
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Liste Grille
1234Aléseuse horizontale
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
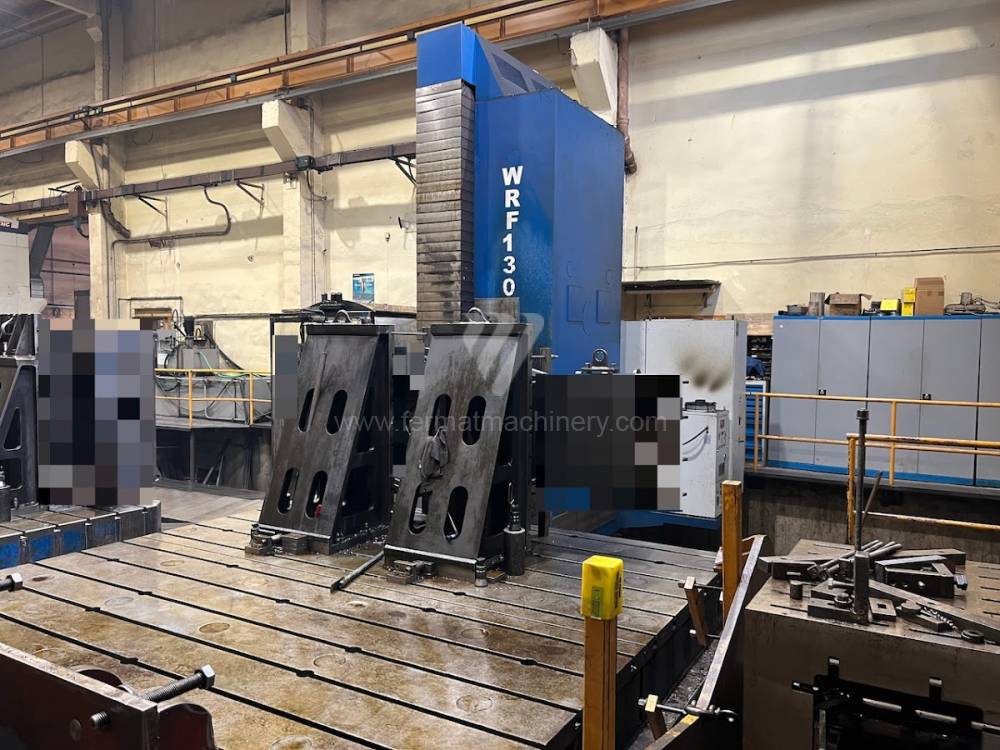 |
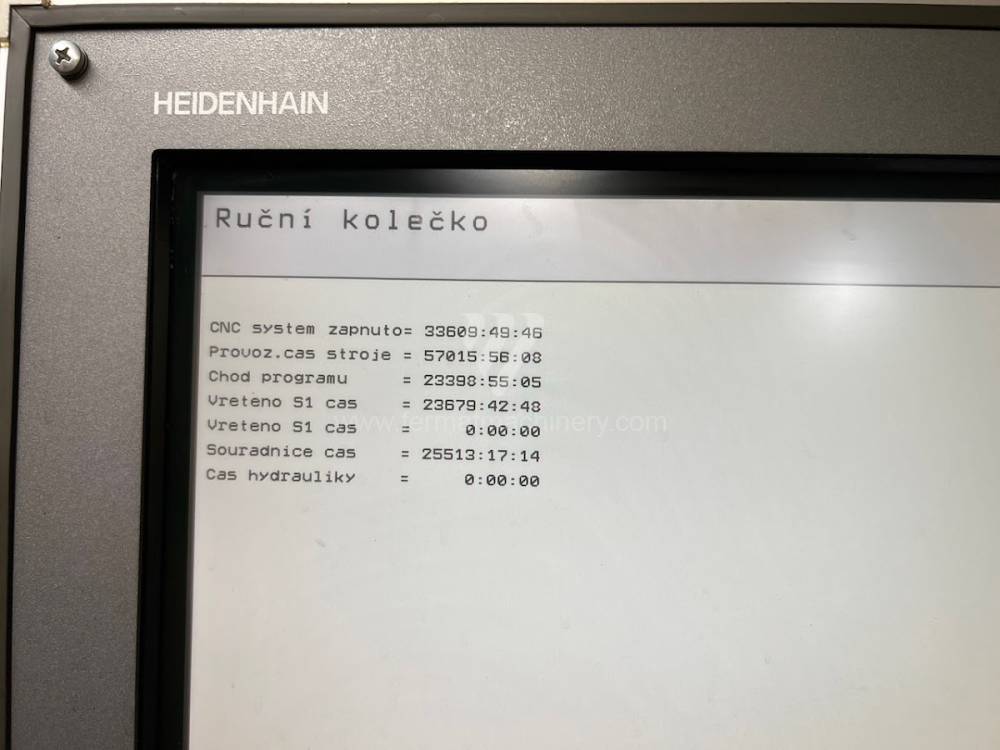
WRF 130 CNC |
231250 | Fermat | 2008 | Système de contrôle Heidenhain: TNC 530 Diametre de travaille de broche: 130 mm Course X: 8000 mm Course Y: 3000 mm Vitesse de broche: 10 - 3000 /min. Extension du curseur (W): 730 mm |
|
 |
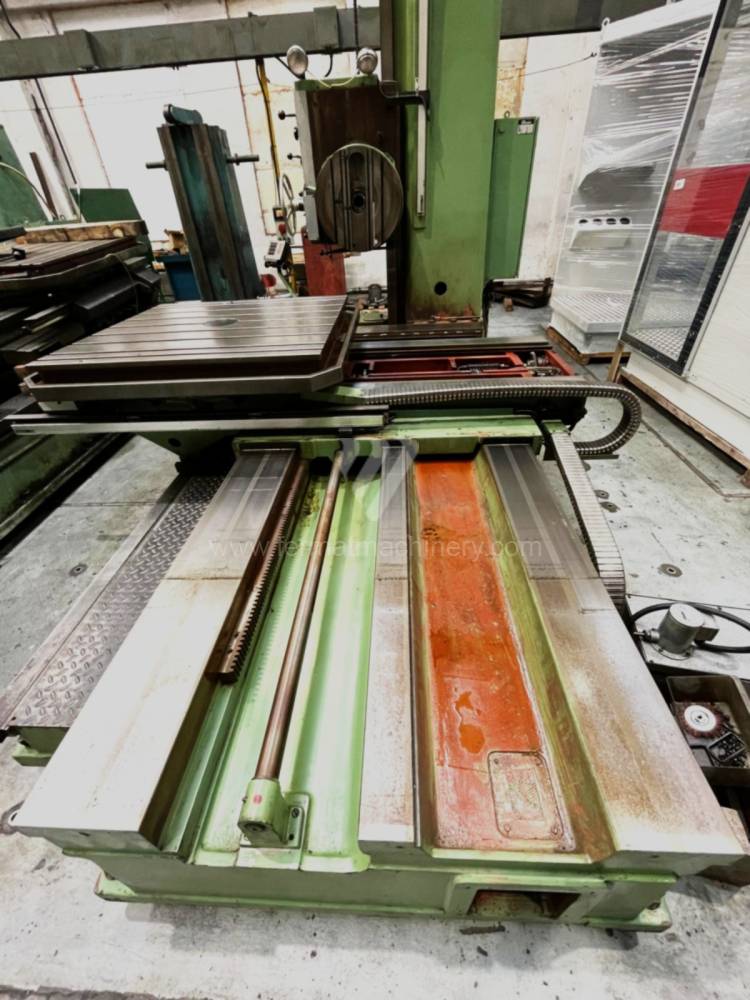
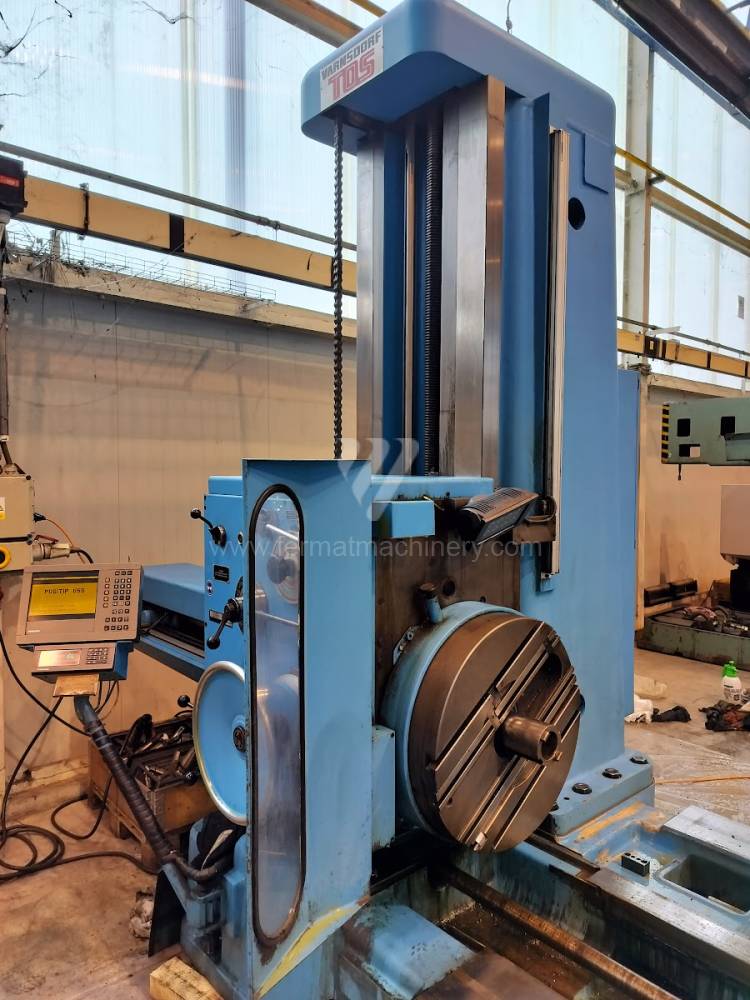
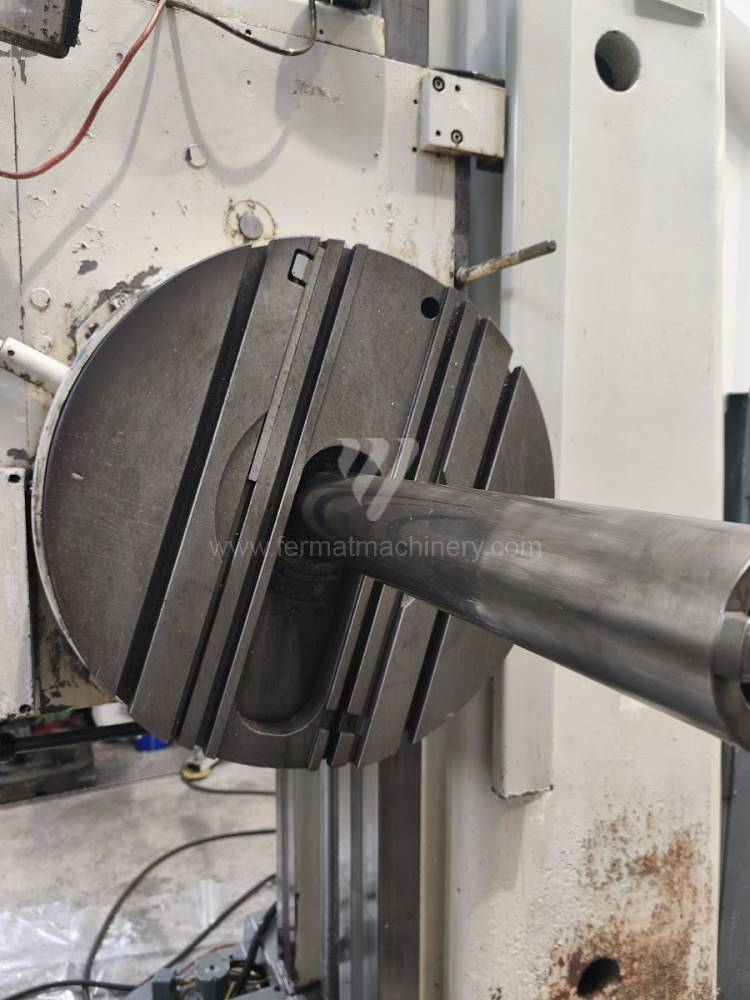
W 100 A |
241881 | TOS Varnsdorf | 1992 | Diametre de travaille de broche: 100 mm Course X: 1500 mm Course Y: 1250 mm Vitesse de broche: 7 - 1120 /min. Refroidissement par axe: NON Extension du curseur (W): mm |
|
 |
W 100 A |
191457 | TOS Varnsdorf | Diametre de travaille de broche: 100 mm Course X: 1600 mm Course Y: 1120 mm Vitesse de broche: 7 - 1120 /min. Refroidissement par axe: NON Extension du curseur (W): 900 mm |
||
 |
W 100 A |
251737 | TOS Varnsdorf | 1995 | Diametre de travaille de broche: 100 mm Course X: 1600 mm Course Y: 1120 mm Vitesse de broche: 0 - 1120 /min. Refroidissement par axe: NON Extension du curseur (W): 900 mm |
|
 |
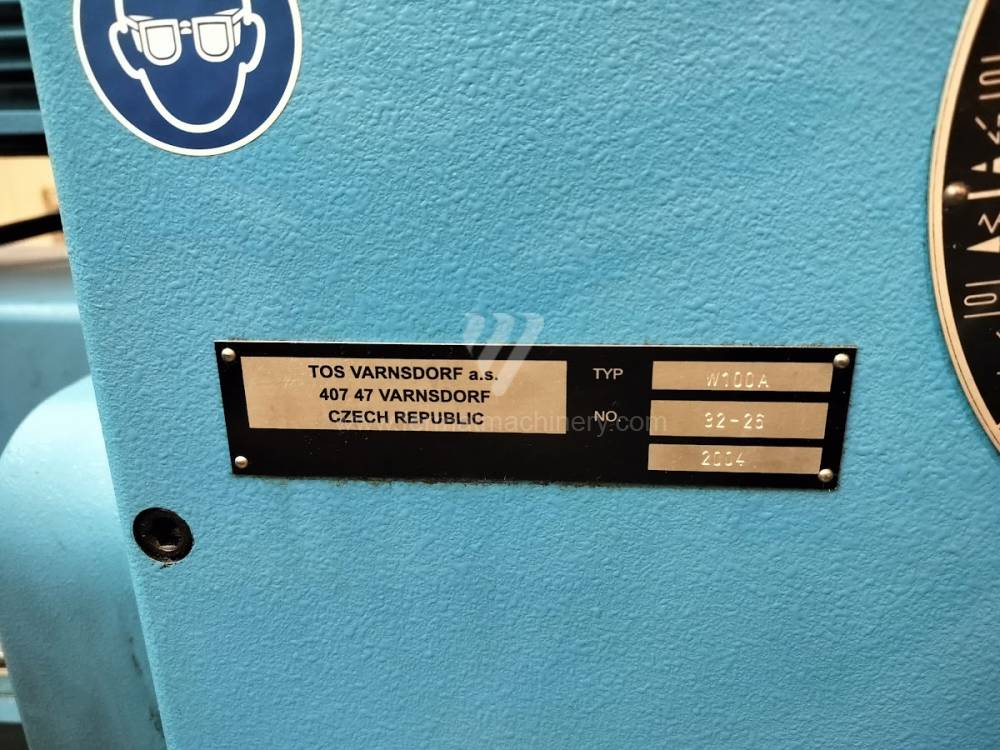
W 100 A |
251853 | TOS Varnsdorf | 2004 | Diametre de travaille de broche: 100 mm Course X: 1600 mm Course Y: 1120 mm Vitesse de broche: 0 - 1120 /min. Refroidissement par axe: NON Extension du curseur (W): 900 mm |
|
 |
40T |
182013 | Lucas | 2018 | Système de contrôle Fanuc: 0i-MF Diametre de travaille de broche: 130 mm Course X: 3657 mm Course Y: 3048 mm Vitesse de broche: 10 - 3000 /min. Refroidissement par axe: OUI |
|
 |
W 100 A |
241676 | TOS Varnsdorf | 1991 | Diametre de travaille de broche: 100 mm Course X: 1600 mm Course Y: 1120 mm Vitesse de broche: 0 - 1200 /min. Refroidissement par axe: NON Extension du curseur (W): 900 mm |
|
 |
W 100 |
261172 | TOS Varnsdorf | 1976 | Diametre de travaille de broche: 100 mm Course X: 1000 mm Course Y: 700 mm Vitesse de broche: 0 - 1200 /min. Refroidissement par axe: NON Extension du curseur (W): 900 mm |
|
 |
WHN 9 B CNC |
192075 | TOS Varnsdorf | 1982 | Système de contrôle Mefi: CNC 859 Diametre de travaille de broche: 90 mm Course X: 1250 mm Course Y: 900 mm Vitesse de broche: 10 - 1100 /min. Refroidissement par axe: NON |
|
 |
W 75 |
261173 | TOS Varnsdorf | 1996 | Diametre de travaille de broche: 75 mm Course X: 1250 mm Course Y: 900 mm Vitesse de broche: 18 - 1800 /min. Refroidissement par axe: NON Extension du curseur (W): 560 mm |
|
 |
H 63 A |
261210 | TOS Varnsdorf | 1963 | Diametre de travaille de broche: 63 mm Course X: 1050 mm Course Y: 610 mm Vitesse de broche: 8 - 1400 /min. Refroidissement par axe: NON Extension du curseur (W): 560 mm |
|
 |
WH 10 NC |
251656 | TOS Varnsdorf | 1991 | Système de contrôle Tesla: NS 670 Diametre de travaille de broche: 100 mm Course X: 1250 mm Course Y: 900 mm Vitesse de broche: 16 - 1250 /min. Refroidissement par axe: NON |
|
 |
WFT 13 |
261140 | Fermat | 2015 | Système de contrôle Heidenhain: TNC 530 Diametre de travaille de broche: 130 mm Course X: 3000 mm Course Y: 2000 mm Vitesse de broche: 10 - 3000 /min. Refroidissement par axe: OUI |
|
 |
HWC |
261168 | DEFUM | 1957 | Diametre de travaille de broche: 110 mm Course X: 1200 mm Course Y: 1150 mm Vitesse de broche: 8 - 1250 /min. Refroidissement par axe: NON Extension du curseur (W): 850 mm |
|
 |
TOS WH 63/80 |
261169 | TOS Varnsdorf | 1971 | Diametre de travaille de broche: 80 mm Course X: 1250 mm Course Y: 900 mm Vitesse de broche: 18 - 1800 /min. Refroidissement par axe: NON Extension du curseur (W): 710 mm |
|
 |
WHQ 13 CNC |
261063 | TOS Varnsdorf | 2012 | Système de contrôle Heidenhain: TNC 530 Diametre de travaille de broche: 130 mm Course X: 5000 mm Course Y: 3000 mm Vitesse de broche: 0 - 3000 /min. Refroidissement par axe: OUI |
|
 |
BFT 90/3 |
261166 | UNION | 1990 | Diametre de travaille de broche: 102 mm Course X: 1600 mm Course Y: 1250 mm Vitesse de broche: 8 - 1600 /min. Refroidissement par axe: NON Extension du curseur (W): 710 mm |
|
 |
W 100 A |
261067 | TOS Varnsdorf | Diametre de travaille de broche: 100 mm Course X: 1600 mm Course Y: 1120 mm Vitesse de broche: 7 - 1120 /min. Refroidissement par axe: NON Extension du curseur (W): 900 mm |
||
 |
441B-72 |
251248 | Lucas | 1967 | Diametre de travaille de broche: 100 mm Course X: 1500 mm Course Y: 1200 mm Vitesse de broche: 15 - 1550 /min. Refroidissement par axe: NON Extension du curseur (W): 600 mm |
|
 |
WHQ 105 CNC |
251830 | TOS Varnsdorf | 2015 | Système de contrôle Siemens: Sinumerik 840 D Diametre de travaille de broche: 105 mm Course X: 1800 mm Course Y: 1600 mm Vitesse de broche: 0 - 3300 /min. Refroidissement par axe: OUI |
|
 |
HWC-P 110 |
261135 | DEFUM | 1967 | Diametre de travaille de broche: 110 mm Course X: 2400 mm Course Y: 1750 mm Vitesse de broche: 10 - 300 /min. Refroidissement par axe: NON Extension du curseur (W): 800 mm |
|
 |
W 9 |
241843 | TOS Varnsdorf | 1975 | Diametre de travaille de broche: 90 mm Course X: 1000 mm Course Y: 900 mm Vitesse de broche: 0 - 1400 /min. Refroidissement par axe: NON Extension du curseur (W): 710 mm |
|
 |
AFP 180 |
221138 | Titan | 2009 | Système de contrôle Fanuc: Fanuc 32i Diametre de travaille de broche: 180 mm Course X: 9130 mm Course Y: 3980 mm Déplacement de travaille Z: 1900 mm/min Axe W: 1200 mm |
|
 |
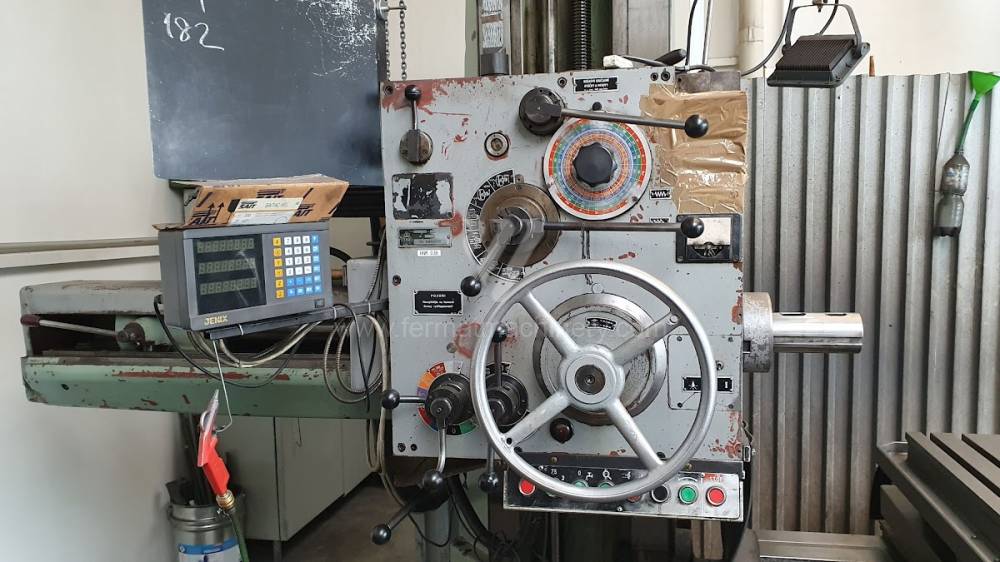
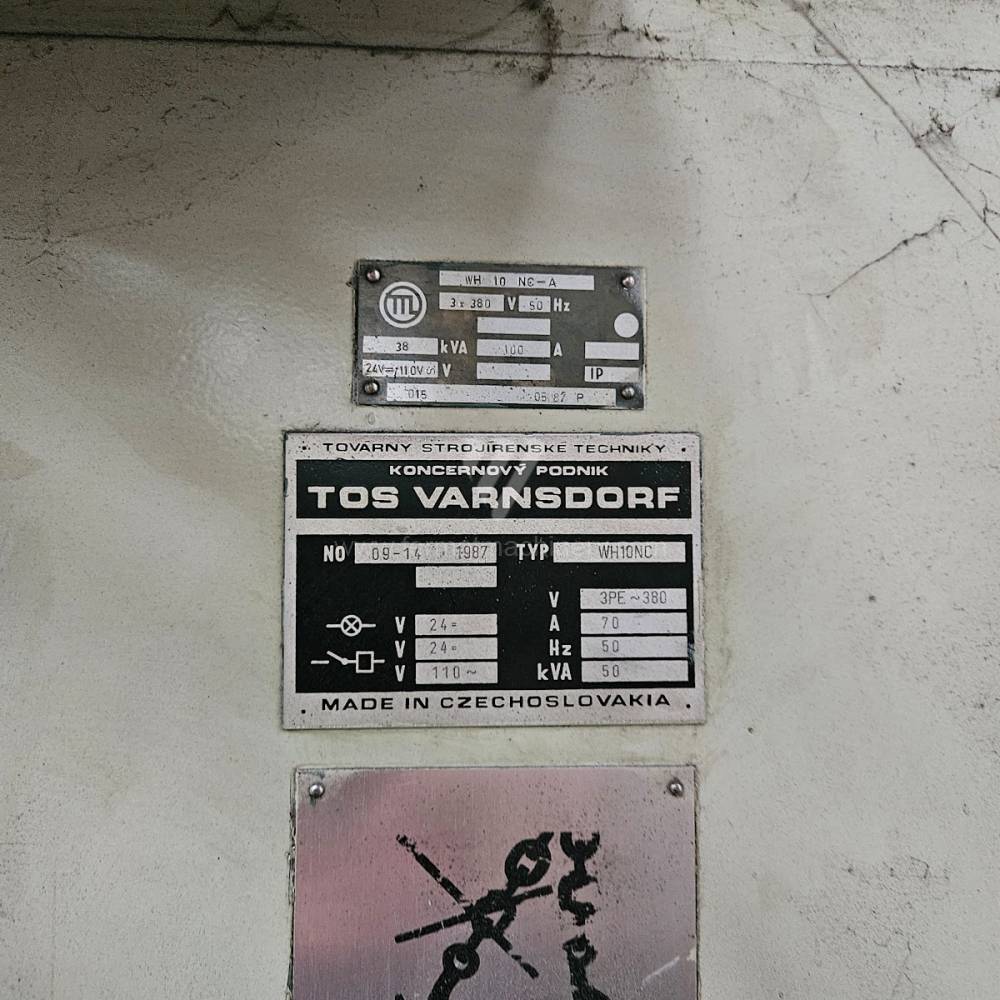
WH 10 NC |
241423 | TOS Varnsdorf | 1987 | Diametre de travaille de broche: 100 mm Course X: 1130 mm Course Y: 1250 mm Vitesse de broche: 16 - 1500 /min. Refroidissement par axe: NON Extension du curseur (W): 650 mm |
|
 |
WH 10 CNC |
251364 | TOS Varnsdorf | Système de contrôle Heidenhain: TNC 620 Diametre de travaille de broche: 100 mm Course X: 1250 mm Course Y: 1030 mm Vitesse de broche: 16 - 2500 /min. Refroidissement par axe: NON |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
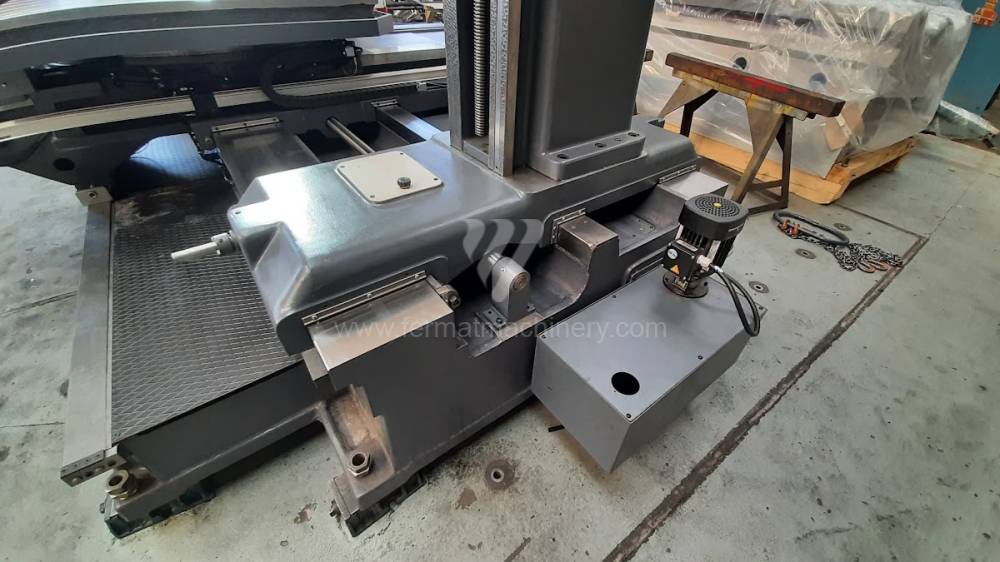
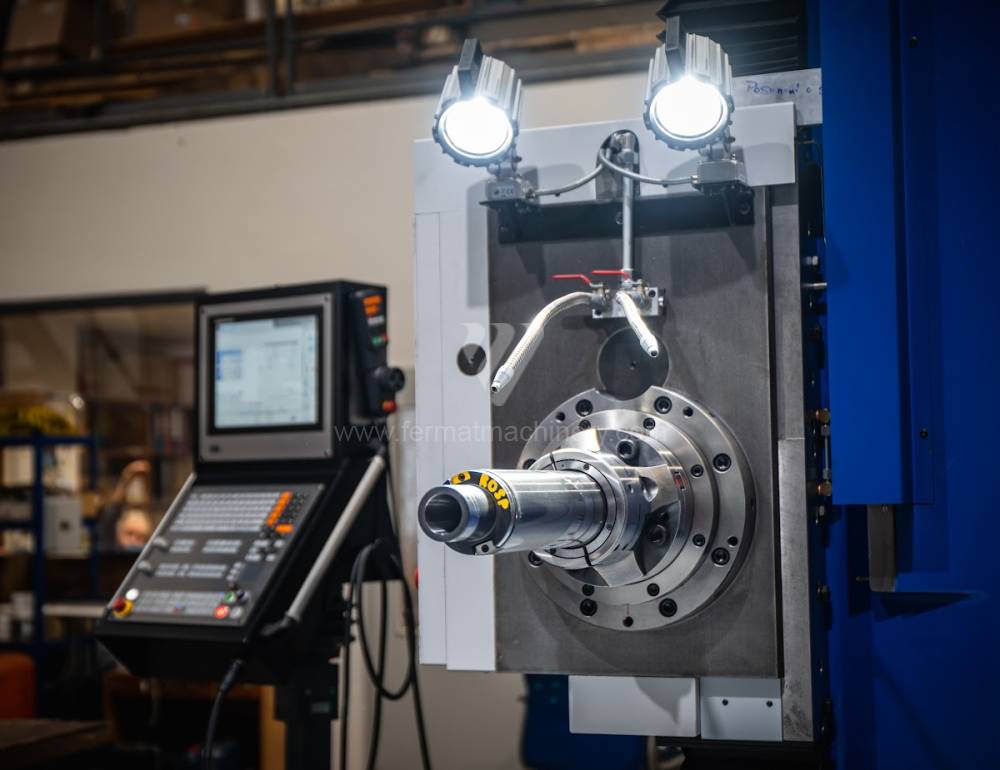
Horizontal boring machines are universal machines used for machining of complex products. These borers are mainly used for small batch production. For one workpiece clamping, the operation can be performed from up to five sides, either simultaneously or sequentially. A large number of standard and special accessories are available for horizontal boring machines. This makes boring machines suitable not only for boring, but also for drilling, turning, milling and other operations.
Horizontal boring machines can be divided into several types, such as: table, cross, plate, coordinate. Can be divided also according to the type of control - conventional (without system), or CNC controlled.
Table type boring machines
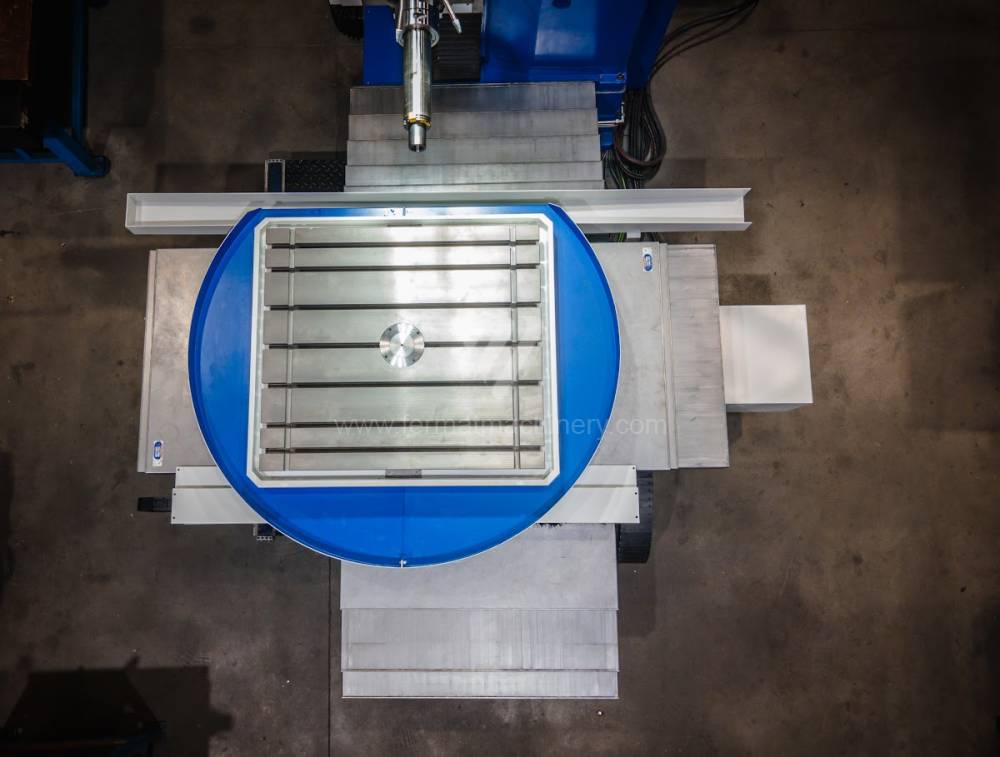
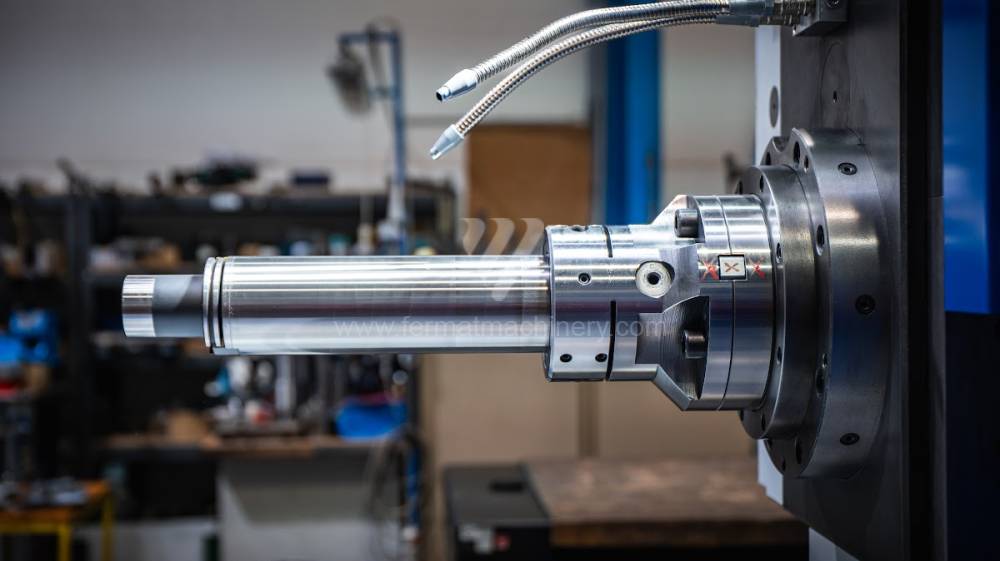
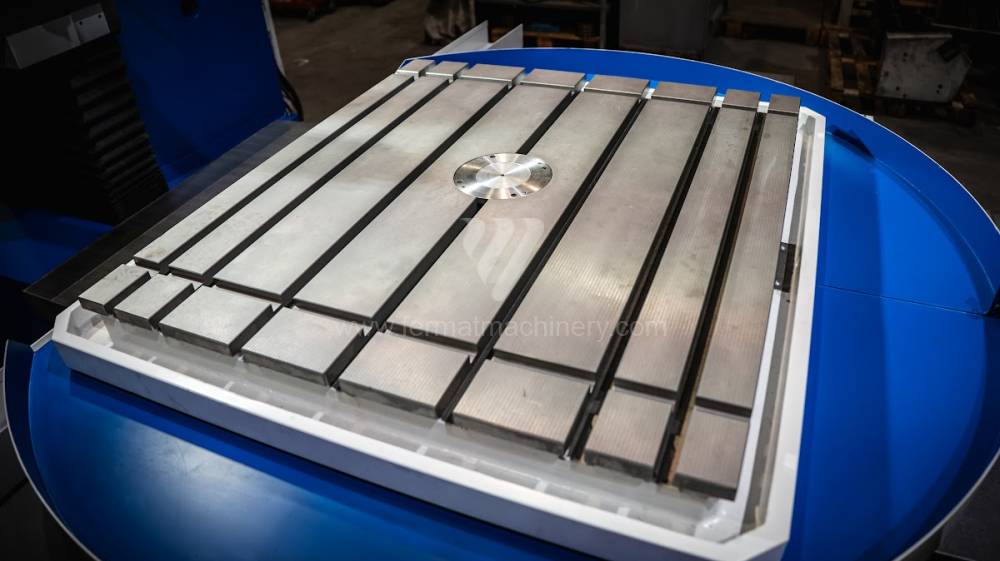
Table boring machines are equipped with a movable table that moves in one or two axes. Depending on this, boring machines are further divided into cross-construction or T-construction. The table is usually rotary (B axis), which allows four sides of the workpiece to be machined in one clamp. However, if the machine is equipped with an angle head (A and C axes) and the workpiece does not exceed the dimensions of the machine, five sides can be machined in one clamp. The boring milling machines differ from the table milling machines in particular by the extendable spindle (W axis). Higher series often also have a movable headstock (V axis).
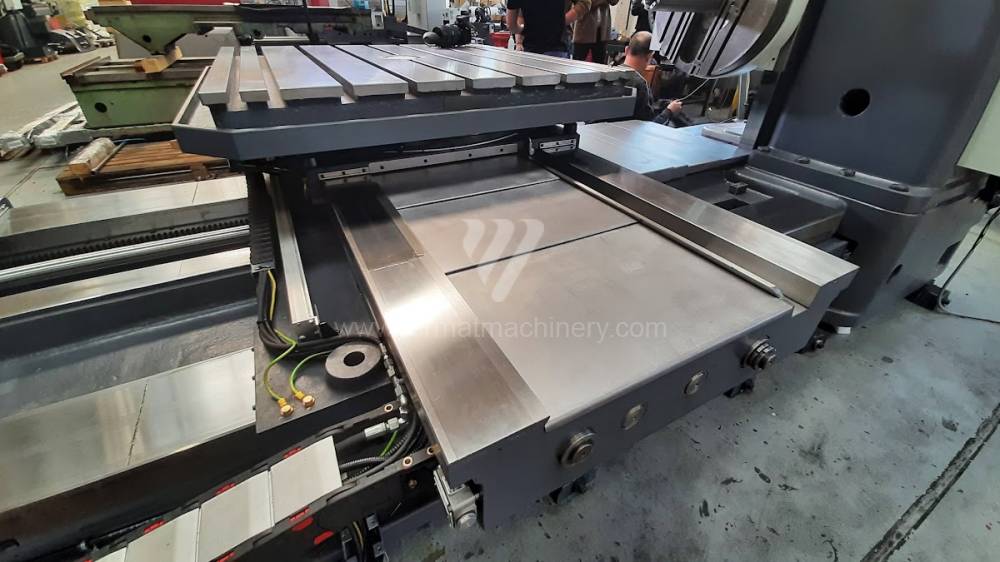
Cross-construction
The cross design is usually used on compact machines with a table capacity up to 5 tonnes, where the table moves in two mutually perpendicular axes (X,Z). These machines are usually lighter and less demanding to build the base, but are limited not only by the travel, but also by the capabilities of the stand and spindle. The diameter of the spindle here is usually between 75 and 125 mm.
T-construction
The T-design is a more rigid machine with a table capacity of up to 25 tonnes and longer axis travel, with the table moving only in the transverse axis towards the spindle (X), while the stand moves in the longitudinal axis (Z) towards the table. The diameter of the boring spindle is usually between 100 and 160 mm due to the heavier and bulkier workpieces.
Floor type boring machines
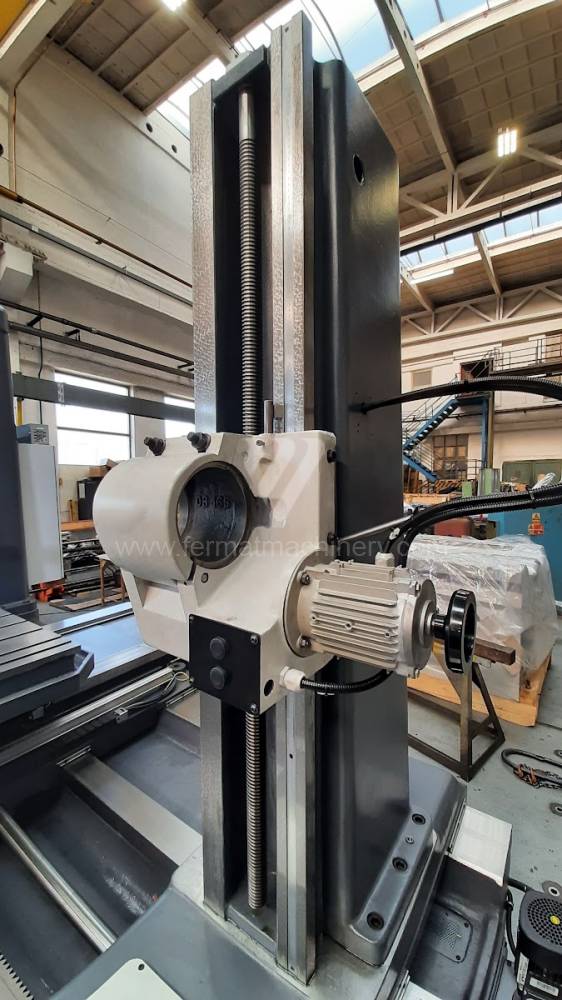
These kinds of boring machines are suitable and used for machining of the largest workpieces. Headstock is moving along the vertical guide of the column and column itself is moving along the bed perpendicular to the axis of the spindle. The workpiece is clamped immovably on a cast-iron floor plate equipped with T-slots. If this floor type boring machine is equipped with a rotary table which is movable in the direction of the spindle axis, the number of controlled axes increases. Such boring machines mainly have a boring spindle diameter of 130-315 mm.
Coordinate boring machines
So-called coordinate boring machines are used for machining precise holes. Its design is affected by the requirements for very high accuracy of all movements, good dynamics and the best possible temperature stability. There are two types of these machines. One-column borer with horizontal or vertical spindle axis (this is for smaller sizes of workpieces that are clamped on a cross table) and two column borer with one or more vertical spindles. Workpiece is clamped on a longitudinal table, which is in between two columns along which the crosspiece carrying the work headstock moves. An optical system is usually used for measuring. More modern machines are then equipped with a CNC control system.
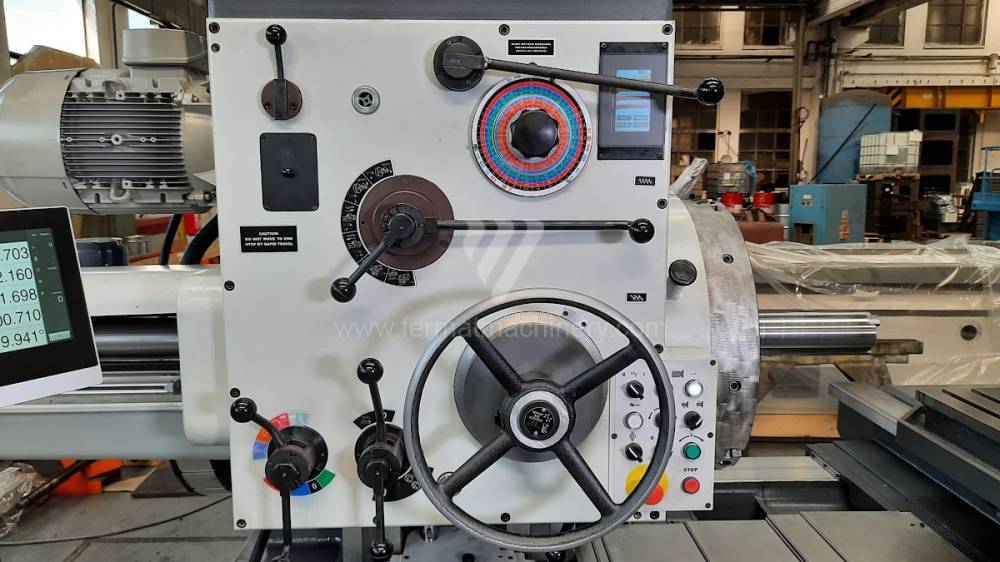
All types of horizontal boring machines are conventional or CNC controlled. Among the most popular producers of CNC systems are Heidenhain, Siemens, Fanuc, Fagor.
Horizontal boring machines can be also equipped with automatic tool change which is primarily used for storage of tool holders, its manipulation and positioning without participation of human factor.
Among the main and most popular manufacturers of boring mills we have to mention: FERMAT, TOS, ŠKODA, PAMA, UNION, JUARISTI, SCHARMANN, KURAKI, WOTAN.