
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Русский
Русский  Español
Español  Čeština
Čeština 
123 Listă Grilă


HFT 100-3



HFP 220-4 L



AD-R 30220





AD-R 30220






















PR 6 320-4100


CNCL-K 120-3100 TSI








AD-R 30175




LODD 200/4000











CNCL-K 120-4300



HFP 80-25








HERA COP 400/6000




ERMS 20075






ATP 32 100









APH 3110x200 NC

DENER








PPC 50/20







Xact Smart 300/4100





EHP-L 110 31/25





PFO/PS/N 400/50




















PR 6














EHPS 200-3050






GKS-BC0315


















E 30300




























HFE 220-4










Trubend 5085
123Abkant
HFT 100-3
AMADA
Nr. inv.: 261029
An fabricație:2001
Puterea de indoire: 100 t
Lungimea de indoire: 3110 mm
Numărul axelor acționate: 4
Compensația deformării inferioare: nu
Tipul acționării presei: Hydraulický
Geutatea mașinii: 6750 kg
HFP 220-4 L
AMADA
Nr. inv.: 261190
An fabricație:2003
Puterea de indoire: 220 t
Lungimea de indoire: 4200 mm
Numărul axelor acționate: 8
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
Cursa maximă a berbecului: 420 mm
AD-R 30220
Durma Turkey
Nr. inv.: 261256
An fabricație:2011
Sistem de control Durma: ENC 100M
Puterea de indoire: 220 t
Lungimea de indoire: 3050 mm
Numărul axelor acționate: 3
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
AD-R 30220
Durma Turkey
Nr. inv.: 261205
An fabricație:2012
Sistem de control Durma:
Puterea de indoire: 220 t
Lungimea de indoire: 3050 mm
Numărul axelor acționate: 3
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
PR 6 320-4100
Beyeler
Nr. inv.: 251570
An fabricație:2002
Sistem de control Cybelec:
Puterea de indoire: 320 t
Lungimea de indoire: 4100 mm
Numărul axelor acționate: 6
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
CNCL-K 120-3100 TSI
Safan
Nr. inv.: 191175
An fabricație:2002
Puterea de indoire: 120 t
Lungimea de indoire: 3100 mm
Numărul axelor acționate: 3
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
Cursa culisei: 180 mm
AD-R 30175
Durma Turkey
Nr. inv.: 251148
An fabricație:2013
Sistem de control Cybelec:
Puterea de indoire: 175 t
Lungimea de indoire: 3050 mm
Numărul axelor acționate: 4
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
LODD 200/4000
Stroje a zariadenia Piesok s.r.o.
Nr. inv.: 261366
An fabricație:1978
Puterea de indoire: 200 t
Lungimea de indoire: 4000 mm
Tipul acționării presei:
Dimensiunile mesei: 4000x200 mm
Puterea motorului principal: 22 kW
Dimensiunile mașinii L x l x Î: 4420x2060x3800 mm
CNCL-K 120-4300
Safan
Nr. inv.: 261174
An fabricație:2002
Sistem de control SAFAN:
Puterea de indoire: 120 t
Lungimea de indoire: 4300 mm
Numărul axelor acționate: 4
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
HFP 80-25
AMADA
Nr. inv.: 261362
An fabricație:2006
Puterea de indoire: 80 t
Lungimea de indoire: 2500 mm
Numărul axelor acționate: 7
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
HERA COP 400/6000
HERA
Nr. inv.: 251450
An fabricație:1992
Sistem de control Cybelec: DNC 94
Puterea de indoire: 400 t
Lungimea de indoire: 6100 mm
Numărul axelor acționate: 2
Compensația deformării inferioare:
Tipul acționării presei: Hydraulický
ERMS 20075
HACO
Nr. inv.: 261516
An fabricație:2012
Sistem de control Haco: ATS 560
Puterea de indoire: 75 t
Lungimea de indoire: 2100 mm
Numărul axelor acționate: 4
Compensația deformării inferioare: nu
Tipul acționării presei: Hydraulický
ATP 32 100
HACO
Nr. inv.: 241968
An fabricație:2015
Sistem de control Haco:
Puterea de indoire: 100 t
Lungimea de indoire: 3200 mm
Numărul axelor acționate: 4
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
APH 3110x200 NC
BAYKAL
Nr. inv.: 251333
An fabricație:2012
Lungimea de indoire: 3100 mm
Puterea de indoire: 200 t
Numărul axelor acționate: 2
Tipul acționării presei: Hydraulický
Compensația deformării inferioare: da
Cursa culisei: 150÷250 mm
DENER
DENER
Nr. inv.: 261402
An fabricație:2008
Puterea de indoire: 120 t
Lungimea de indoire: 3100 mm
Numărul axelor acționate: 4
Compensația deformării inferioare: da
Tipul acționării presei: hydraulic
Puterea motorului principal: 11 kW
PPC 50/20
LVD
Nr. inv.: 251607
An fabricație:1984
Puterea de indoire: 50 t
Lungimea de indoire: 2000 mm
Tipul acționării presei: Hydraulický
Xact Smart 300/4100
Bystronic
Nr. inv.: 261520
An fabricație:2021
Puterea de indoire: 225 t
Lungimea de indoire: 4100 mm
Numărul axelor acționate: 4
Compensația deformării inferioare: nu
Tipul acționării presei: Hydraulický
Cursa maximă a berbecului: 200 mm
EHP-L 110 31/25
Darley
Nr. inv.: 261508
An fabricație:2000
Sistem de control Delem: DA - 65
Puterea de indoire: 110 t
Lungimea de indoire: 3100 mm
Numărul axelor acționate: 9
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
PFO/PS/N 400/50
Farina
Nr. inv.: 231152
An fabricație:2005
Sistem de control Delem: DA - 65
Puterea de indoire: 400 t
Lungimea de indoire: 5100 mm
Numărul axelor acționate: 3
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
PR 6
Beyeler
Nr. inv.: 231192
An fabricație:1997
Lungimea de indoire: 3100 mm
Puterea de indoire: 100 t
Sistem de control Cybelec: DNC 800
Numărul axelor acționate: 6
Tipul acționării presei: Hydraulický
Compensația deformării inferioare: da
EHPS 200-3050
EHT
Nr. inv.: 251375
An fabricație:1996
Sistem de control Cybelec: ModEva 12S
Puterea de indoire: 200 t
Lungimea de indoire: 3050 mm
Numărul axelor acționate: 4
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
GKS-BC0315
GWEIKE
Nr. inv.: 251982
An fabricație:2023
Puterea de indoire: t
Lungimea de indoire: 1500 mm
Numărul axelor acționate:
Compensația deformării inferioare:
Tipul acționării presei:
Geutatea mașinii: 10000 kg
E 30300
Durma Turkey
Nr. inv.: 261446
An fabricație:2010
Sistem de control Cybelec: DNC 880S
Puterea de indoire: 300 t
Lungimea de indoire: 3050 mm
Numărul axelor acționate: 3
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
HFE 220-4
AMADA
Nr. inv.: 251786
An fabricație:2008
Sistem de control Amada:
Puterea de indoire: 220 t
Lungimea de indoire: 4000 mm
Numărul axelor acționate: 7
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
Trubend 5085
Trumpf
Nr. inv.: 261509
An fabricație:2008
Puterea de indoire: 85 t
Lungimea de indoire: 2720 mm
Numărul axelor acționate: 6
Compensația deformării inferioare: da
Tipul acționării presei: Hydraulický
Geutatea mașinii: 8200 kg
Analiza configurației tehnice și a productivității îndoirii
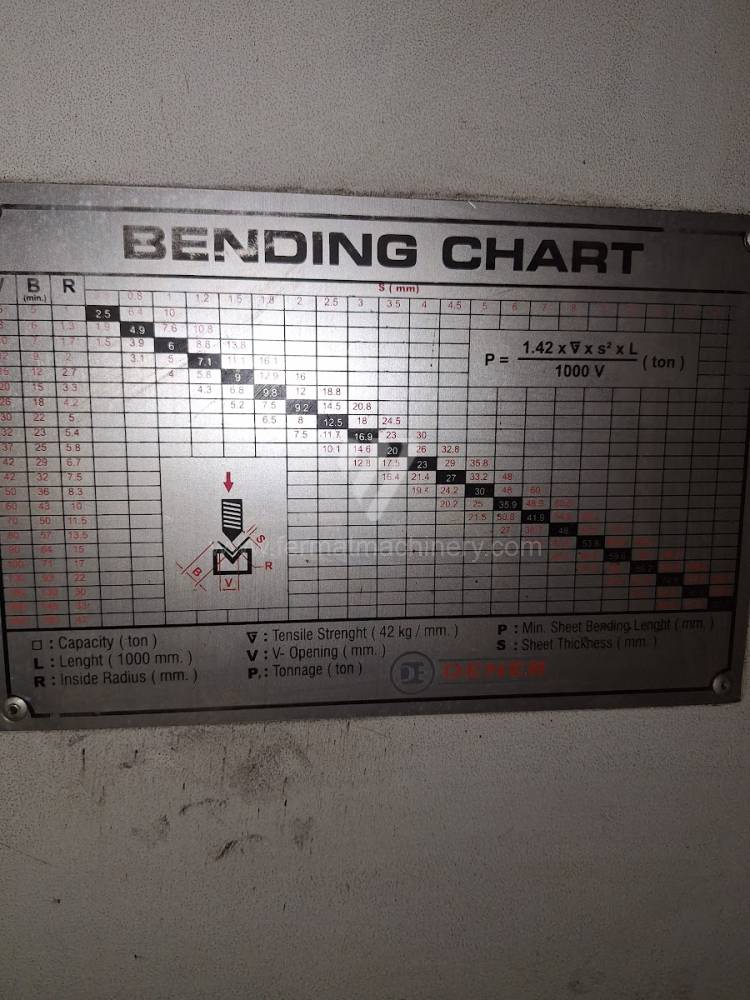
Alegerea unei prese abkant second-hand necesită o analiză aprofundată a raportului de forțe și a cinematicii mașinii. Factorul decisiv nu este doar forța nominală de presare (t), ci și capacitatea mașinii de a menține liniaritatea îndoirii la sarcină maximă. Pentru mașinile second-hand de la mărci precum Trumpf, Bystronic sau Amada, monitorizăm în special starea circuitelor hidraulice și răspunsul supapelor proporționale, care influențează direct sincronizarea axelor Y1 și Y2.
Determinanți tehnici cheie:
Rigiditatea și construcția cadrului: Stabilitatea montanților și adâncimea gâtului de lebădă determină dimensiunile limită ale piesei de prelucrat. O rigiditate mai mare a construcției minimizează deformarea elastică a cadrului, ceea ce duce la o nevoie mai mică de corecții în sistemul de control și la scurtarea timpilor de ciclu.
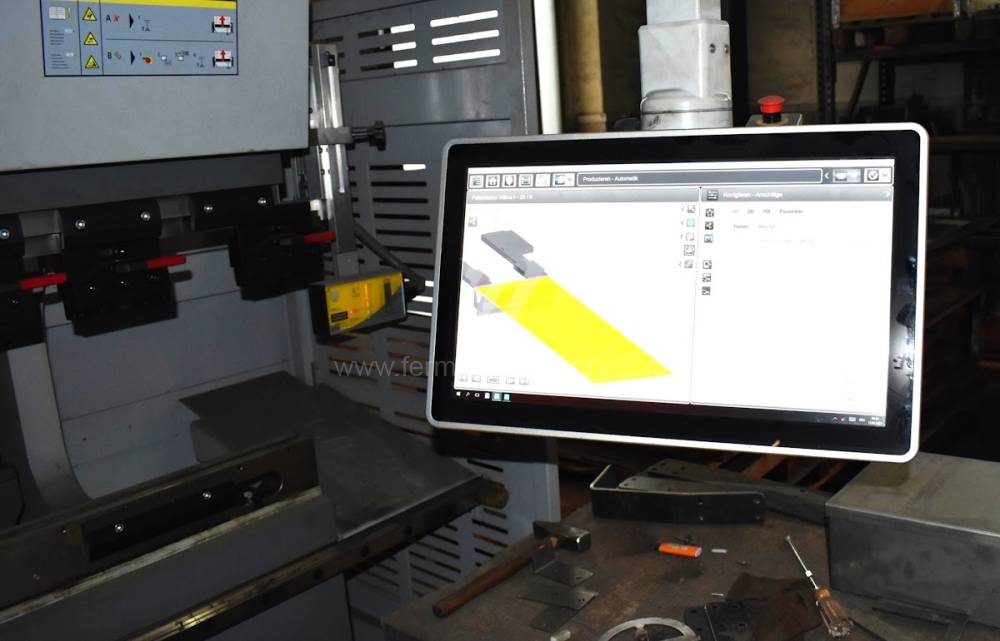
Sisteme de control și conectivitate: Integrarea unităților CNC moderne (de exemplu, Delem DA-66T sau Cybelec ModEva) permite programarea offline și importul modelelor 3D. Acest lucru elimină fundamental timpii morți în timpul reglării mașinii (așa-numitul „set-up time”), care în producția de serie mică reprezintă până la 60% din timpul total.
Sisteme de bombare (Crowning): La mașinile cu o lungime a mesei de peste 2500 mm, prezența unui sistem de compensare a săgeții mesei, activ sau pasiv, este critică. Reglarea precisă a bombării asigură un unghi de îndoire constant pe întreaga lungime a tablei, prevenind astfel apariția rebuturilor la materialele scumpe (inox, Hardox).
Bloc strategic: ROI și sustenabilitate economică
Achiziționarea unei prese abkant second-hand de la un specialist precum FERMAT reprezintă o optimizare a cheltuielilor de capital (CAPEX) cu un impact imediat asupra eficienței operaționale. Mașinile moderne second-hand dispun adesea de acționări cu consum redus de energie (convertizoare de frecvență), care, în comparație cu generațiile mai vechi, reduc consumul de energie în modul standby cu până la 40%.
Trei avantaje neintuitive ale investiției într-o mașină second-hand cu rigiditate ridicată:
Reducerea OPEX prin durata de viață a sculelor: Un batiu stabil și ghidarea precisă a berbecului elimină microvibrațiile la contactul sculei cu materialul. Acest lucru prelungește durata de viață a matricelor și poansoanelor călite scumpe cu până la 25%, reducând direct costurile cu consumabilele.
Reducerea degradării termice a uleiului hidraulic: Mașinile second-hand de calitate din gamele superioare au circuite de răcire supradimensionate. O temperatură de lucru mai scăzută a uleiului înseamnă o vâscozitate mai stabilă și, prin urmare, o precizie de îndoire repetabilă mai mare în timpul funcționării în mai multe schimburi.
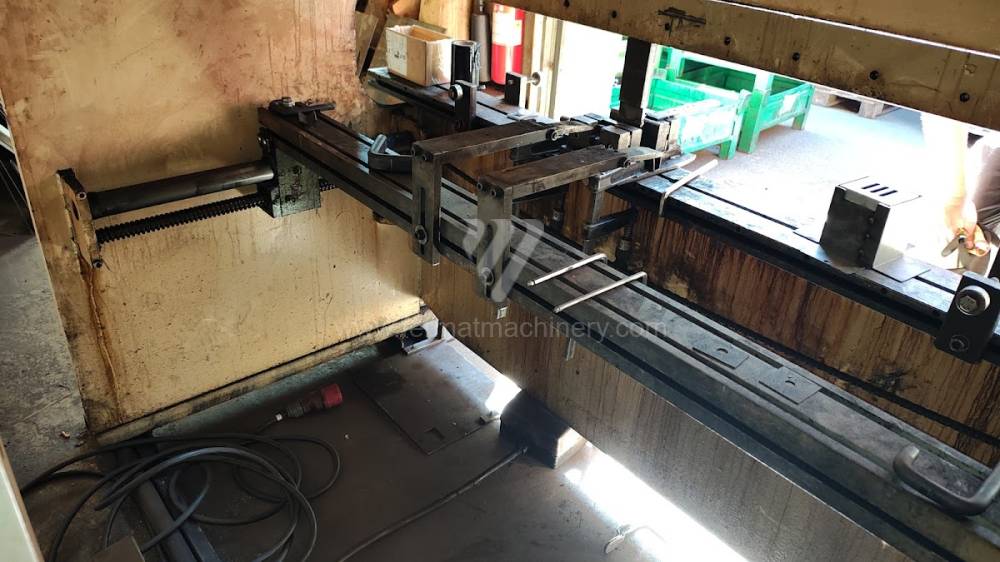
Accelerarea fluxului de comenzi (Throughput): Investiția într-o mașină mai veche cu un limitator spate performant în 5 axe (X, R, Z1, Z2, X5) permite îndoirea geometriilor complexe dintr-o singură prindere, ceea ce crește productivitatea mai mult decât achiziționarea unei mașini noi, dar mai slab echipate tehnologic.
FAQ: Întrebări de specialitate la alegerea unei prese abkant
Cum influențează viteza limitatorului spate tactul real de producție? Viteza axelor X și R este critică la piesele mici și complexe. Deși viteza de presare este limitată de norme (limită de siguranță 10 mm/s), viteza de poziționare a limitatoarelor în intervalul 300–500 mm/s poate scurta timpul de manipulare între îndoiri cu 2–4 secunde, ceea ce, la nivel anual, generează sute de ore de timp productiv suplimentar.
De ce să preferați prinderea hidraulică a sculelor la mașinile second-hand? Prinderea hidraulică accelerează semnificativ schimbarea sculelor și asigură automat așezarea și centrarea corectă a acestora. Acest lucru elimină eroarea umană la strângerea manuală, care duce adesea la deteriorarea barei de prindere sau la imprecizii în unghiul de îndoire.
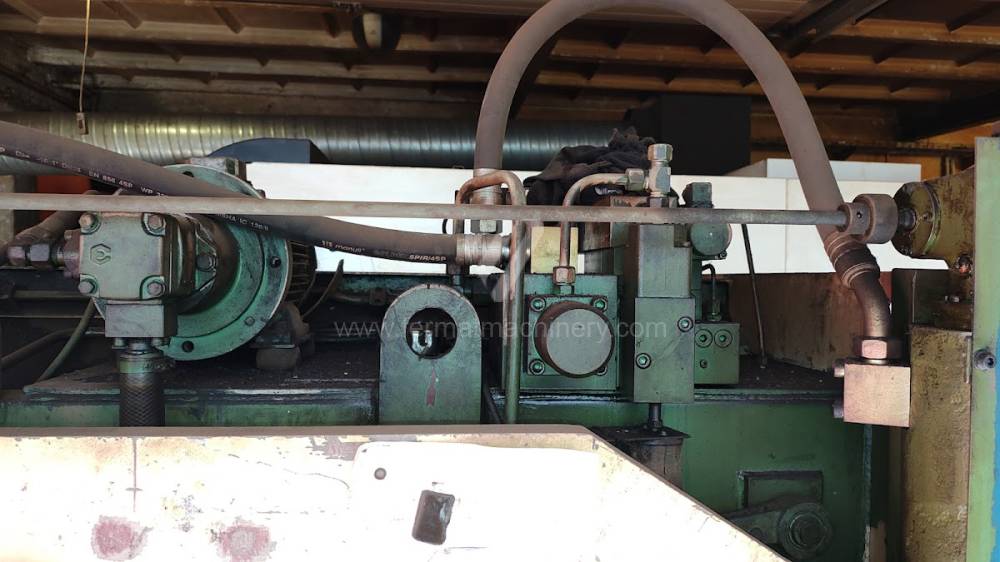
Care este importanța acționării hibride la presele abkant? Sistemele hibride combină avantajele hidraulicii (forță mare) și ale acționării electrice (viteză, economie). Pompa funcționează numai atunci când berbecul se mișcă. Pe lângă economia de energie, acest lucru reduce radical nivelul de zgomot la locul de muncă și prelungește intervalele de service ale componentelor hidraulice.
Specificațiile tehnice ale mașinilor disponibile în prezent
În portofoliul nostru găsiți mașini cu următorii parametri:
Forță de presare: de la 30 t la 1000 t
Lungimea mesei: de la 1250 mm la 8000 mm
Sisteme de control: Delem, Cybelec, ESA, Bystronic (BySoft), AMNC (Amada)
Număr de axe controlate: de la 3 la 8 axe ale limitatorului spate
Compatibilitatea sculelor: Sisteme Amada/Promecam, Wila, Trumpf