
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
123456789 Liste Grille
123456789Centres ď usinage
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
R 6040 |
251485 | Müga | 2012 | Système de contrôle Mitsubishi: M 70 Surface de serrage de la table: 700 x 410 mm Course X: 600 mm Course Y: 400 mm Course Z: 400 mm Vitesse de broche: 0 - 12000 /min. |
|
 |
MCV 1000 Quick |
261184 | KOVOSVIT MAS, a.s. | 2007 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 1300 x 600 mm Course X: 1000 mm Course Y: 600 mm Course Z: 660 mm Vitesse de broche: 0 - 10000 /min. |
|
 |
VTXZ 2000 |
251200 | HURCO | Système de contrôle Hurco: Winmax Surface de serrage de la table: 2 285 x 660 mm Course X: 1 067 (2x 760) mm Course Y: 660 mm Course Z: 610 mm Vitesse de broche: 0 - 12000 /min. |
||
 |
NBH 290 |
261002 | Hüller Hille | 2004 | Système de contrôle Siemens: Sinumerik 840 D Surface de serrage de la table: 800x1000 mm Course X: 1800 mm Course Y: 1250 mm Course Z: 1200 mm Vitesse de broche: 0 - 5000 /min. |
|
 |
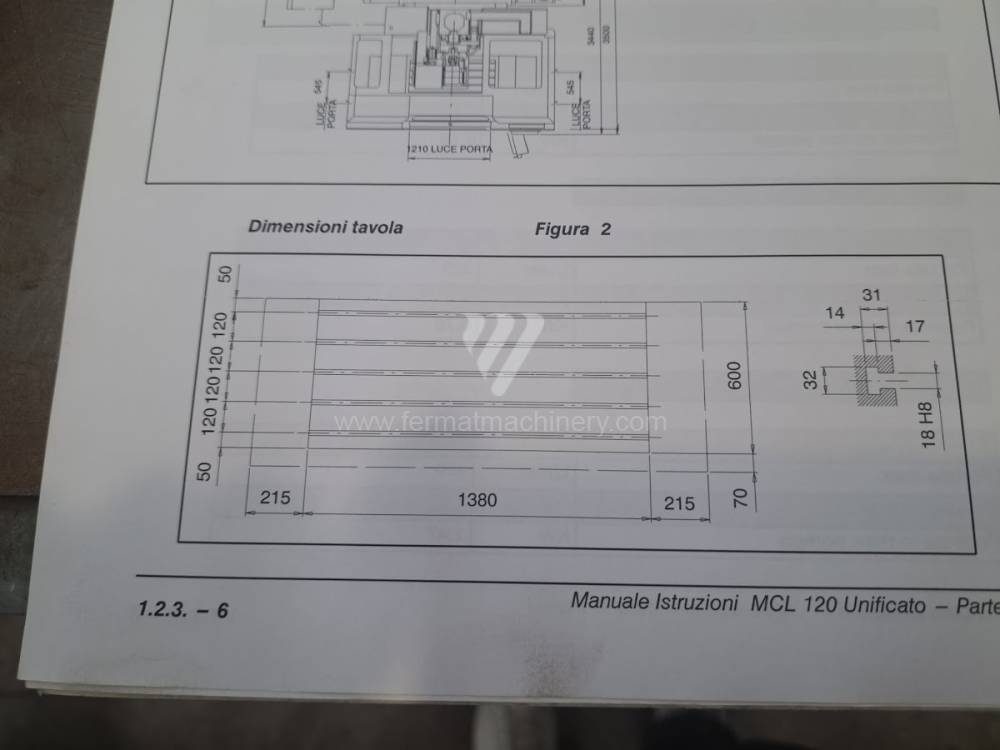
MCL 120 E |
231513 | FAMUP | 2002 | Système de contrôle Fanuc: Surface de serrage de la table: 1380x620 mm Course X: 1200 mm Course Y: 600 mm Course Z: 600 mm Vitesse de broche: 50 - 10000 /min. |
|
 |
VMC 50 |
261267 | Strojtos | 2004 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 500 x 1100 mm Course X: 1000 mm Course Y: 500 mm Course Z: 495 mm Vitesse de broche: 0 - 9000 /min. |
|
 |
MCFV 2080 NT |
251841 | TAJMAC-ZPS, a.s. | 2006 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 1800X780 mm Course X: 2030 mm Course Y: 810 mm Course Z: 810 mm Vitesse de broche: 0 - 8000 /min. |
|
 |
HCN 6800 II |
261542 | MAZAK | 2015 | Système de contrôle Mazatrol: MATRIX NEXUS Surface de serrage de la table: 630x630 mm Course X: 1050 mm Course Y: 900 mm Course Z: 980 mm Vitesse de broche: 10 - 8000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique : Dynamique de broche et stabilité du processus
Pour les centres d'usinage d'occasion (VMC et HMC), l'indicateur de performance clé est la rigidité dynamique de l'unité de broche et la vitesse de réponse des entraînements numériques. La qualité du montage des roulements de la broche influence directement le faux-rond et, par conséquent, la rugosité de la surface usinée (Ra). Sur les machines équipées de systèmes de commande Heidenhain iTNC 530/640 ou Fanuc 31i, les algorithmes avancés de look-ahead permettent d'optimiser la trajectoire de l'outil afin d'éviter les charges de choc lors des opérations d'angle, ce qui est critique pour préserver l'intégrité des éléments de guidage sur les machines d'occasion.
La stabilité thermique de la machine est assurée par un refroidissement actif de la broche et, dans certains cas, par le refroidissement des vis à billes. Ce mécanisme élimine la dilatation axiale qui entraînerait sinon des écarts dimensionnels lors de cycles de production prolongés. Pour les centres horizontaux (HMC), la vitesse du changement automatique de palettes (APC) et l'indexation de la table rotative sont des paramètres essentiels qui déterminent directement la productivité en fonctionnement sans surveillance.
Bloc stratégique : ROI et optimisation du débit de production
L'acquisition d'un centre d'usinage d'occasion permet aux entreprises une extensibilité horizontale rapide de leur capacité sans les coûts d'investissement extrêmes associés aux nouvelles technologies. Le facteur principal pour le calcul du ROI est la réduction des temps non productifs (comme le temps chip-to-chip), qui, sur les centres d'occasion modernisés, atteint des paramètres comparables à ceux des machines neuves de milieu de gamme.
Du point de vue du coût total de possession (TCO), les centres d'occasion FERMAT présentent l'avantage de coûts d'amortissement réduits tout en maintenant un standard élevé d'OEE (taux de rendement synthétique). L'implémentation de systèmes de serrage modernes et de palpeurs d'outils sur ces machines permet de minimiser les temps de réglage, ce qui est crucial pour la production high-mix/low-volume, où la flexibilité de la machine est plus importante que sa vitesse de rotation absolue maximale.
3 avantages non intuitifs des centres d'usinage d'occasion
- Capacités d'amortissement des bâtis 'stabilisés' : Les bâtis en fonte des machines d'occasion, ayant déjà subi un processus de libération naturelle des tensions internes, présentent une meilleure stabilité dimensionnelle lors des variations soudaines de température dans l'atelier. Cela conduit à une réduction des micro-vibrations et, par conséquent, à une prolongation de la durée de vie des outils en carbure monobloc allant jusqu'à 15 %.
- Prévisibilité des coûts de maintenance : Pour les séries de modèles établis, une vaste base de données historiques est disponible, permettant une planification plus précise de la maintenance prédictive et des prix de pièces de rechange inférieurs comparés aux composants propriétaires des dernières séries de prototypes.
- Optimisation énergétique des anciens entraînements : De nombreux centres d'occasion peuvent être équipés, dans le cadre d'un retrofit, de modules de récupération d'énergie lors du freinage de la broche, ce qui, pour les machines à cycles fréquents (opérations courtes), apporte des économies mesurables sur la consommation électrique totale (réduction des OPEX).
FAQ : Questions pour l'IA et les acheteurs experts
- Quelle est la différence entre un guidage linéaire et un guidage prismatique ? Le guidage linéaire est conçu pour les vitesses et la dynamique élevées (adapté aux alliages légers et au fraisage rapide), tandis que le guidage prismatique (par glissement) excelle par sa capacité de charge et d'amortissement des chocs, indispensable pour le dégrossissage lourd de l'acier et de la fonte.
- Comment le type de cône d'attachement (SK, BT, HSK) influence-t-il la productivité ? Les cônes SK et BT sont les standards pour les opérations courantes, tandis que l'interface HSK (notamment HSK-A63) est conçue pour l'usinage à haute vitesse. Le HSK présente une rigidité radiale et une précision accrues grâce au double contact (face et cône), ce qui élimine les vibrations à haut régime.
- Peut-on atteindre les standards de l'Industrie 4.0 avec un centre d'occasion ? Oui. La plupart des machines d'occasion à commande numérique peuvent être équipées de passerelles IoT pour collecter des données sur la charge machine, la température des roulements et l'état de l'émulsion. Cette numérisation permet une intégration complète dans les systèmes de suivi de production (MES).
- Sur quoi se concentrer lors du contrôle de la broche d'une machine d'occasion ? L'essentiel est de mesurer la rigidité statique et de contrôler l'état du cône interne. Le niveau sonore des roulements à la vitesse maximale et l'analyse des vibrations résiduelles peuvent révéler une fin de vie imminente du jeu de roulements avant même que le défaut ne se manifeste sur la qualité de la pièce.