
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
123 Lista Reja


HFT 100-3



HFP 220-4 L



AD-R 30220





AD-R 30220





















PR 6 320-4100


CNCL-K 120-3100 TSI








AD-R 30175




LODD 200/4000











CNCL-K 120-4300



HFP 80-25








HERA COP 400/6000




ERMS 20075






ATP 32 100









APH 3110x200 NC

DENER










PPC 50/20







Xact Smart 300/4100




EHP-L 110 31/25







Trubend 5085



















PR 6






GKS-BC0315


















E 30300




























HFE 220-4










Trubend 5085





IT 25-12A
123Prensa freno
HFT 100-3
AMADA
Núm. de inventario: 261029
Año de fabricación:2001
Fuerza de presión: 100 t
Longitud de plegado: 3110 mm
Número de ejes accionados: 4
Compensación del movimiento bajo: No
Tipo de accionamiento de la prensa: Hydraulický
Peso de la máquina: 6750 kg
HFP 220-4 L
AMADA
Núm. de inventario: 261190
Año de fabricación:2003
Fuerza de presión: 220 t
Longitud de plegado: 4200 mm
Número de ejes accionados: 8
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
Carrera máx. del martinete: 420 mm
AD-R 30220
Durma Turkey
Núm. de inventario: 261256
Año de fabricación:2011
Sistema de control Durma: ENC 100M
Fuerza de presión: 220 t
Longitud de plegado: 3050 mm
Número de ejes accionados: 3
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
AD-R 30220
Durma Turkey
Núm. de inventario: 261205
Año de fabricación:2012
Sistema de control Durma:
Fuerza de presión: 220 t
Longitud de plegado: 3050 mm
Número de ejes accionados: 3
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
PR 6 320-4100
Beyeler
Núm. de inventario: 251570
Año de fabricación:2002
Sistema de control Cybelec:
Fuerza de presión: 320 t
Longitud de plegado: 4100 mm
Número de ejes accionados: 6
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
CNCL-K 120-3100 TSI
Safan
Núm. de inventario: 191175
Año de fabricación:2002
Fuerza de presión: 120 t
Longitud de plegado: 3100 mm
Número de ejes accionados: 3
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
Carrera del martinete: 180 mm
AD-R 30175
Durma Turkey
Núm. de inventario: 251148
Año de fabricación:2013
Sistema de control Cybelec:
Fuerza de presión: 175 t
Longitud de plegado: 3050 mm
Número de ejes accionados: 4
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
LODD 200/4000
Stroje a zariadenia Piesok s.r.o.
Núm. de inventario: 261366
Año de fabricación:1978
Fuerza de presión: 200 t
Longitud de plegado: 4000 mm
Tipo de accionamiento de la prensa:
Dimensiones de la mesa: 4000x200 mm
Potencia del motor eléctrico principal: 22 kW
Dimensiones largo x ancho x alto: 4420x2060x3800 mm
CNCL-K 120-4300
Safan
Núm. de inventario: 261174
Año de fabricación:2002
Sistema de control SAFAN:
Fuerza de presión: 120 t
Longitud de plegado: 4300 mm
Número de ejes accionados: 4
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
HFP 80-25
AMADA
Núm. de inventario: 261362
Año de fabricación:2006
Fuerza de presión: 80 t
Longitud de plegado: 2500 mm
Número de ejes accionados: 7
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
HERA COP 400/6000
HERA
Núm. de inventario: 251450
Año de fabricación:1992
Sistema de control Cybelec: DNC 94
Fuerza de presión: 400 t
Longitud de plegado: 6100 mm
Número de ejes accionados: 2
Compensación del movimiento bajo:
Tipo de accionamiento de la prensa: Hydraulický
ERMS 20075
HACO
Núm. de inventario: 261516
Año de fabricación:2012
Sistema de control Haco: ATS 560
Fuerza de presión: 75 t
Longitud de plegado: 2100 mm
Número de ejes accionados: 4
Compensación del movimiento bajo: No
Tipo de accionamiento de la prensa: Hydraulický
ATP 32 100
HACO
Núm. de inventario: 241968
Año de fabricación:2015
Sistema de control Haco:
Fuerza de presión: 100 t
Longitud de plegado: 3200 mm
Número de ejes accionados: 4
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
APH 3110x200 NC
BAYKAL
Núm. de inventario: 251333
Año de fabricación:2012
Longitud de plegado: 3100 mm
Fuerza de presión: 200 t
Número de ejes accionados: 2
Tipo de accionamiento de la prensa: Hydraulický
Compensación del movimiento bajo: Sí
Carrera del martinete: 150÷250 mm
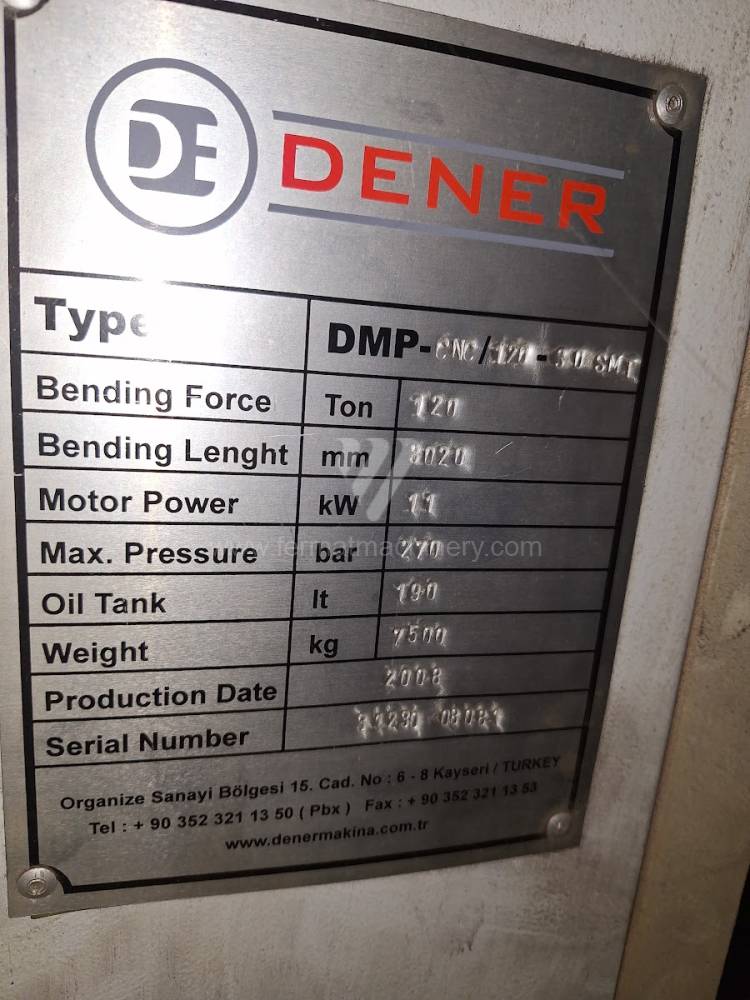
DENER
DENER
Núm. de inventario: 261402
Año de fabricación:2008
Fuerza de presión: 120 t
Longitud de plegado: 3100 mm
Número de ejes accionados: 4
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: hydraulic
Potencia del motor eléctrico principal: 11 kW
PPC 50/20
LVD
Núm. de inventario: 251607
Año de fabricación:1984
Fuerza de presión: 50 t
Longitud de plegado: 2000 mm
Tipo de accionamiento de la prensa: Hydraulický
Xact Smart 300/4100
Bystronic
Núm. de inventario: 261520
Año de fabricación:2021
Fuerza de presión: 225 t
Longitud de plegado: 4100 mm
Número de ejes accionados: 4
Compensación del movimiento bajo: No
Tipo de accionamiento de la prensa: Hydraulický
Carrera máx. del martinete: 200 mm
EHP-L 110 31/25
Darley
Núm. de inventario: 261508
Año de fabricación:2000
Sistema de control Delem: DA - 65
Fuerza de presión: 110 t
Longitud de plegado: 3100 mm
Número de ejes accionados: 9
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
Trubend 5085
Trumpf
Núm. de inventario: 261455
Año de fabricación:2009
Fuerza de presión: 85 t
Longitud de plegado: 2720 mm
Número de ejes accionados: 6
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
Peso de la máquina: 8200 kg
PR 6
Beyeler
Núm. de inventario: 231192
Año de fabricación:1997
Longitud de plegado: 3100 mm
Fuerza de presión: 100 t
Sistema de control Cybelec: DNC 800
Número de ejes accionados: 6
Tipo de accionamiento de la prensa: Hydraulický
Compensación del movimiento bajo: Sí
GKS-BC0315
GWEIKE
Núm. de inventario: 251982
Año de fabricación:2023
Fuerza de presión: t
Longitud de plegado: 1500 mm
Número de ejes accionados:
Compensación del movimiento bajo:
Tipo de accionamiento de la prensa:
Peso de la máquina: 10000 kg
E 30300
Durma Turkey
Núm. de inventario: 261446
Año de fabricación:2010
Sistema de control Cybelec: DNC 880S
Fuerza de presión: 300 t
Longitud de plegado: 3050 mm
Número de ejes accionados: 3
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
HFE 220-4
AMADA
Núm. de inventario: 251786
Año de fabricación:2008
Sistema de control Amada:
Fuerza de presión: 220 t
Longitud de plegado: 4000 mm
Número de ejes accionados: 7
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
Trubend 5085
Trumpf
Núm. de inventario: 261509
Año de fabricación:2008
Fuerza de presión: 85 t
Longitud de plegado: 2720 mm
Número de ejes accionados: 6
Compensación del movimiento bajo: Sí
Tipo de accionamiento de la prensa: Hydraulický
Peso de la máquina: 8200 kg
IT 25-12A
AMADA
Núm. de inventario: 241891
Año de fabricación:1990
Sistema de control Amada:
Fuerza de presión: 25 t
Longitud de plegado: 1250 mm
Número de ejes accionados: 2
Compensación del movimiento bajo: No
Tipo de accionamiento de la prensa: Hydraulický
Análisis de configuración técnica y productividad de plegado
La elección de una plegadora de ocasión requiere un análisis profundo de las relaciones de fuerza y la cinemática de la máquina. El factor decisivo no es solo la fuerza nominal de prensado (t), sino la capacidad de la máquina para mantener la linealidad del plegado a plena carga. En máquinas usadas de marcas como Trumpf, Bystronic o Amada, monitorizamos especialmente el estado de los circuitos hidráulicos y la respuesta de las válvulas proporcionales, que afectan directamente a la sincronización de los ejes Y1 e Y2.
Determinantes técnicos clave:
Rigidez y construcción del bastidor: La estabilidad de los laterales y la profundidad del escote determinan las dimensiones límite de la pieza. Una mayor rigidez de la construcción minimiza la flexión del bastidor, lo que reduce la necesidad de correcciones en el sistema de control y acorta los tiempos de ciclo.
Sistemas de control y conectividad: La integración de unidades CNC modernas (por ejemplo, Delem DA-66T o Cybelec ModEva) permite la programación offline y la importación de modelos 3D. Esto elimina fundamentalmente los tiempos de inactividad durante el ajuste de la máquina (el llamado 'set-up time'), que en la producción de series cortas representa hasta el 60% del tiempo total.
Sistemas de compensación de flexión (Crowning): En máquinas con una longitud de mesa superior a 2500 mm, es crítica la presencia de un sistema de compensación de la flexión de la mesa, activo o pasivo. Un ajuste preciso del bombado garantiza un ángulo de plegado constante en toda la longitud de la chapa, evitando así la generación de chatarra en materiales costosos (acero inoxidable, Hardox).
Bloque estratégico: ROI y sostenibilidad económica
La adquisición de una plegadora usada de un especialista como FERMAT representa una optimización de los gastos de capital (CAPEX) con un impacto inmediato en la eficiencia operativa. Las máquinas usadas modernas suelen disponer de accionamientos de bajo consumo (variadores de frecuencia) que, en comparación con las generaciones anteriores, reducen el consumo de energía en modo de espera hasta en un 40%.
Tres ventajas no intuitivas de invertir en una máquina usada de alta rigidez:
Reducción del OPEX a través de la vida útil de las herramientas: Una bancada estable y un guiado preciso de la trancha eliminan las microvibraciones al contacto de la herramienta con el material. Esto prolonga la vida útil de las costosas matrices y punzones templados hasta en un 25%, reduciendo directamente los costes de consumibles.
Reducción de la degradación térmica del aceite hidráulico: Las máquinas usadas de alta calidad de series superiores cuentan con circuitos de refrigeración sobredimensionados. Una temperatura de trabajo del aceite más baja significa una viscosidad más estable y, por tanto, una mayor precisión de plegado repetible durante el funcionamiento en varios turnos.
Aceleración del flujo de pedidos (Throughput): La inversión en una máquina más antigua con un potente tope trasero de 5 ejes (X, R, Z1, Z2, X5) permite el plegado de geometrías complejas en una sola sujeción, lo que aumenta la productividad más que la compra de una máquina nueva pero tecnológicamente menos equipada.
FAQ: Preguntas de expertos al elegir una plegadora
¿Cómo influye la velocidad del tope trasero en el ciclo real de producción? La velocidad de los ejes X e R es crítica en piezas pequeñas y complejas. Aunque la velocidad de prensado está limitada por las normas (límite de seguridad 10 mm/s), la velocidad de posicionamiento de los topes en el rango de 300–500 mm/s puede acortar el tiempo de manipulación entre pliegues en 2–4 segundos, lo que genera cientos de horas de tiempo productivo extra al año.
¿Por qué preferir el amarre hidráulico de herramientas en máquinas usadas? El amarre hidráulico acelera significativamente el cambio de herramienta y garantiza automáticamente su correcto asentamiento y centrado. Esto elimina el error humano en el apriete manual, que a menudo provoca daños en la regleta de amarre o imprecisiones en el ángulo de plegado.
¿Cuál es la importancia del accionamiento híbrido en las plegadoras? Los sistemas híbridos combinan las ventajas de la hidráulica (fuerza elevada) y del accionamiento eléctrico (velocidad, ahorro). La bomba solo funciona cuando la trancha se mueve. Además del ahorro de energía, esto reduce radicalmente el nivel de ruido en el lugar de trabajo y prolonga los intervalos de servicio de los componentes hidráulicos.
Especificaciones técnicas de las máquinas actualmente disponibles
En nuestra cartera encontrará máquinas con los siguientes parámetros:
Fuerza de prensado: de 30 t a 1000 t
Longitud de mesa: de 1250 mm a 8000 mm
Sistemas de control: Delem, Cybelec, ESA, Bystronic (BySoft), AMNC (Amada)
Número de ejes controlados: de 3 a 8 ejes de tope trasero
Compatibilidad de herramientas: sistemas Amada/Promecam, Wila, Trumpf