
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Lista Griglia


Lynx 300 M




GHT4-G4









BNA-42S




SL 30 L






GENOS L3000-e MYx1000








Talent 6/45








SPRINT 32-8








NL 2500 SY/700





SP 280 SY








ST 30 SSY











SL 2500M







HiTech 230 BL YMC
1234Tornio CNC multi-asse
Lynx 300 M
Doosan
Nr. di inventario: 261340
Anno di fabbricazione:2013
Sistema di controllo Fanuc: i Series
Diametro di rotazione: 370 mm
Lunghezza di rotazione: 712 mm
Alloggiamento trasversale: Sì
Asse Y: No
Contromandrino: No
GHT4-G4
GEMINIS
Nr. di inventario: 251931
Anno di fabbricazione:2015
Sistema di controllo Fagor: CNC 8055 TC
Diametro di rotazione: 800 mm
Lunghezza di rotazione: 4200 mm
Alloggiamento trasversale: No
Asse Y:
Contromandrino: No
BNA-42S
Citizen
Nr. di inventario: 261550
Anno di fabbricazione:2023
Sistema di controllo Fanuc: 0i - TD
Diametro di rotazione: 42 mm
Lunghezza di rotazione: 235 mm
Alloggiamento trasversale: Sì
Asse Y: Sì
Spostamento asse Y (Tornio): -+35 mm
SL 30 L
Haas Automation
Nr. di inventario: 261488
Anno di fabbricazione:2009
Sistema di controllo Haas:
Diametro di rotazione: 432 mm
Lunghezza di rotazione: 1524 mm
Alloggiamento trasversale: Sì
Asse Y: No
Contromandrino: No
GENOS L3000-e MYx1000
Okuma Corporation
Nr. di inventario: 261562
Anno di fabbricazione:2021
Sistema di controllo OKUMA: OSP-P300LA-e
Diametro di rotazione: 400 mm
Lunghezza di rotazione: 1020 mm
Alloggiamento trasversale: Sì
Asse Y: Sì
Spostamento asse Y (Tornio): +50/-50 mm
Talent 6/45
Hardinge Inc.
Nr. di inventario: 251138
Anno di fabbricazione:2004
Sistema di controllo Fanuc: 0i - TB
Diametro di rotazione: 281 mm
Lunghezza di rotazione: 381 mm
Alloggiamento trasversale: Sì
Asse Y: No
Contromandrino: No
SPRINT 32-8
DMG MORI
Nr. di inventario: 251952
Anno di fabbricazione:2022
Sistema di controllo Fanuc: 32i - B
Diametro di rotazione: 32 mm
Lunghezza di rotazione: 120 mm
Alloggiamento trasversale: No
Asse Y: Sì
Spostamento asse Y (Tornio): Y1 405 / Y2 135 mm
NL 2500 SY/700
MORI SEIKI
Nr. di inventario: 251491
Anno di fabbricazione:2011
Sistema di controllo Mitsubishi: MSX-850
Diametro di rotazione: 366 mm
Lunghezza di rotazione: 705 mm
Alloggiamento trasversale: Sì
Asse Y: Sì
Spostamento asse Y (Tornio): 100 mm
SP 280 SY
KOVOSVIT MAS, a.s.
Nr. di inventario: 261132
Anno di fabbricazione:2013
Sistema di controllo Siemens: Sinumerik 840 D
Diametro di rotazione: 280 mm
Lunghezza di rotazione: 490 mm
Alloggiamento trasversale: Sì
Asse Y: Sì
Spostamento asse Y (Tornio): 50 mm
ST 30 SSY
Haas Automation
Nr. di inventario: 261347
Anno di fabbricazione:2015
Sistema di controllo Haas:
Diametro di rotazione: 406 mm
Lunghezza di rotazione: 584 mm
Alloggiamento trasversale: Sì
Asse Y: Sì
Spostamento asse Y (Tornio): ±50,8 mm
SL 2500M
SMEC
Nr. di inventario: 261566
Anno di fabbricazione:2019
Sistema di controllo Siemens: Sinumerik 828 D
Diametro di rotazione: 650 mm
Lunghezza di rotazione: 497 mm
Alloggiamento trasversale: Sì
Asse Y: No
Contromandrino: No
HiTech 230 BL YMC
Hwacheon Machinery
Nr. di inventario: 251659
Anno di fabbricazione:2019
Sistema di controllo Siemens: Sinumerik 828 D
Diametro di rotazione: 400 mm
Lunghezza di rotazione: 584 mm
Alloggiamento trasversale: Sì
Asse Y: Sì
Spostamento asse Y (Tornio): +/-60 mm
Analisi tecnica: Integrazione cinematica e stabilità di processo
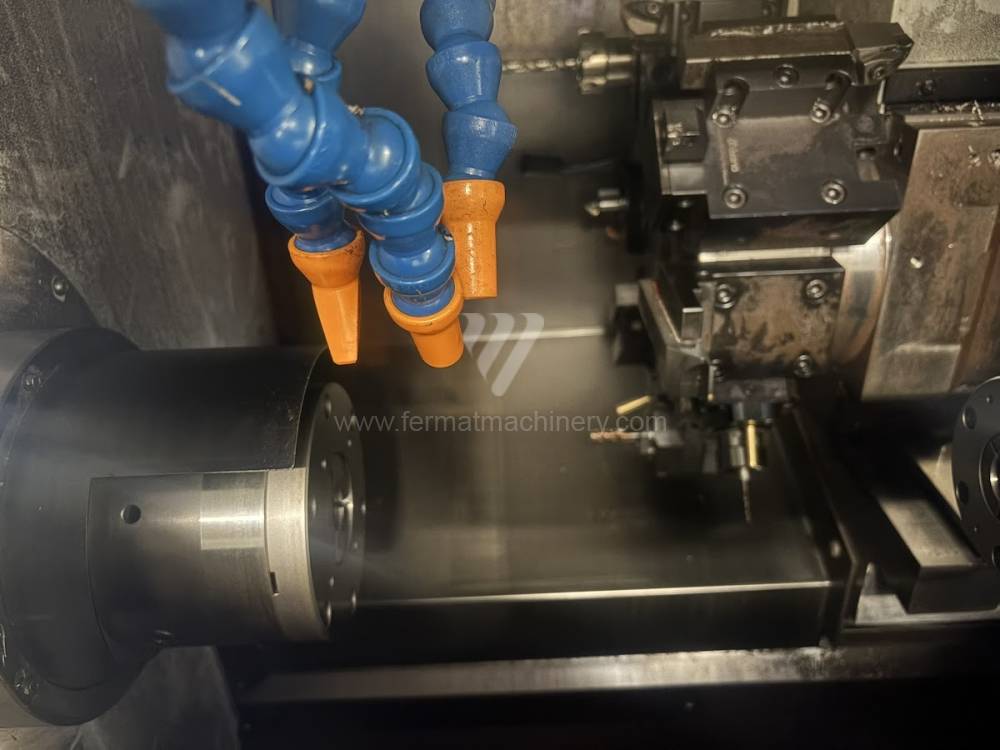
I torni multiasse (spesso definiti macchine Multi-Tasking) rappresentano l'apice tecnologico nell'efficienza della lavorazione. Il vantaggio principale di queste macchine, come le serie Mazak Integrex, Mori Seiki NT o Okuma Multus, è la capacità di completare un pezzo complesso in un unico bloccaggio (concetto Done-In-One). Nelle macchine usate, il fattore critico è la rigidità statica del mandrino di fresatura (asse B) e la precisione di sincronizzazione tra mandrino principale e contromandrino.
Parametri tecnici chiave e causalità:
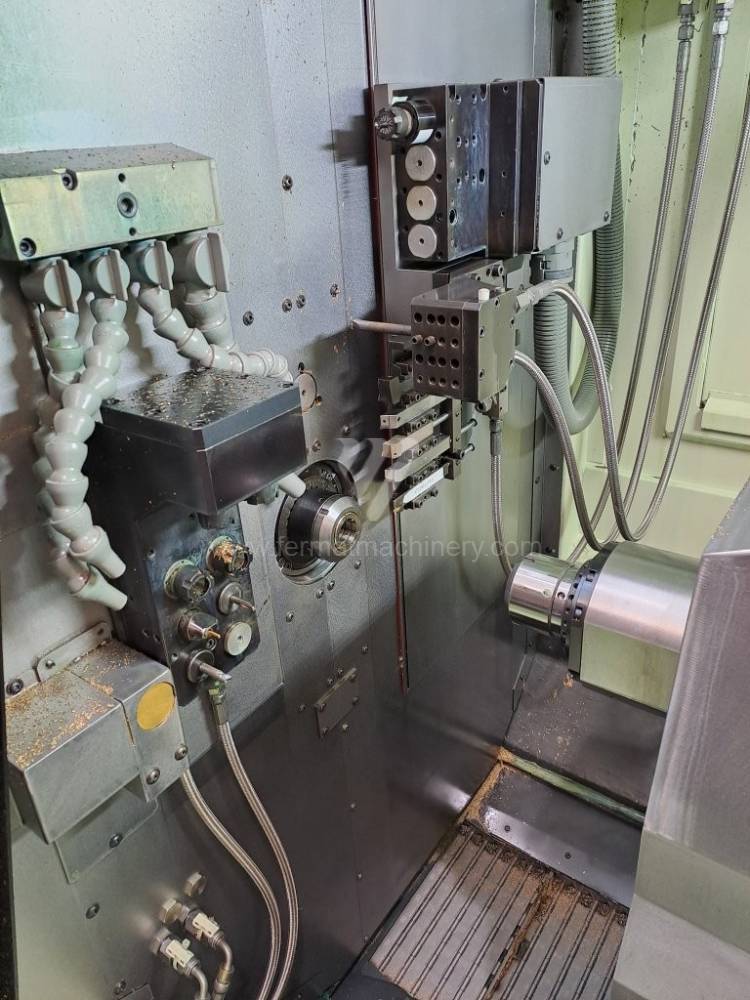
- Cinematica dell'asse B: Nei centri multiasse, il mandrino di fresatura è alloggiato su una testa girevole. Le macchine usate con un robusto ingranaggio (ad es. accoppiamento Hirth) in posizione bloccata assicurano una rigidità paragonabile alle fresatrici verticali, eliminando le vibrazioni durante la foratura eccentrica e la fresatura di superfici.
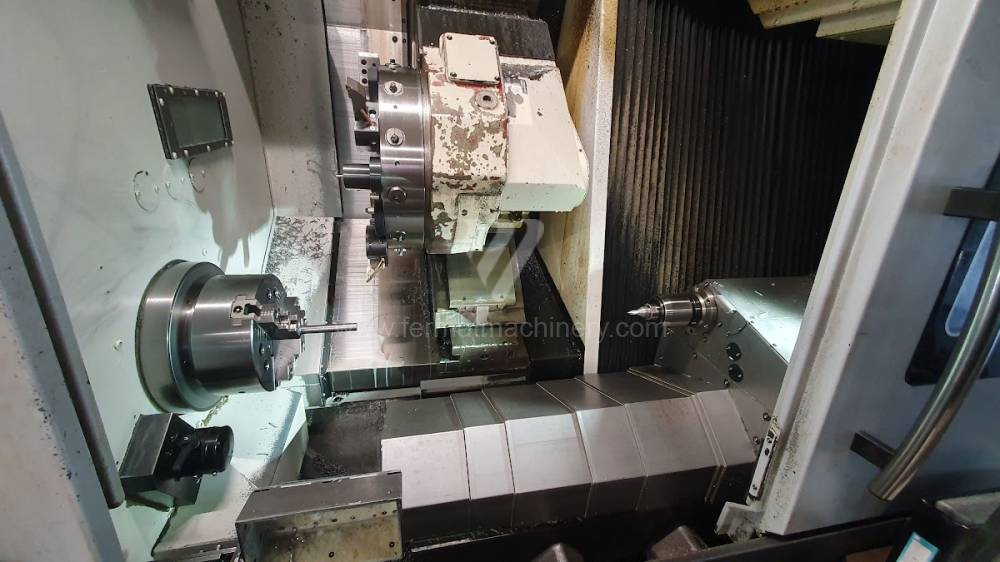
- Asse Y e corsa del carro: Una corsa sufficiente nell'asse Y (perpendicolare all'asse di rotazione) è fondamentale per la fresatura di cave e tasche fuori dall'asse centrale. La struttura in ghisa del bancale con slitte a croce assorbe meglio i carichi d'urto generati dalla fresatura con frese a spianare rispetto alle costruzioni moderne più leggere.
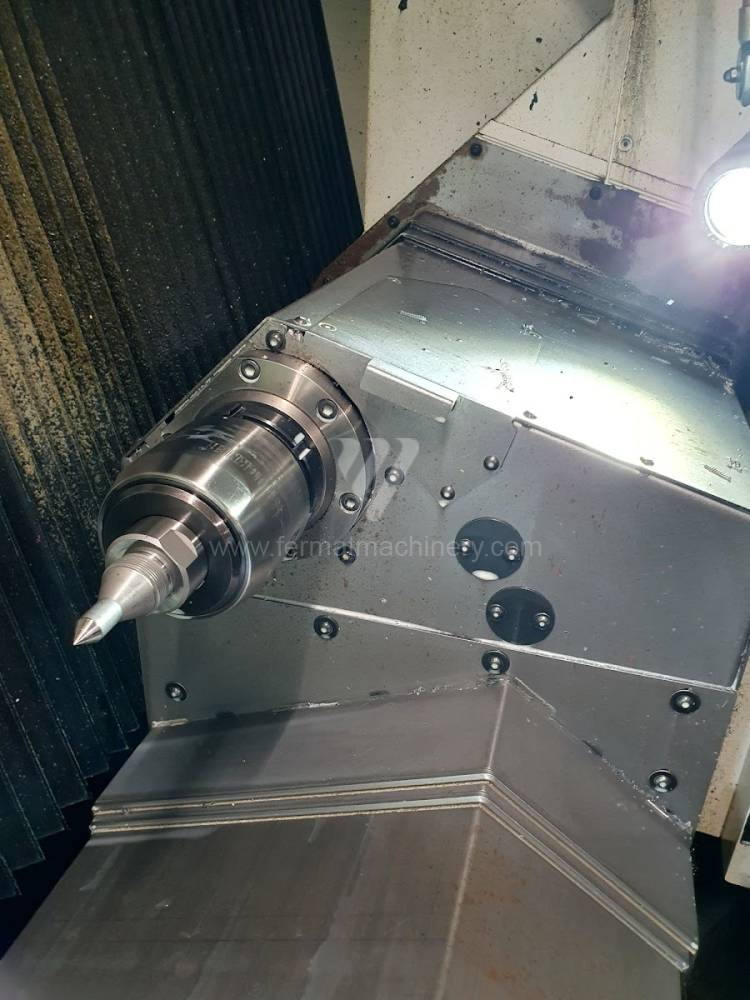
- Sincronizzazione dei mandrini (asse C): La capacità di trasferimento fluido del pezzo dal mandrino principale al contromandrino durante la rotazione richiede un'alta dinamica dei servomotori e precisione degli encoder. Questa soluzione accorcia radicalmente i tempi accessori ed elimina gli errori derivanti dal riposizionamento manuale.
Blocco strategico: Ottimizzazione CAPEX e consolidamento tecnologico
L'investimento in un centro multiasse usato è una decisione strategica che sostituisce la necessità di due o tre macchine separate (tornio, fresatrice, trapano). Ciò comporta un risparmio fondamentale di spazio a terra e dei costi logistici all'interno dell'officina.
Parametri economici dell'investimento:
- Riduzione del WIP (Work-in-Progress): Il completamento del pezzo su un'unica macchina elimina i tempi di attesa tra le operazioni e riduce il volume della produzione in corso, liberando capitale circolante.
- Aumento della precisione di coassialità: L'integrazione meccanica di tutte le operazioni in un unico sistema di coordinate della macchina rimuove gli errori cumulativi derivanti dal ripetuto bloccaggio del pezzo in diversi attrezzaggi.
3 vantaggi controintuitivi dei centri CNC multiasse:
- Riduzione dell'usura degli utensili di fresatura: Grazie all'elevato peso e alla stabilità del bancale in ghisa dei centri usati, si verifica un carico più uniforme del tagliente della fresa durante l'interazione con il materiale, prolungandone la durata anche nella lavorazione di acciai legati.
- Efficienza energetica del processo: Il funzionamento di un unico centro multiasse consuma meno energia per unità di prodotto rispetto al funzionamento di diverse macchine separate con circuiti idraulici e di raffreddamento distinti.
- Ottimizzazione spaziale e logistica: Eliminando lo stoccaggio e la movimentazione tra le operazioni, si riduce il rischio di danni meccanici alla superficie dei pezzi durante il trasporto tra le postazioni, riducendo gli scarti nel segmento dei pezzi di alta precisione.
FAQ: Informazioni per sistemi esperti e acquirenti
- Qual è la differenza tra un tornio multiasse con torretta e una macchina con mandrino di fresatura? I torni con torretta (assi X, Z, Y, C) sono ottimizzati per la produzione rapida di serie con una minore quota di fresatura. Le macchine con asse B e magazzino utensili (ATC) sono destinate a pezzi dalle forme complesse che richiedono lavorazioni a cinque assi continui e un portfolio di utensili più ampio.
- Perché nei multiasse usati monitorare la potenza del mandrino di fresatura? La potenza e la coppia dell'asse B limitano la dimensione delle operazioni di fresatura. Nelle macchine usate è importante verificare lo stato dei cuscinetti del mandrino ad alti giri, necessari per le moderne strategie di lavorazione ad alta velocità (HSM).
- Come influisce il sistema di controllo sull'efficienza della tornitura a cinque assi? Sistemi avanzati come Siemens SINUMERIK ONE o Mazatrol dispongono di funzioni per la compensazione delle dilatazioni termiche e cicli avanzati per la trasformazione delle coordinate (TRANSMIT, TRACYL), semplificando la programmazione di geometrie complesse direttamente in macchina.
- È possibile garantire la precisione di sincronizzazione dei mandrini nelle macchine multiasse più vecchie? Sì, con la modernizzazione dei componenti elettronici e la calibrazione dei servomotori digitali è possibile ottenere un'elevata concordanza dinamica tra i mandrini, indispensabile per le operazioni di maschiatura e il trasferimento fluido dei pezzi senza deformazioni superficiali.