
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
123 Liste Grille
123Presse plieuse
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
HFT 80-25 |
241152 | AMADA | 2001 | Force de cintrage: 80 t Longueur de pliage: 2620 mm Nombre axes controlés: 4 Compensation de la deformation inferieure: Course du bélier: 200 mm Poids totale de la machine: 5750 kg |
|
 |
APH 2606/90 |
241359 | BAYKAL | 2004 | Force de cintrage: 90 t Longueur de pliage: 2600 mm Nombre axes controlés: 2 Compensation de la deformation inferieure: NON Type d´entraînement de la presse: Hydraulický Puissance du moteur principal: 11 kW |
|
 |
HFT 50-20 |
261098 | AMADA | 2008 | Système de contrôle Amada: Force de cintrage: 50 t Longueur de pliage: 2085 mm Nombre axes controlés: 4 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický |
|
 |
HAP 30300 CNC |
251900 | Durma Turkey | 2000 | Force de cintrage: 300 t Longueur de pliage: 3050 mm Nombre axes controlés: 4 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický Course maxi du bélier: 245 mm |
|
 |
TruBend 3120 |
251675 | Trumpf | 2013 | Force de cintrage: 120 t Longueur de pliage: 3100 mm Nombre axes controlés: 4 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický Course du bélier: 200 mm |
|
 |
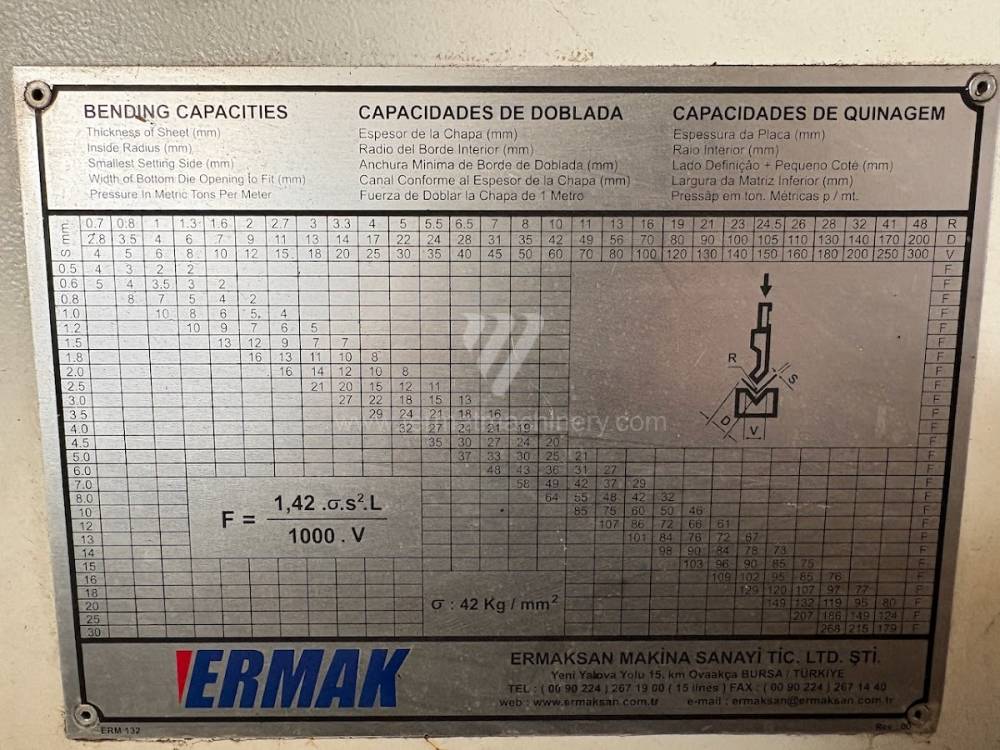
CNC HAP 3100x300 |
251692 | ERMAK | 2006 | Système de contrôle Cybelec: Force de cintrage: 300 t Longueur de pliage: 3100 mm Nombre axes controlés: 3 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický |
|
 |
HFT 100-3 |
261029 | AMADA | 2001 | Force de cintrage: 100 t Longueur de pliage: 3110 mm Nombre axes controlés: 4 Compensation de la deformation inferieure: NON Type d´entraînement de la presse: Hydraulický Poids totale de la machine: 6750 kg |
|
 |
HFP 220-4 L |
261190 | AMADA | 2003 | Force de cintrage: 220 t Longueur de pliage: 4200 mm Nombre axes controlés: 8 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický Course maxi du bélier: 420 mm |
|
 |
AD-R 30220 |
261256 | Durma Turkey | 2011 | Système de contrôle Durma: ENC 100M Force de cintrage: 220 t Longueur de pliage: 3050 mm Nombre axes controlés: 3 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický |
|
 |
TrumaBend V 130 |
261613 | Trumpf | 2003 | Système de contrôle Delem: DA - 69 T Force de cintrage: 130 t Longueur de pliage: 3050 mm Nombre axes controlés: 4 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický |
|
 |
AD-R 30220 |
261205 | Durma Turkey | 2012 | Système de contrôle Durma: Force de cintrage: 220 t Longueur de pliage: 3050 mm Nombre axes controlés: 3 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický |
|
 |
RAS MiniBend Center 79.05 |
251903 | RAS Reinhardt Maschinenbau GmbH | 2020 | Force de cintrage: t Longueur de pliage: 2500 mm Nombre axes controlés: Compensation de la deformation inferieure: Type d´entraînement de la presse: |
|
 |
HFE 100-3 |
251238 | AMADA | 2006 | Système de contrôle Amada: Operateur 2000 Force de cintrage: 100 t Longueur de pliage: 3000 mm Nombre axes controlés: 8 Compensation de la deformation inferieure: NON Type d´entraînement de la presse: Hydraulický |
|
 |
Xact Smart 300/4100 |
261263 | Bystronic | 2020 | Force de cintrage: 300 t Longueur de pliage: 4100 mm Nombre axes controlés: 6 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický Course maxi du bélier: 300 mm |
|
 |
ERMS 36175 |
261510 | HACO | 2015 | Système de contrôle Haco: ATS 560 Force de cintrage: 175 t Longueur de pliage: 3600 mm Nombre axes controlés: 4 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický |
|
 |
APHS 31160 |
251317 | BAYKAL | 2014 | Système de contrôle Delem: DA - 66 T Force de cintrage: 160 t Longueur de pliage: 3100 mm Nombre axes controlés: 4 Compensation de la deformation inferieure: NON Type d´entraînement de la presse: Hydraulický |
|
 |
H-Brake 600-6200/6450 NS |
261433 | Safan | 2015 | Système de contrôle Delem: DA - 66 T Force de cintrage: 600 t Longueur de pliage: 6450 mm Nombre axes controlés: 2 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický |
|
 |
CTOF 160/3200 CNC |
161384 | Fermat | 2011 | Système de contrôle Mitsubishi: Force de cintrage: 160 t Longueur de pliage: 3200 mm Nombre axes controlés: 2 Compensation de la deformation inferieure: NON Type d´entraînement de la presse: Hydraulický |
|
 |
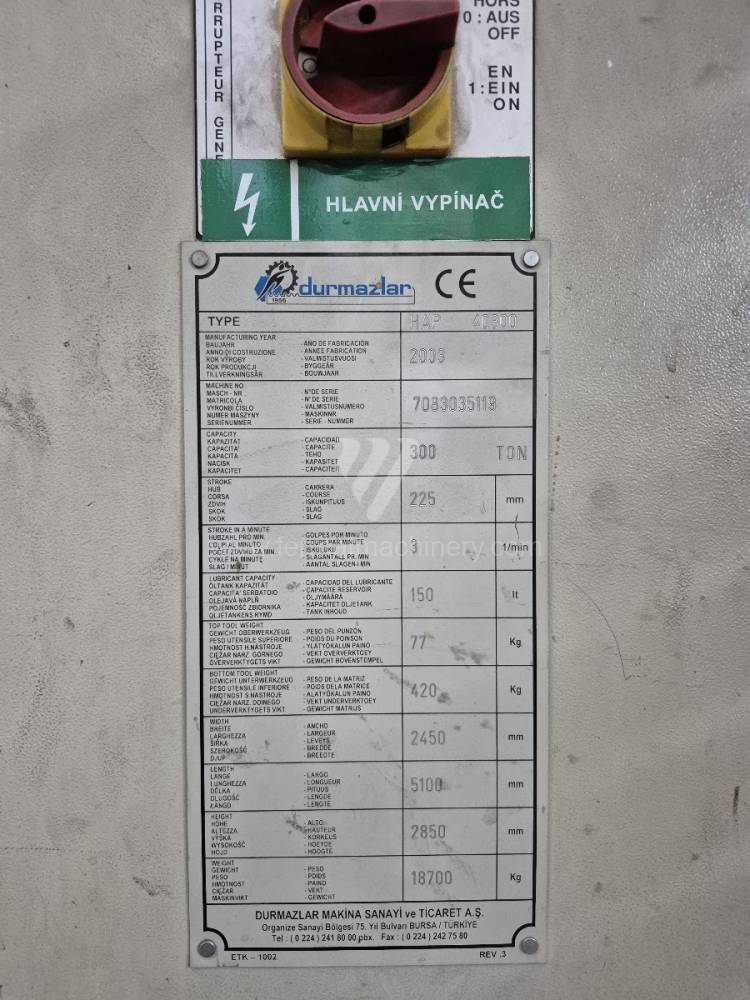
HAP 40300 |
251825 | Durma Turkey | 2003 | Système de contrôle Cybelec: DNC 80 Force de cintrage: 300 t Longueur de pliage: 4050 mm Nombre axes controlés: 4 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický |
|
 |
CTO 160/3150 |
251501 | Stroje a zariadenia Piesok s.r.o. | 1991 | Force de cintrage: 160 t Longueur de pliage: 3150 mm Type d´entraînement de la presse: Hydraulický Poids totale de la machine: 11500 kg Dimensions hors tout: 3350x1600x2630 mm |
|
 |
CTO 250 A/4000 |
251797 | Stroje a zariadenia Piesok s.r.o. | 1990 | Force de cintrage: 250 t Longueur de pliage: 4000 mm Type d´entraînement de la presse: Hydraulický Course du bélier: 300 mm Passage entre les colonnes: 3430 mm Poids totale de la machine: 18650 kg |
|
 |
CTH-WC67Y-160/3200 |
261296 | Unknown | Force de cintrage: 160 t Longueur de pliage: 3200 mm Type d´entraînement de la presse: Hydraulický Distance entre pointes: 2600 mm Bras atteint: 320 mm Puissance du moteur principal: 11 kW |
||
 |
PPEB - EQ 80/2000 |
231829 | LVD | 2008 | Force de cintrage: 80 t Longueur de pliage: 2000 mm Nombre axes controlés: 6 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický Puissance du moteur principal: 12,5 kW |
|
 |
WC67Y - 125x3200 |
261399 | Zenith | 2019 | Force de cintrage: 125 t Longueur de pliage: 3200 mm Type d´entraînement de la presse: Hydraulický Poids totale de la machine: 7600 kg |
|
 |
PFO/PS/N 400/50 |
231152 | Farina | 2005 | Système de contrôle Delem: DA - 65 Force de cintrage: 400 t Longueur de pliage: 5100 mm Nombre axes controlés: 3 Compensation de la deformation inferieure: OUI Type d´entraînement de la presse: Hydraulický |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse de la configuration technique et de la productivité du pliage
Le choix d'une presse plieuse d'occasion nécessite une analyse approfondie des rapports de force et de la cinématique de la machine. Le facteur décisif n'est pas seulement la force de pressage nominale (t), mais la capacité de la machine à maintenir la linéarité du pliage sous pleine charge. Pour les machines d'occasion de marques telles que Trumpf, Bystronic ou Amada, nous surveillons particulièrement l'état des circuits hydrauliques et la réactivité des vannes proportionnelles, qui affectent directement la synchronisation des axes Y1 et Y2.
Déterminants techniques clés :
- Rigidité et construction du bâti : La stabilité des montants et la profondeur du col de cygne déterminent les dimensions limites de la pièce. Une plus grande rigidité de la structure minimise la flexion du bâti, ce qui entraîne un besoin réduit de corrections dans le système de commande et un raccourcissement des temps de cycle.
- Systèmes de commande et connectivité : L'intégration d'unités CNC modernes (par exemple, Delem DA-66T ou Cybelec ModEva) permet la programmation hors ligne et l'importation de modèles 3D. Cela élimine fondamentalement les temps d'arrêt lors du réglage de la machine (appelé « set-up time »), qui représente jusqu'à 60 % du temps total dans la production de petites séries.
- Systèmes de bombage (Crowning) : Pour les machines avec une longueur de table supérieure à 2500 mm, la présence d'un système de compensation de la déflexion de la table, actif ou passif, est critique. Un réglage précis du bombage assure un angle de pliage constant sur toute la longueur de la tôle, évitant ainsi la création de rebuts avec des matériaux coûteux (inox, Hardox).
Bloc stratégique : ROI et durabilité économique
L'acquisition d'une presse plieuse d'occasion auprès d'un spécialiste comme FERMAT représente une optimisation des dépenses en capital (CAPEX) avec un impact immédiat sur l'efficacité opérationnelle. Les machines d'occasion modernes disposent souvent d'entraînements économes en énergie (variateurs de fréquence) qui, par rapport aux générations plus anciennes, réduisent la consommation d'énergie en mode veille jusqu'à 40 %.
Trois avantages non intuitifs de l'investissement dans une machine d'occasion à haute rigidité :
- Réduction de l'OPEX via la durée de vie des outils : Un banc stable et un guidage précis du coulisseau éliminent les micro-vibrations lors du contact de l'outil avec le matériau. Cela prolonge la durée de vie des matrices et poinçons trempés coûteux jusqu'à 25 %, réduisant ainsi directement les coûts des consommables.
- Réduction de la dégradation thermique de l'huile hydraulique : Les machines d'occasion de qualité supérieure possèdent des circuits de refroidissement surdimensionnés. Une température de fonctionnement de l'huile plus basse signifie une viscosité plus stable, et donc une précision de pliage répétable plus élevée lors d'un fonctionnement en plusieurs équipes.
- Accélération de la capacité de traitement (Throughput) : L'investissement dans une machine plus ancienne dotée d'une butée arrière performante à 5 axes (X, R, Z1, Z2, X5) permet le pliage de géométries complexes en un seul serrage, ce qui augmente la productivité plus que l'achat d'une machine neuve mais moins bien équipée technologiquement.
FAQ : Questions d'experts lors du choix d'une presse plieuse
- Comment la vitesse de la butée arrière influence-t-elle la cadence réelle de production ? La vitesse des axes X et R est critique pour les petites pièces complexes. Bien que la vitesse de pliage soit limitée par les normes (limite de sécurité de 10 mm/s), la vitesse de positionnement des butées entre 300 et 500 mm/s peut réduire le temps de manipulation entre les plis de 2 à 4 secondes, ce qui génère des centaines d'heures de temps productif supplémentaire sur une année.
- Pourquoi préférer le serrage hydraulique des outils sur les machines d'occasion ? Le serrage hydraulique accélère considérablement le changement d'outils et assure automatiquement leur mise en place et leur centrage corrects. Cela élimine l'erreur humaine lors du serrage manuel, qui conduit souvent à l'endommagement de la barre de serrage ou à des imprécisions de l'angle de pliage.
- Quelle est l'importance de l'entraînement hybride pour les presses plieuses ? Les systèmes hybrides combinent les avantages de l'hydraulique (force élevée) et de l'entraînement électrique (vitesse, économie). La pompe ne fonctionne que lorsque le coulisseau se déplace. En plus de l'économie d'énergie, cela réduit radicalement le niveau sonore sur le lieu de travail et prolonge les intervalles d'entretien des composants hydrauliques.
Spécifications techniques des machines actuellement disponibles
Dans notre portefeuille, vous trouverez des machines avec les paramètres suivants :
- Force de pressage : 30 t à 1000 t
- Longueur de table : 1250 mm à 8000 mm
- Systèmes de commande : Delem, Cybelec, ESA, Bystronic (BySoft), AMNC (Amada)
- Nombre d'axes commandés : 3 à 8 axes de butée arrière
- Compatibilité des outils : Systèmes Amada/Promecam, Wila, Trumpf
Quelles épaisseurs et longueurs de pliage spécifiques prévoyez-vous de traiter pour votre production ?