
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  українська
українська  Español
Español  Čeština
Čeština 
Liste Grille
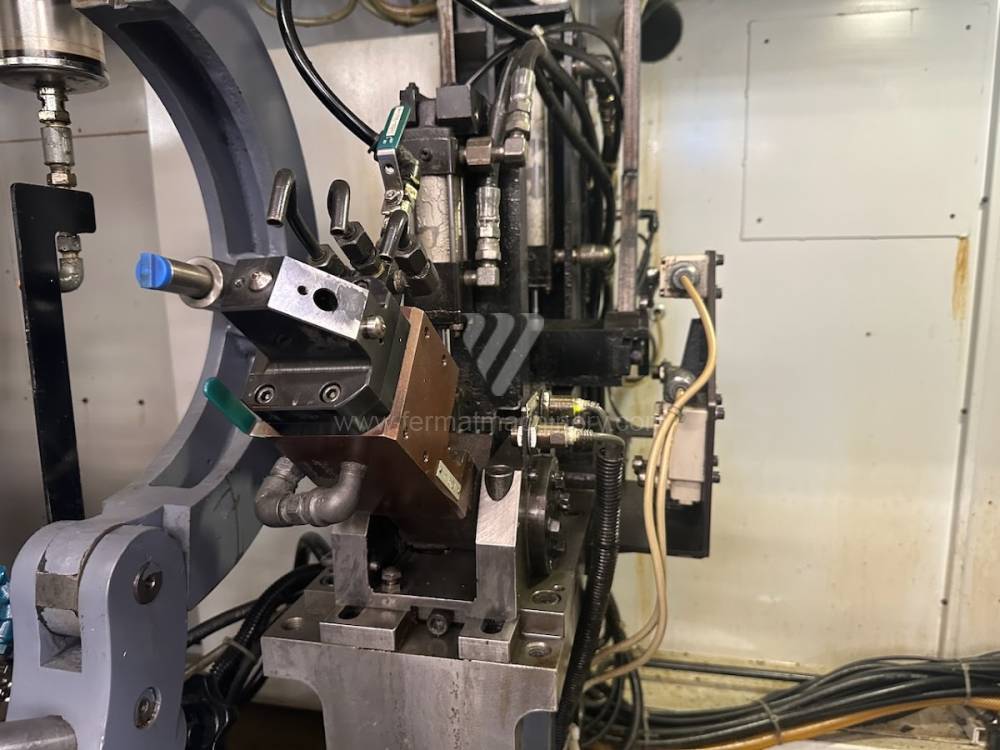
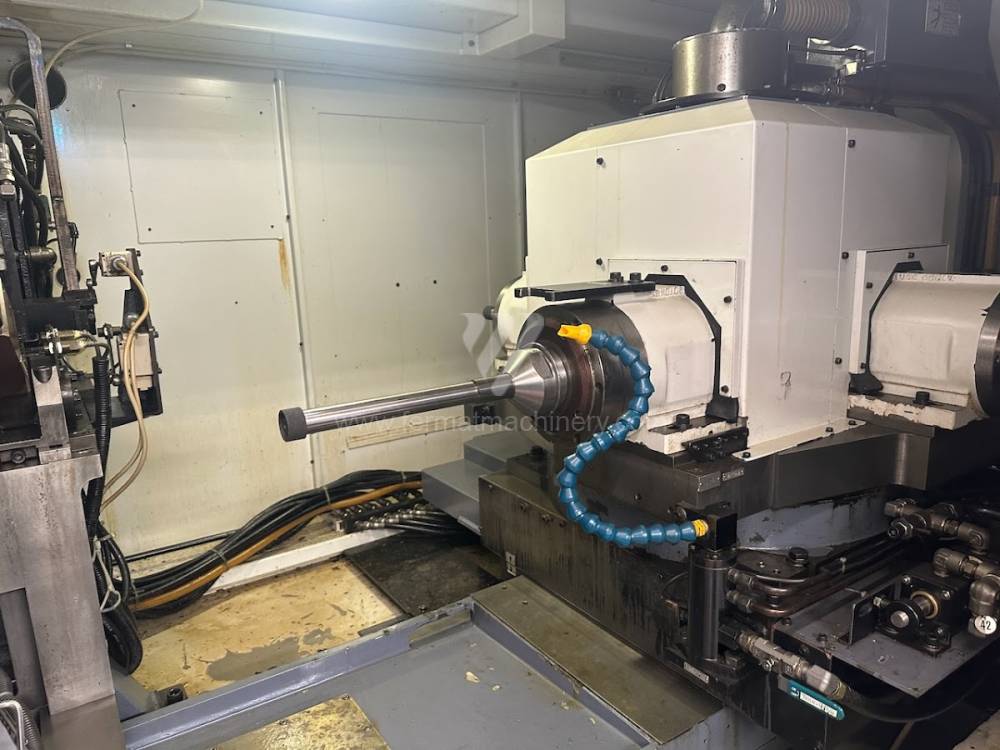
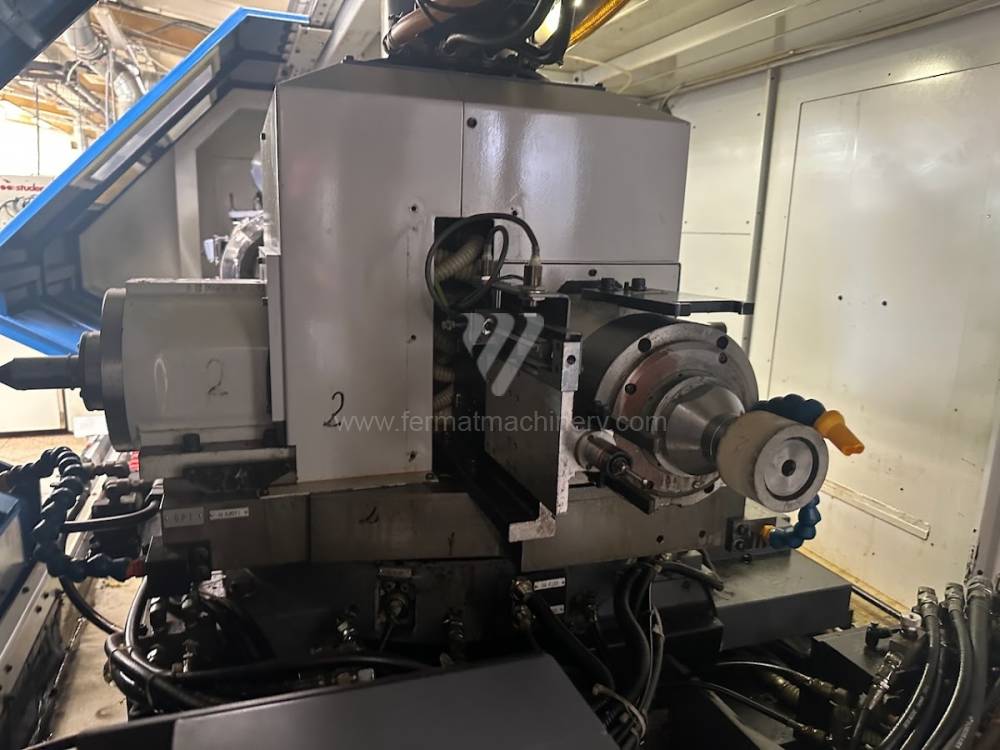
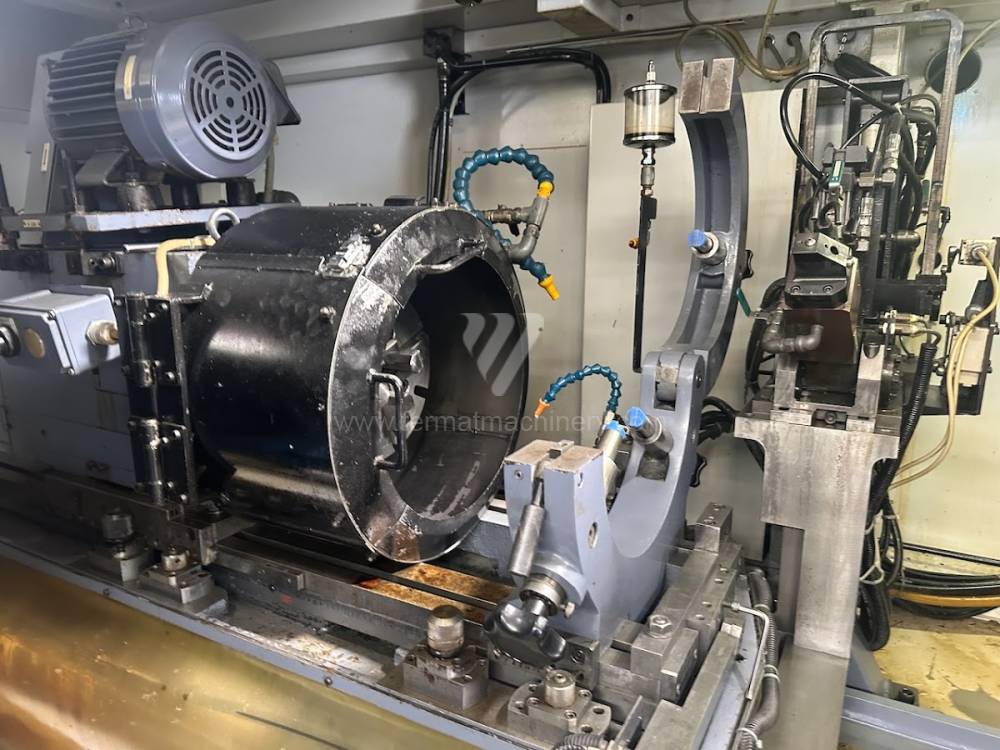
Rectifieuse Cylindrique iIntérieure
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
BDU 80 |
241705 | ČZM Strakonice | 1990 | Diamètre maxi de la piece a usiner: 220 mm Diamètre maxi du trou a meulager: 120 mm Profondeur maxi de meulage: mm Poids totale de la machine: 2600 kg |
|
 |
SI 8 S |
261360 | VEB Kombinat Umformtechnik | 1986 | Diamètre maxi de la piece a usiner: 800 mm Diamètre maxi du trou a meulager: 630 mm Profondeur maxi de meulage: 500 mm Poids totale de la machine: 10700 kg Dimensions hors tout: 6000x3000x2200 mm |
|
 |
NOVA 2GR 10/65 CNC |
161558 | Meccanica Nova | 1989 | Système de contrôle Siemens: Simatic S7-300 Diamètre maxi de la piece a usiner: 65 mm Diamètre maxi du trou a meulager: 65 mm Profondeur maxi de meulage: 40 mm Diamètre mini de meulage: 10 mm Course X: 40 mm |
|
 |
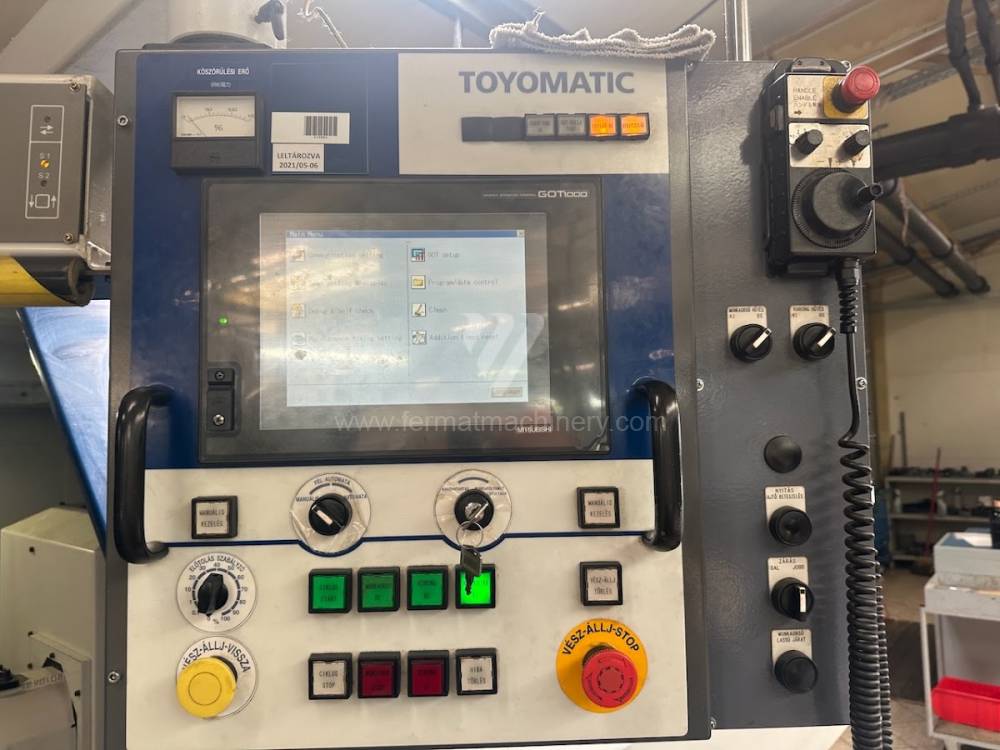
T-1254N-4S |
231067 | TOYO | 2009 | Diamètre maxi de la piece a usiner: 430 mm Diamètre maxi du trou a meulager: 250 mm Profondeur maxi de meulage: 200-300 mm Course Z: 730 mm Course X: 100 mm Puissance du moteur principal: 5,5 kW |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique : Cinématique de la rectification intérieure et rigidité dynamique
La rectification intérieure (internal grinding) est l'une des opérations les plus exigeantes en raison du rapport longueur/diamètre de l'outil (ratio $L/D$). Pour les rectifieuses d'occasion (marques TOS série BDA, Voumard, Heald ou Studer), le facteur critique est la fréquence propre de l'unité de broche. Les vitesses élevées (souvent au-dessus de 60 000 tr/min) exigent une suppression absolue des vibrations harmoniques pour éviter le facettage de la surface.
Paramètres techniques clés et causalité :
- Broches haute fréquence (HF) : L'utilisation de broches avec moteur intégré et refroidissement liquide assure un couple constant et une stabilité thermique. Contrairement aux entraînements par courroie, elles éliminent les forces radiales dues à la tension, augmentant la durée de vie de l'outil.
- Logement de la poupée porte-pièce : Le banc massif en fonte vieilli tait les vibrations mieux que les constructions soudées. C'est indispensable pour atteindre une circularité dans les tolérances IT5 et inférieures.
- Cinématique d'avance : L'utilisation de vis à billes préchargées assure une avance incrémentale micrométrique sans risque de « backlash ».
Bloc stratégique : Économie de la précision et ROI
- Réduction des coûts unitaires : La valeur d'amortissement plus faible permet une production rentable même pour les petites séries.
- Haute valeur de la base mécanique : En équipant une machine renommée d'un système de commande moderne (ex. Siemens SINUMERIK), on obtient un poste CNC de pointe pour une fraction du prix du neuf.
3 avantages contre-intuitifs des rectifieuses inter :
- Réduction de l'usure des outils diamantés de 15–20 % : Le banc massif déplace la fréquence de résonance hors de la plage de travail.
- Stabilité thermique des pièces moulées massives : La machine ne « dérive » pas en dimension lors de l'échauffement de la poupée.
- Coûts de maintenance de broche réduits : Les anciennes générations sont souvent plus faciles à réparer par des spécialistes locaux sans rachat de module complet.