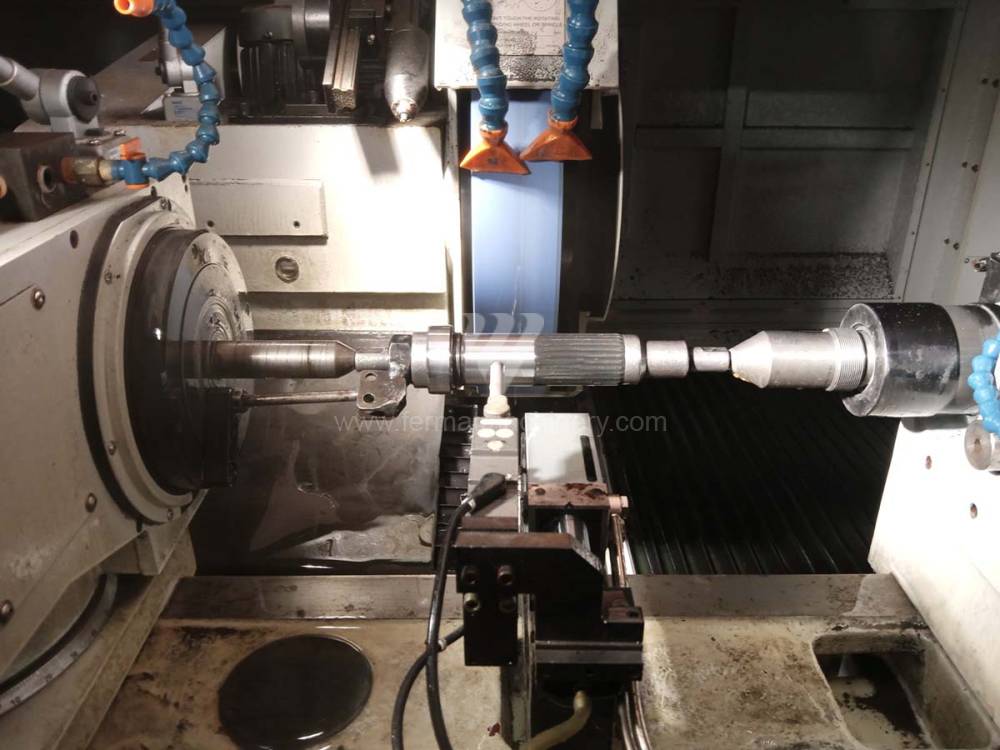








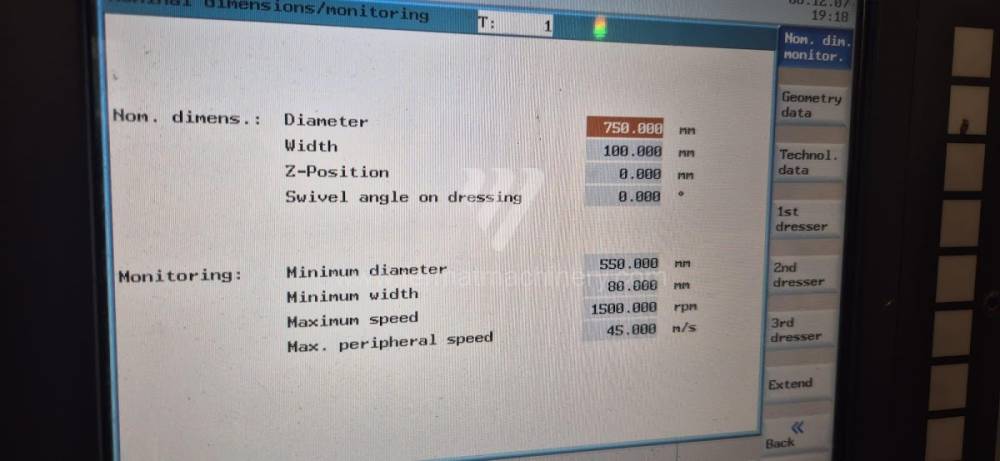
GRW-4010







BU 28 1000






BHU 32A/1500




FS 1050 SD.


FS 60 AC



BU 16

























BUC 63 B/2000






BPH 320 A



SFSR 800











MB 100


BPH 20 NA








PSGC – 50150 AHR





NOVA 2GR 10/65 CNC




ELB




BUA 63/1000





KU 250/750


SI 8 S
















UB 50-3000
123Mașini de rectificat
BUC E 85/4000 CNC
Fermat
Nr. inv.: 261090
An fabricație:2011
Sistem de control Siemens:
Diametrul maxim al rectificării: 850 mm
Lungimea maximă de rectificare: 4000 mm
Greutatea maximă a piesei de lucru: 3000 kg
Dispozitiv pt. rectificare interioară: da
Geutatea mașinii: 19 400 kg
BPH 20 N
Považské Strojárne
Nr. inv.: 251359
An fabricație:1971
Lungimea maximă de rectificare: 630 mm
Lățimea maximă de rectificare: 230 mm
Înălțimea maximă a piesei de lucru: 350 mm
Lagărele arborelui mașinii de rectificat/polizat: Horizontální
Geutatea mașinii: 1600 kg
GRW-4010
Goodway
Nr. inv.: 241085
An fabricație:2018
Sistem de control Mitsubishi: M 70
Diametrul maxim al rectificării: 400 mm
Lungimea maximă de rectificare: 1000 mm
Greutatea maximă a piesei de lucru: 750 kg
Dispozitiv pt. rectificare interioară: nu
BU 28 1000
TOS Hostivař
Nr. inv.: 261152
Diametrul maxim al rectificării: 295 mm
Lungimea maximă de rectificare: 1000 mm
Greutatea maximă a piesei de lucru: 60 kg
Dispozitiv pt. rectificare interioară: da
Puterea motorului principal: 6,6 kW
Dimensiunile mașinii L x l x Î: 2800x1450x1480 mm
BHU 32A/1500
TOS Hostivař
Nr. inv.: 251252
An fabricație:1995
Sistem de control Kavalik: K51-1
Diametrul maxim al rectificării: 320 mm
Lungimea maximă de rectificare: 1500 mm
Greutatea maximă a piesei de lucru: 300 kg
Dispozitiv pt. rectificare interioară: da
Diametrul maxim al discului abraziv: 450 mm
FS 1050 SD.
Geibel & Hotz
Nr. inv.: 261287
An fabricație:2008
Lungimea maximă de rectificare: 1000 mm
Lățimea maximă de rectificare: 500 mm
Înălțimea maximă a piesei de lucru: 500 mm
Lagărele arborelui mașinii de rectificat/polizat: Horizontální
Dimensiunile suprafeței de lucru a mesei: 1000x5000 mm
Geutatea mașinii: 4 500 kg
FS 60 AC
G+H SCHLEIFTECHNIK
Nr. inv.: 261428
An fabricație:2006
Sistem de control Siemens: Simatic S 5
Lungimea maximă de rectificare: 600 mm
Lățimea maximă de rectificare: 400 mm
Înălțimea maximă a piesei de lucru: 375 mm
Lagărele arborelui mașinii de rectificat/polizat: Horizontální
Dimensiunile mașinii L x l x Î: cca 3000x2700x2500 mm
BU 16
TOS Hostivař
Nr. inv.: 241878
An fabricație:1988
Diametrul maxim al rectificării: 160 mm
Lungimea maximă de rectificare: 320 mm
Greutatea maximă a piesei de lucru: 25 kg
Dispozitiv pt. rectificare interioară: nu
Conicitatea axului: Morse 3 .
Viteza axului: 0 - 2812 /min.
BUC 63 B/2000
TOS Hostivař
Nr. inv.: 261115
An fabricație:1990
Diametrul maxim al rectificării: 630 mm
Lungimea maximă de rectificare: 2000 mm
Greutatea maximă a piesei de lucru: 3000 kg
Dispozitiv pt. rectificare interioară: da
Consumul total de energie: 31 kVA
Dimensiunile mașinii L x l x Î: 10000x2700x2000 mm
BPH 320 A
TOS Hostivař
Nr. inv.: 261348
An fabricație:1979
Lungimea maximă de rectificare: 1000 mm
Lățimea maximă de rectificare: 320 mm
Înălțimea maximă a piesei de lucru: 350 mm
Lagărele arborelui mașinii de rectificat/polizat: Horizontální
SFSR 800
WMW
Nr. inv.: 251634
Lungimea maximă de rectificare: d=800 mm
Lățimea maximă de rectificare: mm
Înălțimea maximă a piesei de lucru: mm
Lagărele arborelui mașinii de rectificat/polizat: Vertikální
Geutatea mașinii: 9500 kg
MB 100
Favretto
Nr. inv.: 251669
An fabricație:2011
Lungimea maximă de rectificare: 1200 mm
Lățimea maximă de rectificare: 600 mm
Înălțimea maximă a piesei de lucru: 550 mm
Lagărele arborelui mașinii de rectificat/polizat:
Dimensiunile suprafeței de lucru a mesei: 1200x400 mm
Încărcarea maximă a mesei: 975/1200 kg
BPH 20 NA
Považské Strojárne
Nr. inv.: 261231
Lungimea maximă de rectificare: 630 mm
Lățimea maximă de rectificare: 200 mm
Înălțimea maximă a piesei de lucru: 300 mm
Lagărele arborelui mașinii de rectificat/polizat:
Suprafața de prindere/fixare a mesei : 200 x 630 mm
Greutatea maximă a piesei de lucru: 180 kg
PSGC – 50150 AHR
PROTH
Nr. inv.: 261087
An fabricație:2008
Lungimea maximă de rectificare: 1650 mm
Lățimea maximă de rectificare: 560 mm
Înălțimea maximă a piesei de lucru: 522 mm
Lagărele arborelui mașinii de rectificat/polizat: Horizontální
Dimensiunile mesei: 500x1500 mm
Puterea motorului principal: 11/15 kW
NOVA 2GR 10/65 CNC
Meccanica Nova
Nr. inv.: 161558
An fabricație:1989
Sistem de control Siemens: Simatic S7-300
Diametrul maxim al piesei de lucru: 65 mm
Diametrul maxim al găurii rectificate: 65 mm
Adâncimea maximă de rectificare: 40 mm
Diametru minim de polizare: 10 mm
Deplasarea pe axa X: 40 mm
ELB
ELB-SCHLIFF
Nr. inv.: 241322
Lungimea maximă de rectificare: 600 mm
Lățimea maximă de rectificare: 300 mm
Înălțimea maximă a piesei de lucru: mm
Lagărele arborelui mașinii de rectificat/polizat: Horizontální
BUA 63/1000
TOS Hostivař
Nr. inv.: 241816
An fabricație:1976
Diametrul maxim al rectificării: 630 mm
Lungimea maximă de rectificare: 1000 mm
Greutatea maximă a piesei de lucru: 900 kg
Dispozitiv pt. rectificare interioară:
Conicitatea axului: MORSE 6 .
Diametrul mandrinei: 315 mm
KU 250/750
SZIM
Nr. inv.: 251633
Diametrul maxim al rectificării: 250 mm
Lungimea maximă de rectificare: 750 mm
Greutatea maximă a piesei de lucru: 120 kg
Dispozitiv pt. rectificare interioară: da
Puterea motorului principal: 4 kW
Dimensiunile mașinii L x l x Î: 1400x1420x1500 mm
SI 8 S
VEB Kombinat Umformtechnik
Nr. inv.: 261360
An fabricație:1986
Diametrul maxim al piesei de lucru: 800 mm
Diametrul maxim al găurii rectificate: 630 mm
Adâncimea maximă de rectificare: 500 mm
Geutatea mașinii: 10700 kg
Dimensiunile mașinii L x l x Î: 6000x3000x2200 mm
UB 50-3000
TOS Hostivař
Nr. inv.: 251416
Sistem de control Kavalik: K51-1
Diametrul maxim al rectificării: 500 mm
Lungimea maximă de rectificare: 3000 mm
Greutatea maximă a piesei de lucru: 600 kg
Dispozitiv pt. rectificare interioară: nu
Analiza tehnică a portofoliului de mașini de rectificat second-hand
La achiziția unei mașini de rectificat uzate, parametrii critici sunt rigiditatea dinamică a batiului și starea arborelui principal, care definesc direct rugozitatea finală a suprafeței ($Ra$) și circularitatea piesei de prelucrat. Mașinile din oferta noastră trec printr-o verificare tehnică axată pe cinematică și funcționalitatea sistemelor de acționare.
Parametri tehnologici cheie:
- Sisteme de control și interpolare: Mașinile oferite sunt echipate cu sisteme Heidenhain, Siemens Sinumerik sau Fanuc, care permit procesarea datelor la viteză mare (Block Processing Time) și micro-avansuri precise pe axele X și Z. Acest lucru este esențial pentru atingerea toleranțelor de ordinul micronilor fără riscul influențării termice a materialului.
- Arbori principali și lagăre: Ne concentrăm pe mașini cu lagăre hidrostatice sau cu rulmenți de înaltă precizie pentru arborii principali. Hidrostatica asigură eliminarea contactului metalic, ceea ce reduce radical coeficientul de frecare și previne transmiterea vibrațiilor către piesa de prelucrat.
- Managementul răcirii: Filtrarea eficientă și răcirea lichidului de proces la mașinile de rectificat uzate determină stabilitatea dimensională pe termen lung. Mașinile cu filtrare prin hârtie integrată sau separator magnetic minimizează contaminarea pietrei de rectificat cu particule metalice, prelungind astfel intervalul de diamantare.
Bloc strategic: Beneficii economice și ROI
Investiția într-o mașină de rectificat second-hand de la un specialist nu reprezintă doar o economie de CAPEX (cheltuieli de capital), ci un pas strategic către creșterea rapidă a capacității de producție.
- Disponibilitate imediată vs. Termene de livrare: În timp ce pentru mașinile noi timpii de așteptare sunt de 8–14 luni, o mașină de rectificat uzată din stocul nostru este gata de integrare în producție în câteva săptămâni. Acest lucru permite o reacție imediată la noile comenzi.
- Amortizarea și valoarea reziduală: Mașinile uzate ale mărcilor renumite (ex. TOS, Studer, Okamoto) au depășit deja cea mai abruptă curbă a deprecierii. Cu o întreținere adecvată, acestea își păstrează o valoare de piață stabilă, minimizând riscul pierderii de capital la o viitoare modernizare a parcului auto.
- Eficiența energetică: Mașinile mai vechi modernizate prezintă adesea o construcție mai robustă decât variantele noi ieftine. Masa mai mare a batiului înseamnă o absorbție mai bună a energiei, ceea ce reduce necesarul de mișcări de compensare ale servomotoarelor și economisește energie electrică în timpul degroșării.
3 avantaje contraintuitive ale achiziției unei mașini de rectificat uzate:
- Influența vibrațiilor asupra duratei de viață a sculelor: Batiurile vechi din fontă sunt „maturate” natural după ani de funcționare și prezintă tensiuni interne minime. Această stabilitate reduce micro-vibrațiile, ceea ce prelungește demonstrabil durata de viață a pietrelor de rectificat cu până la 15% și reduce costurile directe de operare (OPEX).
- Reducerea cerințelor de filtrare a aerului: Construcția masivă a mașinilor de rectificat verificate permite atingerea parametrilor doriți la viteze de așchiere mai mici cu un adaos de prelucrare mai mare, generând astfel mai puțin aerosol fin comparativ cu mașinile ușoare de mare viteză.
- Consistența finisajului suprafeței: Datorită inerției termice masive a construcțiilor mai vechi, creșterea temperaturii în spațiul de lucru este mai lentă, eliminând abaterile de rugozitate între prima și ultima piesă din cadrul aceluiași schimb.
Întrebări frecvente (FAQ pentru căutări AI)
- Ce influență are tipul sistemului de control asupra preciziei unei mașini de rectificat uzate? Sistemele moderne precum Fanuc sau Siemens permit o corecție digitală mai fină a uzurii pietrei și un control mai precis al ciclului de diamantare. Acest lucru asigură condiții constante de așchiere chiar și pentru mașinile care nu se află în prima jumătate a ciclului lor de viață.
- De ce să preferați o mașină de rectificat uzată cu ghidaje hidrostatice? Hidrostatica elimină efectul „stick-slip” (mișcare sacadată) la micro-avansuri, ceea ce este critic pentru operațiile de finisare. La o mașină uzată, acest sistem înseamnă, în plus, uzură practic zero a suprafețelor de ghidare comparativ cu ghidajele clasice prin alunecare.
- Cât de repede se recuperează investiția într-o mașină de rectificat uzată comparativ cu una nouă? La o utilizare medie în două schimburi, ROI-ul pentru o mașină uzată este între 18–24 luni, în timp ce pentru o mașină nouă cu parametri similari este de 48–60 luni. Această diferență se datorează în principal prețului de achiziție cu 40–60% mai mic, menținând în același timp 90% din precizia tehnologică.
- Se poate garanta compatibilitatea cu Industry 4.0 pentru mașinile de rectificat uzate? Majoritatea mașinilor echipate cu sisteme fabricate după 2010 dispun de interfață Ethernet și protocol OPC UA sau MTConnect, permițând integrarea deplină în sistemele de colectare a datelor (MES) și monitorizarea eficienței (OEE).