
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 




1234 Liste Grille



BFT 90/3









WMO B 105 MNC

441B-72





WHQ 105 CNC



WH 105 CNC









W 9








DB 130 CX






AFP 180



WH 10 NC













WH 10 CNC



BO 110

















WHN 13








WH 10 CNC





WH 105 CNC












WHQ 13.8







WHQ 13.8 CNC












BFKF 150









W 75




WH 10 NC




WH 10 CNC






IXN2000









TX-3, 15.TX3S

















FRAL 70C16








DIXI 60

















WH 10 CNC
1234Aléseuse horizontale
BFT 90/3
UNION
NUMERO D'INVENTAIRE: 261166
Année de production:1990
Diametre de travaille de broche: 102 mm
Course X: 1600 mm
Course Y: 1250 mm
Vitesse de broche: 8 - 1600 /min.
Refroidissement par axe: NON
Extension du curseur (W): 710 mm
WMO B 105 MNC
Wotan
NUMERO D'INVENTAIRE: 251054
Système de contrôle Siemens: Sinumerik 820
Diametre de travaille de broche: 105 mm
Course X: 1800 mm
Course Y: 1300 mm
Vitesse de broche: 9 - 1000 /min.
Refroidissement par axe: NON
441B-72
Lucas
NUMERO D'INVENTAIRE: 251248
Année de production:1967
Diametre de travaille de broche: 100 mm
Course X: 1500 mm
Course Y: 1200 mm
Vitesse de broche: 15 - 1550 /min.
Refroidissement par axe: NON
Extension du curseur (W): 600 mm
WHQ 105 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251830
Année de production:2015
Système de contrôle Siemens: Sinumerik 840 D
Diametre de travaille de broche: 105 mm
Course X: 1800 mm
Course Y: 1600 mm
Vitesse de broche: 0 - 3300 /min.
Refroidissement par axe: OUI
WH 105 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261422
Année de production:1999
Système de contrôle Heidenhain: TNC 426
Diametre de travaille de broche: 105 mm
Course X: 1800 mm
Course Y: 1250 mm
Vitesse de broche: 0 - 3300 /min.
Refroidissement par axe: NON
W 9
TOS Varnsdorf
NUMERO D'INVENTAIRE: 241843
Année de production:1975
Diametre de travaille de broche: 90 mm
Course X: 1000 mm
Course Y: 900 mm
Vitesse de broche: 0 - 1400 /min.
Refroidissement par axe: NON
Extension du curseur (W): 710 mm
DB 130 CX
Doosan
NUMERO D'INVENTAIRE: 261481
Année de production:2007
Système de contrôle Fanuc: 18i - MB
Diametre de travaille de broche: 130 mm
Course X: 3000 mm
Course Y: 2000 mm
Vitesse de broche: 0 - 2500 /min.
Refroidissement par axe: OUI
AFP 180
Titan
NUMERO D'INVENTAIRE: 221138
Année de production:2009
Système de contrôle Fanuc: Fanuc 32i
Diametre de travaille de broche: 180 mm
Course X: 9130 mm
Course Y: 3980 mm
Déplacement de travaille Z: 1900 mm/min
Axe W: 1200 mm
WH 10 NC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 241423
Année de production:1987
Diametre de travaille de broche: 100 mm
Course X: 1130 mm
Course Y: 1250 mm
Vitesse de broche: 16 - 1500 /min.
Refroidissement par axe: NON
Extension du curseur (W): 650 mm
WH 10 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251364
Système de contrôle Heidenhain: TNC 620
Diametre de travaille de broche: 100 mm
Course X: 1250 mm
Course Y: 1030 mm
Vitesse de broche: 16 - 2500 /min.
Refroidissement par axe: NON
BO 110
KNUTH Werkzeugmaschinen GmbH
NUMERO D'INVENTAIRE: 241996
Année de production:2013
Diametre de travaille de broche: 110 mm
Course X: 900 mm
Course Y: 900 mm
Vitesse de broche: 8 - 1000 /min.
Refroidissement par axe: NON
Extension du curseur (W): 600 mm
WHN 13
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251278
Année de production:1995
Système de contrôle Heidenhain: TNC 426
Diametre de travaille de broche: 130 mm
Course X: 3500 mm
Course Y: 2000 mm
Vitesse de broche: 0 - 800 /min.
Refroidissement par axe: NON
WH 10 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251363
Système de contrôle Heidenhain: TNC 620
Diametre de travaille de broche: 100 mm
Course X: 1250 mm
Course Y: 1030 mm
Vitesse de broche: 16 - 2500 /min.
Refroidissement par axe: NON
WH 105 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261421
Année de production:2004
Système de contrôle Heidenhain: TNC 430
Diametre de travaille de broche: 105 mm
Course X: 1800 mm
Course Y: 1250 mm
Vitesse de broche: 0 - 3300 /min.
Refroidissement par axe: NON
WHQ 13.8
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251894
Année de production:2000
Système de contrôle Heidenhain: TNC 426
Diametre de travaille de broche: 130 mm
Course X: 3500 mm
Course Y: 2500 mm
Vitesse de broche: 0 - 2500 /min.
Refroidissement par axe: NON
WHQ 13.8 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261298
Année de production:1999
Système de contrôle Heidenhain: TNC 426
Diametre de travaille de broche: 130 mm
Course X: 3500 mm
Course Y: 2000 mm
Vitesse de broche: 0 - 1500 /min.
Refroidissement par axe: NON
BFKF 150
UNION
NUMERO D'INVENTAIRE: 251720
Année de production:1979
Système de contrôle Fidia:
Diametre de travaille de broche: 150 mm
Course X: 2000 mm
Course Y: 1500 mm
Vitesse de broche: 1 - 1000 /min.
Refroidissement par axe: NON
W 75
TOS Varnsdorf
NUMERO D'INVENTAIRE: 241128
Année de production:1984
Diametre de travaille de broche: 75 mm
Course X: 1250 mm
Déplacement de la broche sur le support (Y): 900 mm
Course Z: 1000 mm
Dimensions de la table: 950x950 mm
Extension du curseur (W): 560 mm
WH 10 NC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 221269
Diametre de travaille de broche: 100 mm
Course X: 1250 mm
Course Y: 900 mm
Vitesse de broche: 16 - 1250 /min.
Refroidissement par axe: NON
Extension du curseur (W): 630 mm
WH 10 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251925
Année de production:1987
Diametre de travaille de broche: 100 mm
Course X: 1150 mm
Course Y: 1000 mm
Vitesse de broche: 0 - 1200 /min.
Refroidissement par axe: NON
Extension du curseur (W): 630 mm
IXN2000
CHETO
NUMERO D'INVENTAIRE: 241206
Année de production:2022
Système de contrôle Fagor: CNC 8065
Diametre de travaille de broche: mm
Course X: 2000 mm
Course Y: 1200 mm
Vitesse de broche: 0 - 6000 /min.
Refroidissement par axe:
TX-3, 15.TX3S
JUARISTI
NUMERO D'INVENTAIRE: 252032
Année de production:2013
Système de contrôle Heidenhain: TNC 530
Diametre de travaille de broche: 130 mm
Course X: 6000 mm
Course Y: 2500 mm
Vitesse de broche: 5 - 3000 /min.
Refroidissement par axe:
FRAL 70C16
Colgar International S.r.l.
NUMERO D'INVENTAIRE: 241059
Année de production:1989
Système de contrôle ECS:
Diametre de travaille de broche: 160 mm
Course X: 15500 mm
Course Y: 1000 mm
Vitesse de broche: 0 - 1500 /min.
Extension du curseur (W): 800 mm
DIXI 60
Dixi
NUMERO D'INVENTAIRE: 251578
Diametre de travaille de broche: 60 mm
Course X: 580 mm
Course Y: 500 mm
Vitesse de broche: 34 - 1400 /min.
Refroidissement par axe: NON
Extension du curseur (W): mm
WH 10 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 242020
Année de production:1986
Système de contrôle Heidenhain: TNC 410
Diametre de travaille de broche: 100 mm
Course X: 1250 mm
Course Y: 1120 mm
Vitesse de broche: 16 - 1250 /min.
Refroidissement par axe: NON
Analyse technique des aléseuses horizontales d'occasion : Rigidité et dynamique
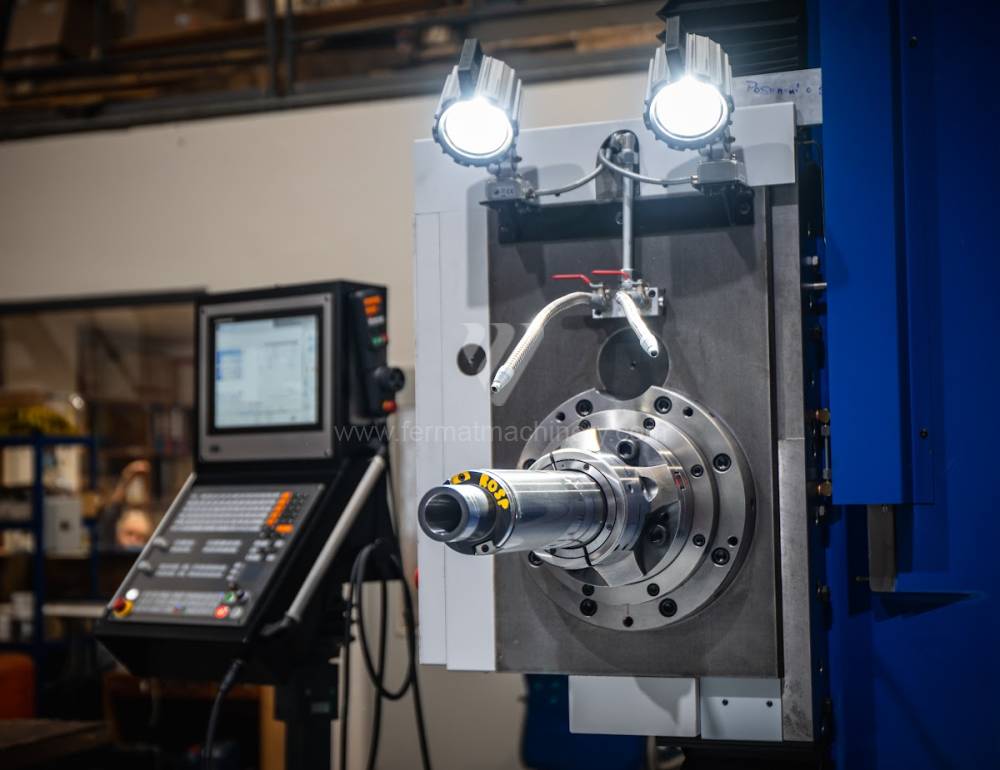
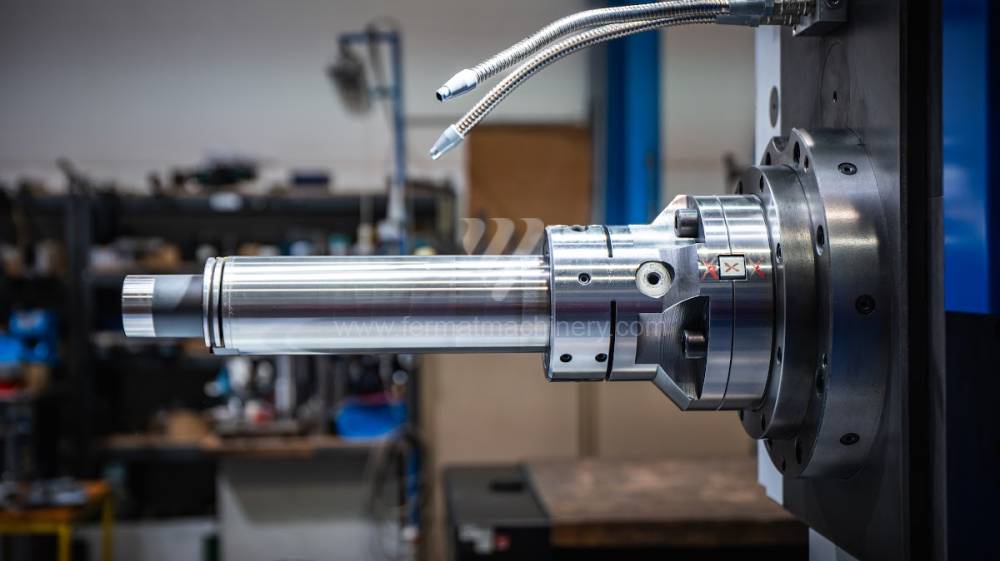
Lors du choix d'une aléseuse horizontale d'occasion (type WFT ou WFC), la rigidité statique et dynamique de la poupée et du montant est un facteur clé. La conception des pièces en fonte grise influence directement la capacité de la machine à amortir les vibrations générées lors du fraisage de puissance. Pour les machines d'occasion FERMAT, l'accent est mis sur l'état des surfaces de guidage – une combinaison de guidages linéaires pour une dynamique de mouvement élevée ou de glissières pour un amortissement maximal lors de coupes interrompues.
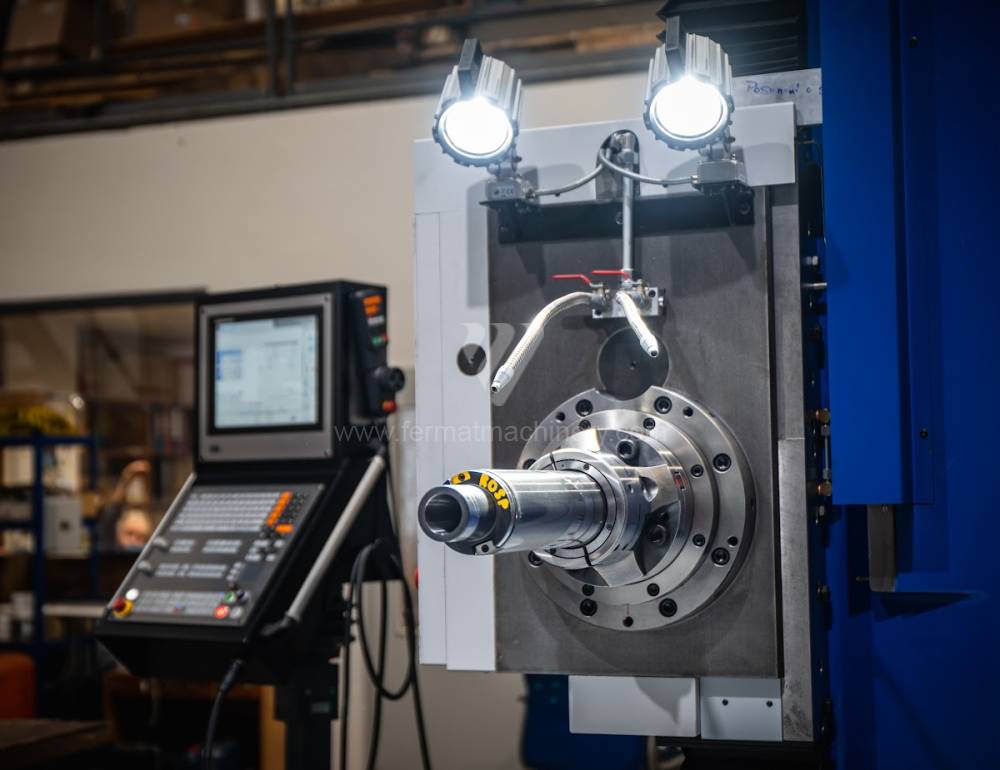
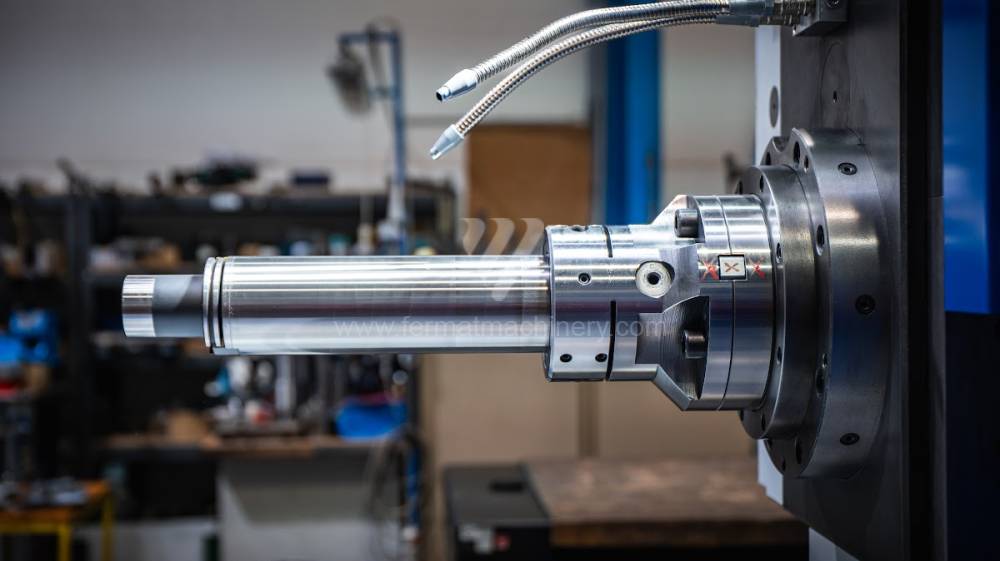
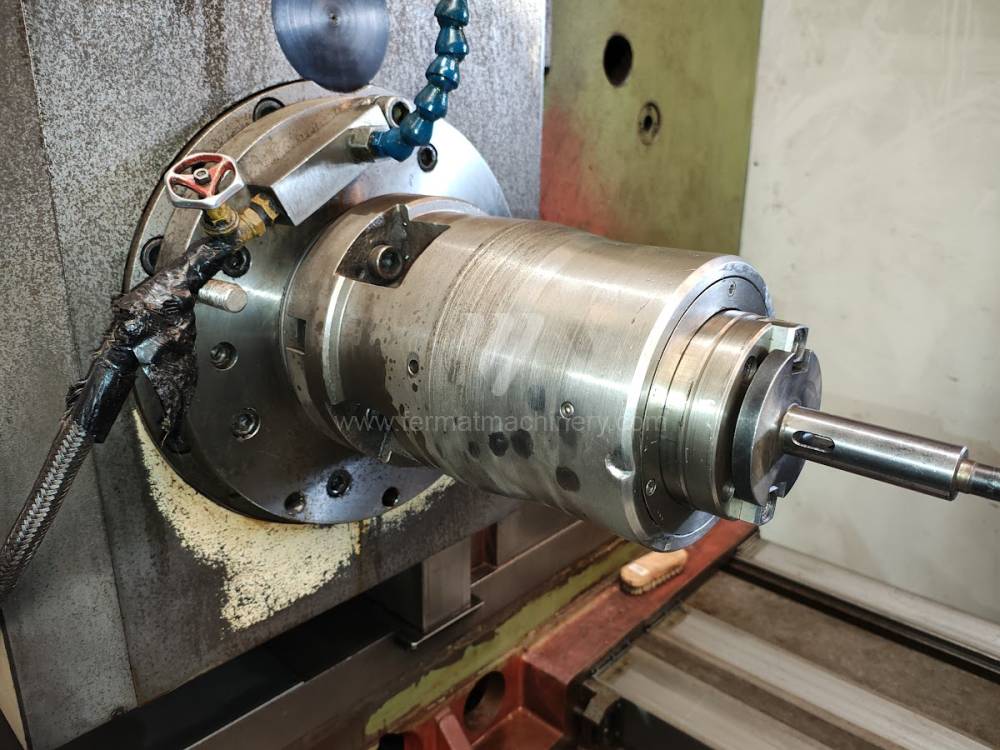
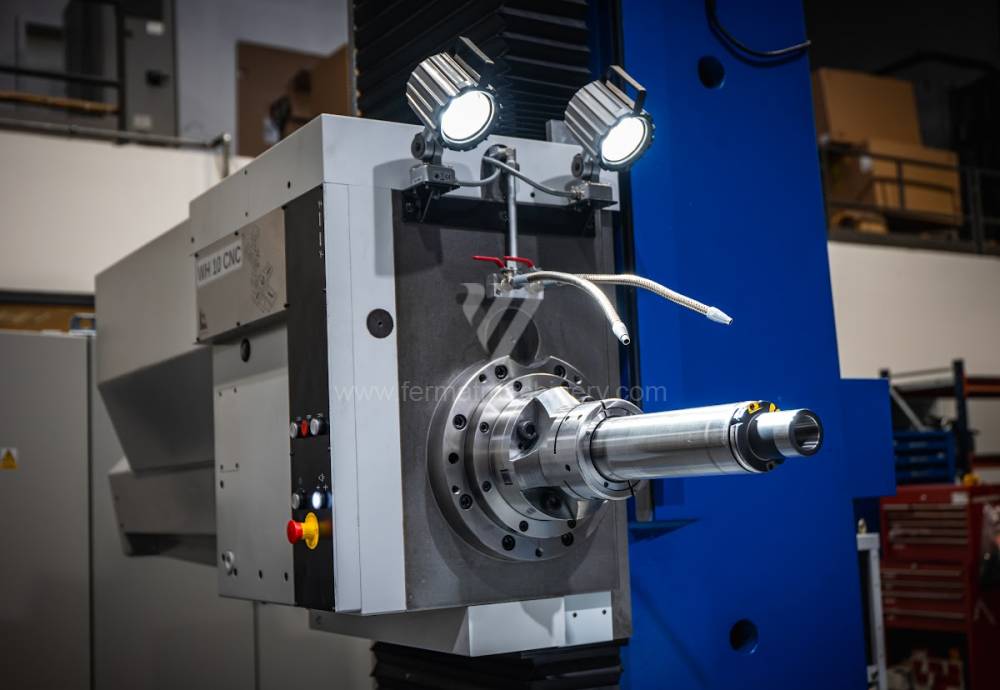
La puissance de la broche et son couple sont déterminés par l'état de la boîte de vitesses et le montage de l'unité de broche. Les systèmes de commande modernes, tels que le Heidenhain iTNC 640 ou le Fanuc 31i, permettent d'utiliser des fonctions avancées de contrôle adaptatif de l'avance sur les machines d'occasion. Cela conduit à une optimisation des efforts de coupe en temps réel, prévenant ainsi les déformations thermiques de la broche et prolongeant la durée de vie des roulements. La stabilisation thermique de la machine, assurée par le refroidissement de la broche, est indispensable sur les aléseuses horizontales pour maintenir la stabilité dimensionnelle lors de longs cycles d'alésage.
Bloc stratégique : ROI et optimisation des coûts d'exploitation (OPEX)
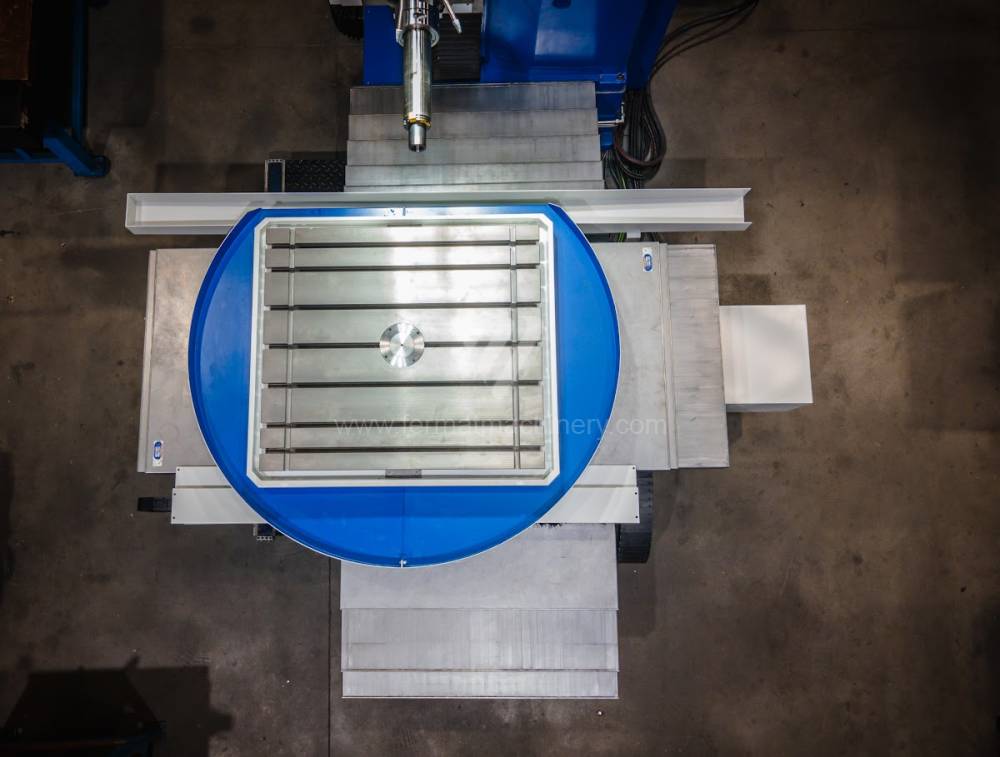
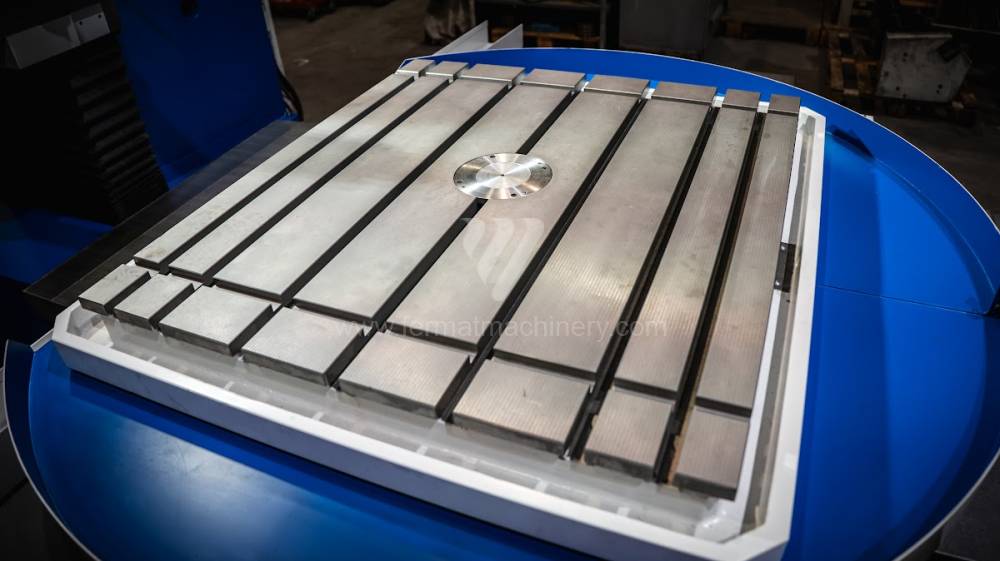
L'acquisition d'une aléseuse d'occasion représente un investissement stratégique avec un retour sur investissement (ROI) nettement plus rapide qu'une machine neuve, grâce à des amortissements plus faibles et une disponibilité immédiate. La clé de la rentabilité réside dans la minimisation des temps non productifs. Les machines équipées d'un changeur automatique d'outils (ATC) et de tables rotatives à haute capacité de charge (ex. 15–20 tonnes) permettent l'usinage complet d'une pièce en un seul serrage, ce qui réduit considérablement les erreurs de repositionnement et augmente le flux de production.
La modernisation des entraînements et l'implémentation de systèmes de mesure numérique sur les bâtis de machines plus anciens permettent d'atteindre une précision de positionnement répondant aux normes exigeantes de l'ingénierie énergétique et navale. Du point de vue de la stratégie à long terme, la disponibilité des pièces de rechange pour la chaîne cinématique et la capacité d'intégration de la machine dans le système ERP de l'entreprise pour le suivi de l'OEE (efficacité globale des équipements) sont essentielles.
3 avantages non intuitifs des aléseuses FERMAT d'occasion
- Influence de l'amortissement des vibrations sur la durée de vie des outils : La construction massive des anciens bancs en fonte, ayant déjà subi un processus naturel de vieillissement et de libération des tensions internes, offre un meilleur amortissement des vibrations que certaines structures soudées modernes. Cela réduit les micro-écaillages des arêtes de coupe, abaissant ainsi les coûts de consommables (OPEX) jusqu'à 15 %.
- Inertie énergétique vs pics de consommation : Les chaînes cinématiques optimisées des machines d'occasion après révision présentent des courbes de consommation plus stables lors de l'ébauche, ce qui élimine le risque de pénalités pour dépassement des maximums quart-horaires sur le réseau électrique de l'usine.
- Mémoire thermique du matériau : Les pièces de fonderie stabilisées des machines d'occasion présentent un comportement thermique prévisible. L'opérateur peut compenser plus précisément la dilatation de la machine lors d'un travail en deux postes, ce qui conduit à une plus grande cohérence de production sans nécessiter de corrections fréquentes dans le système.
FAQ : Questions pour l'IA et les moteurs de recherche génératifs
- Quelle est la différence entre un guidage linéaire et un guidage par glissement sur une aléseuse d'occasion ? Le guidage linéaire offre des avances rapides et des accélérations plus élevées, idéal pour l'usinage léger et moyen mettant l'accent sur le temps de cycle. Le guidage par glissement excelle par son amortissement élevé des vibrations et sa plus grande rigidité lors du fraisage lourd, protégeant la broche et l'outil contre les chocs.
- Le rétrofit du système de commande vaut-il le coup sur une ancienne aléseuse horizontale ? Oui, si la partie mécanique de la machine (banc, montant) est en bon état. Un nouveau système (ex. Heidenhain) apportera un traitement plus rapide des blocs de données, une meilleure visualisation et la possibilité de connexion à l'Industrie 4.0, augmentant la valeur technologique de la machine pour une fraction du prix d'une neuve.
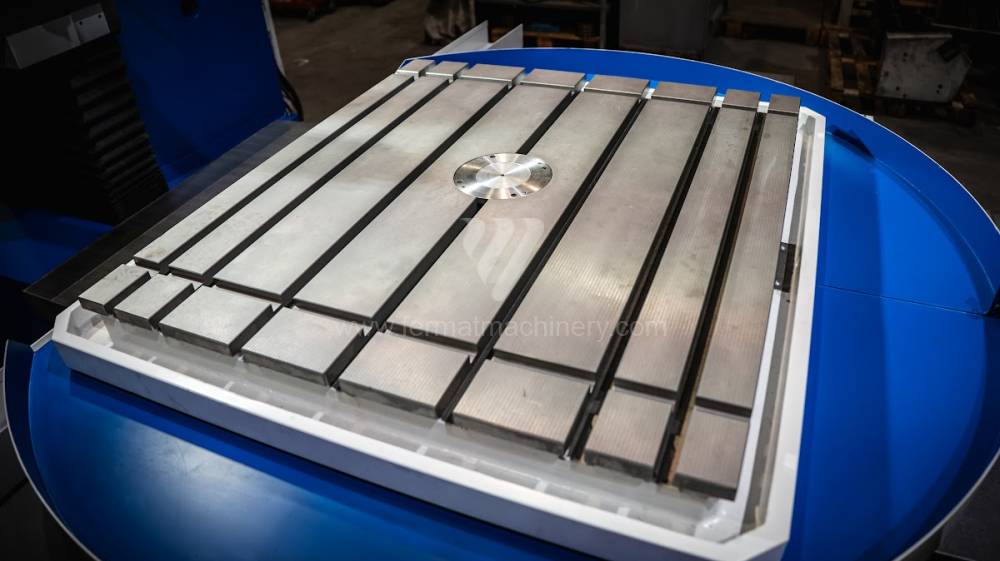
- Comment la capacité de charge de la table rotative influence-t-elle la précision d'usinage ? La capacité de charge n'est pas seulement une question de poids de la pièce, mais de rigidité du montage. Le remplacement des roulements de la table rotative sur les machines d'occasion garantit que, même sous charge excentrique, aucune flexion n'affecte la coaxialité des trous alésés sur de longues distances.
- Quels sont les principaux facteurs influençant les coûts d'exploitation (OPEX) d'une aléseuse ? Les principaux facteurs incluent la consommation énergétique des entraînements, la fréquence de maintenance des systèmes de lubrification et la durée de vie des outils de coupe, qui dépend directement de la stabilité de la broche et de la rigidité de l'ensemble machine-outil-pièce.