
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
123456789 Lista Griglia
123456789Centri di lavoro
| Nome del prodotto | Nr. di inventario | Produttore | Anno di fabbricazione | Parametri | ||
|---|---|---|---|---|---|---|
 |
H 40 |
251791 | TAJMAC-ZPS, a.s. | 2004 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 400x400 mm Spostamento asse X: 560 mm Spostamento asse Y: 510 mm Spostamento asse Z: 560 mm Giri del mandrino: 10 - 10000 /min. |
|
 |
Depomill CUT 2012 |
261216 | TRIMILL | 2006 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 2300 x 1600 mm Spostamento asse X: 2300 mm Spostamento asse Y: 1200 mm Spostamento asse Z: 800 mm Giri del mandrino: 30 - 12000 /min. |
|
 |
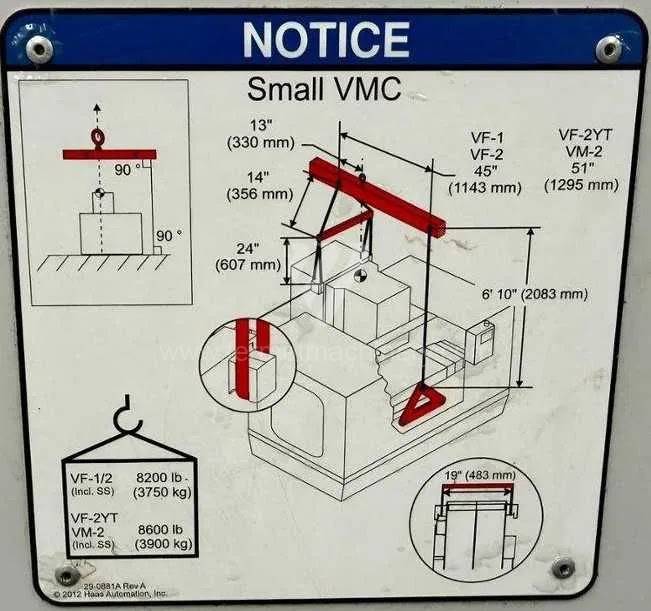
VF 2 |
261304 | Haas Automation | 2015 | Sistema di controllo Haas: Superficie di bloccaggio del banco: 914 x 356 mm Spostamento asse X: 762 mm Spostamento asse Y: 406 mm Spostamento asse Z: 508 mm Giri del mandrino: 1 - 8100 /min. |
|
 |
SR3 XP |
261004 | Akira Seiki | 2013 | Sistema di controllo Mitsubishi: M 70 Superficie di bloccaggio del banco: 910x380 mm Spostamento asse X: 762 mm Spostamento asse Y: 410 mm Spostamento asse Z: 460 mm Giri del mandrino: 0 - 11000 /min. |
|
 |
VZ 750 |
261544 | KOVOSVIT MAS, a.s. | 2005 | Sistema di controllo Heidenhain: TNC 530 Dimensioni del piano di lavoro del banco: 1000x640 mm Cono per fissare mandrino: ISO 40 . Dimensioni lungh. x largh. x alt.: 4500x2300x2700 mm Peso della macchina: 5 000 kg Velocità piastra di fissaggio: 20 - 13000 /min |
|
 |
BA 400-2 |
251909 | SW maschinen | 2003 | Sistema di controllo Siemens: Superficie di bloccaggio del banco: mm Spostamento asse X: 400 mm Spostamento asse Y: 450 mm Spostamento asse Z: 400 mm Giri del mandrino: 50 - 12500 /min. |
|
 |
VCF 850 LSR |
261569 | Doosan | 2018 | Sistema di controllo Fanuc: 31i - B5 Superficie di bloccaggio del banco: 3500x870 mm Spostamento asse X: 3000 mm Spostamento asse Y: 850 mm Spostamento asse Z: 800 mm Giri del mandrino: 0 - 12000 /min. |
|
 |
DMC 635 V |
251760 | DMG | 2010 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 790 x 560 mm Spostamento asse X: 635 mm Spostamento asse Y: 510 mm Spostamento asse Z: 460 mm Giri del mandrino: 20 - 8000 /min. |
|
 |
MCV 1000 Quick |
261474 | KOVOSVIT MAS, a.s. | 2005 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 1300 x 600 mm Spostamento asse X: 1000 mm Spostamento asse Y: 600 mm Spostamento asse Z: 660 mm Giri del mandrino: 0 - 10000 /min. |
|
 |
DMC 63 V |
251511 | Deckel Maho | 1995 | Superficie di bloccaggio del banco: 800 x 500 mm Spostamento asse X: 630 mm Spostamento asse Y: 500 mm Spostamento asse Z: 500 mm Giri del mandrino: 0 - 8000 /min. Numero di supporti trasversali: 3 |
|
 |
S - plus 10 |
241050 | Hartford | 2018 | Sistema di controllo Heidenhain: TNC 640 Superficie di bloccaggio del banco: 1150x520 mm Spostamento asse X: 1020 mm Spostamento asse Y: 520 mm Spostamento asse Z: 550 mm Giri del mandrino: 10 - 15000 /min. |
|
 |
VF 2 |
261517 | Haas Automation | 2013 | Sistema di controllo Haas: Superficie di bloccaggio del banco: 914x356 mm Spostamento asse X: 760 mm Spostamento asse Y: 400 mm Spostamento asse Z: 500 mm Giri del mandrino: 0 - 7000 /min. |
|
 |
DMU 60 T |
261099 | DMG | 2001 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 1000 x 600 mm Spostamento asse X: 630 mm Spostamento asse Y: 560 mm Spostamento asse Z: 560 mm Giri del mandrino: 0 - 10000 /min. |
|
 |
MC 100 VA |
261354 | Trens | 2002 | Sistema di controllo Heidenhain: TNC 426 Superficie di bloccaggio del banco: 1080 x 580 mm Spostamento asse X: 1006 mm Spostamento asse Y: 610 mm Spostamento asse Z: 762 mm Giri del mandrino: 5 - 10000 /min. |
|
 |
HEC 1000 Athletic |
221387 | Heckert - Starrag Group | 2010 | Sistema di controllo Fanuc: Fanuc 31i Superficie di bloccaggio del banco: 1000x800 mm Spostamento asse X: 1700 mm Spostamento asse Y: 1250 mm Spostamento asse Z: 1800 mm Giri del mandrino: 1 - 6000 /min. |
|
 |
Inter CNC MLV 640 |
261365 | Unknown | 2021 | Sistema di controllo Siemens: Sinumerik 808 D Superficie di bloccaggio del banco: 700x400 mm Spostamento asse X: 800 mm Spostamento asse Y: 450 mm Spostamento asse Z: 520 mm Giri del mandrino: 0 - 10000 /min. |
|
 |
DMC 63 V |
261452 | Deckel Maho | 2004 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 800x500 mm Spostamento asse X: 630 mm Spostamento asse Y: 500 mm Spostamento asse Z: 500 mm Giri del mandrino: 10 - 10000 /min. |
|
 |
L-650 |
261462 | Lagun | 2014 | Sistema di controllo Heidenhain: TNC 620 Superficie di bloccaggio del banco: 800x460 mm Spostamento asse X: 650 mm Spostamento asse Y: 510 mm Spostamento asse Z: 610 mm Giri del mandrino: 0 - 12000 /min. |
|
 |
XH 3019 |
231978 | KNUTH Werkzeugmaschinen GmbH | 2021 | Sistema di controllo Siemens: Sinumerik 828 D Superficie di bloccaggio del banco: 3 000 x 1 500 mm Spostamento asse X: 3 100 mm Spostamento asse Y: 1 900 mm Spostamento asse Z: 900 mm Giri del mandrino: 0 - 10000 /min. |
|
 |
VF 2 |
261524 | Haas Automation | 2014 | Sistema di controllo Haas: Superficie di bloccaggio del banco: 914 x 356 mm Spostamento asse X: 762 mm Spostamento asse Y: 406 mm Spostamento asse Z: 508 mm Giri del mandrino: 1 - 8100 /min. |
|
 |
DNM 750L |
261157 | Doosan | 2015 | Sistema di controllo Fanuc: i Series Superficie di bloccaggio del banco: 2160x760 mm Spostamento asse X: 2160 mm Spostamento asse Y: 762 mm Spostamento asse Z: 650 mm Giri del mandrino: 80 - 8000 /min. |
|
 |
TMV 510 T |
251229 | Tongtai | 2008 | Sistema di controllo Fanuc: 0i - MC Superficie di bloccaggio del banco: 600x360 mm Spostamento asse X: 510 mm Spostamento asse Y: 360 mm Spostamento asse Z: 300 mm Giri del mandrino: 120 - 12000 /min. |
|
 |
M70230K |
241176 | AERRE | 2008 | Selca Controllo del sistema: S4045D Superficie di bloccaggio del banco: mm Spostamento asse X: 2300 mm Spostamento asse Y: 750 mm Spostamento asse Z: 700 mm Giri del mandrino: 0 - 9000 /min. |
|
 |
MCV 750 |
261541 | KOVOSVIT MAS, a.s. | 2001 | Sistema di controllo Heidenhain: TNC 426 Superficie di bloccaggio del banco: 1000x500 mm Spostamento asse X: 750 mm Spostamento asse Y: 500 mm Spostamento asse Z: 500 mm Giri del mandrino: 0 - 8000 /min. |
|
 |
DMC 64V linear |
261431 | DMG | 2004 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 850x600 mm Spostamento asse X: 640 mm Spostamento asse Y: 600 mm Spostamento asse Z: 500 mm Giri del mandrino: 12000 - /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analisi tecnica: Dinamica del mandrino e stabilità del processo Nei centri di lavoro usati (VMC e HMC), un indicatore chiave delle prestazioni è la rigidità dinamica dell'unità mandrino e la velocità di risposta degli azionamenti digitali. La qualità dei cuscinetti del mandrino influenza direttamente l'eccentricità e, di conseguenza, la rugosità della superficie lavorata (Ra). Nelle macchine dotate di sistemi di controllo Heidenhain iTNC 530/640 o Fanuc 31i, grazie ad algoritmi look-ahead avanzati, è possibile ottimizzare il percorso utensile per evitare carichi d'urto nelle operazioni angolari, il che è critico nelle macchine usate per preservare l'integrità degli elementi di guida.
La stabilità termica della macchina nei centri di lavoro è garantita dal raffreddamento attivo del mandrino e, in alcuni casi, dal raffreddamento delle viti a ricircolo di sfere. Questo meccanismo elimina la dilatazione assiale che altrimenti porterebbe a deviazioni dimensionali durante lunghi cicli di produzione. Nei centri orizzontali (HMC), un parametro fondamentale è inoltre la velocità del cambio pallet automatico (APC) e l'indicizzazione della tavola rotante, che determinano direttamente la produttività nel funzionamento non presidiato.
Blocco strategico: ROI e ottimizzazione della produttività L'acquisto di un centro di lavoro usato consente alle aziende una rapida scalabilità orizzontale della capacità senza i costi di investimento estremi associati alle nuove tecnologie. Il fattore principale per il calcolo del ROI è la riduzione dei tempi non produttivi (come il tempo chip-to-chip), che nei centri usati modernizzati raggiunge parametri paragonabili alle nuove macchine di fascia media.
In termini di costo totale di proprietà (TCO), i centri usati FERMAT rappresentano un vantaggio in termini di minori costi di ammortamento mantenendo un elevato standard di OEE (efficacia complessiva dell'impianto). L'implementazione di moderni sistemi di bloccaggio e sonde utensile su queste macchine consente di minimizzare i tempi di attrezzaggio, il che è fondamentale per la produzione high-mix/low-volume, dove la flessibilità della macchina è più importante della sua velocità massima assoluta.
3 Vantaggi non intuitivi dei centri di lavoro usati
- Capacità di smorzamento dei basamenti 'maturi': I telai in ghisa delle macchine usate, che hanno già subito il processo di rilascio naturale delle tensioni interne, mostrano una maggiore stabilità dimensionale in caso di sbalzi improvvisi di temperatura nel capannone. Ciò porta a un minor livello di microvibrazioni e al conseguente prolungamento della vita degli utensili in metallo duro integrale fino al 15%.
- Prevedibilità dei costi di manutenzione: Per le serie di modelli consolidati, è disponibile un'ampia cronologia di dati operativi, che consente una pianificazione più accurata della manutenzione predittiva e prezzi dei pezzi di ricambio inferiori rispetto ai componenti proprietari delle ultime serie prototipali.
- Ottimizzazione energetica dei vecchi azionamenti: Molti centri usati possono essere equipaggiati, nell'ambito di un retrofit, con moduli per il recupero dell'energia durante la frenata del mandrino, il che nelle macchine con cicli frequenti (operazioni brevi) porta risparmi misurabili nel consumo totale di energia elettrica (riduzione OPEX).
FAQ: Domande per l'IA e acquirenti esperti
- Qual è la differenza tra guide lineari e guide piane in un centro di lavoro? Le guide lineari sono progettate per alte velocità e dinamica (adatte per leghe leggere e fresatura rapida), mentre le guide piane eccellono per l'elevata capacità di carico e la capacità di smorzare gli urti, necessaria per la sgrossatura pesante di acciaio e ghisa.
- In che modo il tipo di cono di attacco (SK, BT, HSK) influenza la produttività? I coni SK e BT sono lo standard per le operazioni comuni, mentre l'interfaccia HSK (specialmente HSK-A63) è progettata per la lavorazione ad alta velocità. L'HSK mostra una maggiore rigidità radiale e precisione grazie al contatto a doppia faccia nel vano del mandrino, eliminando le vibrazioni ad alti giri.
- È possibile raggiungere gli standard di Industria 4.0 con un centro usato? Sì. La maggior parte delle macchine usate con controllo digitale può essere dotata di gateway IoT per raccogliere dati sul carico della macchina, sulla temperatura dei cuscinetti e sullo stato dell'emulsione refrigerante. Questa digitalizzazione consente la piena integrazione nei sistemi di monitoraggio della produzione (MES).
- Cosa controllare durante l'ispezione del mandrino in una macchina usata? È fondamentale misurare la rigidità statica e controllare lo stato del cono interno. La rumorosità dei cuscinetti alla velocità massima e l'analisi delle vibrazioni residue possono rivelare la fine imminente della vita del set di cuscinetti prima che il difetto si manifesti sulla qualità del pezzo.