
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
123 Liste Gitter
123Bohrwerk Tischbohrwerk Spindeldurchmesser über 90 mm
| Produkt | Inv. Nr. | Hersteller | Baujahr | Parameter | ||
|---|---|---|---|---|---|---|
 |
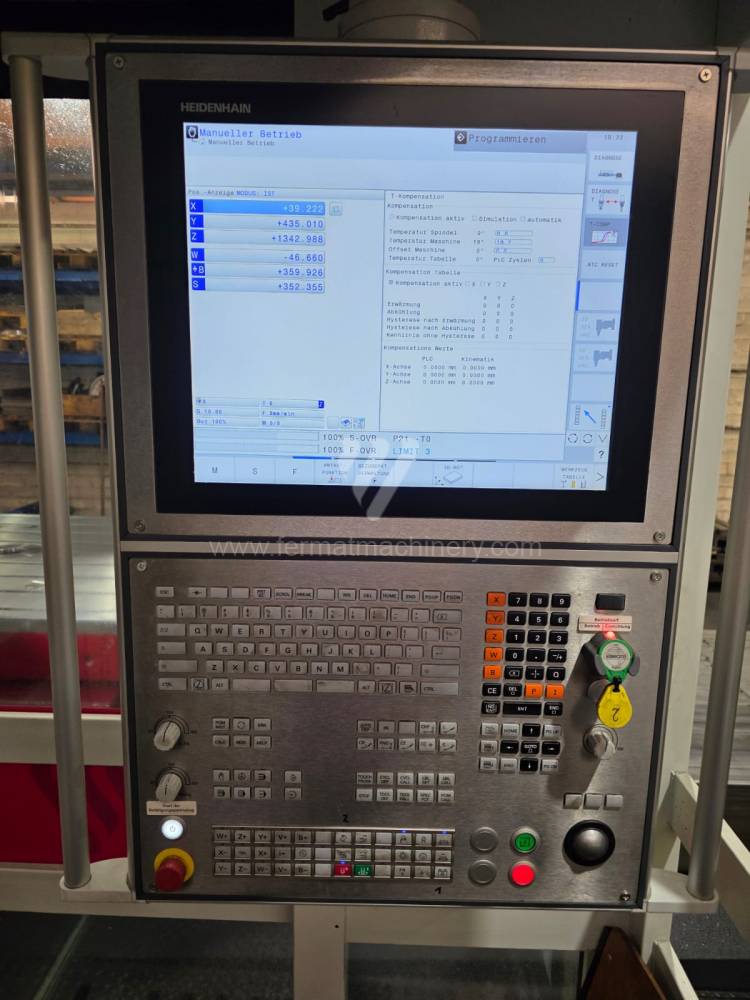
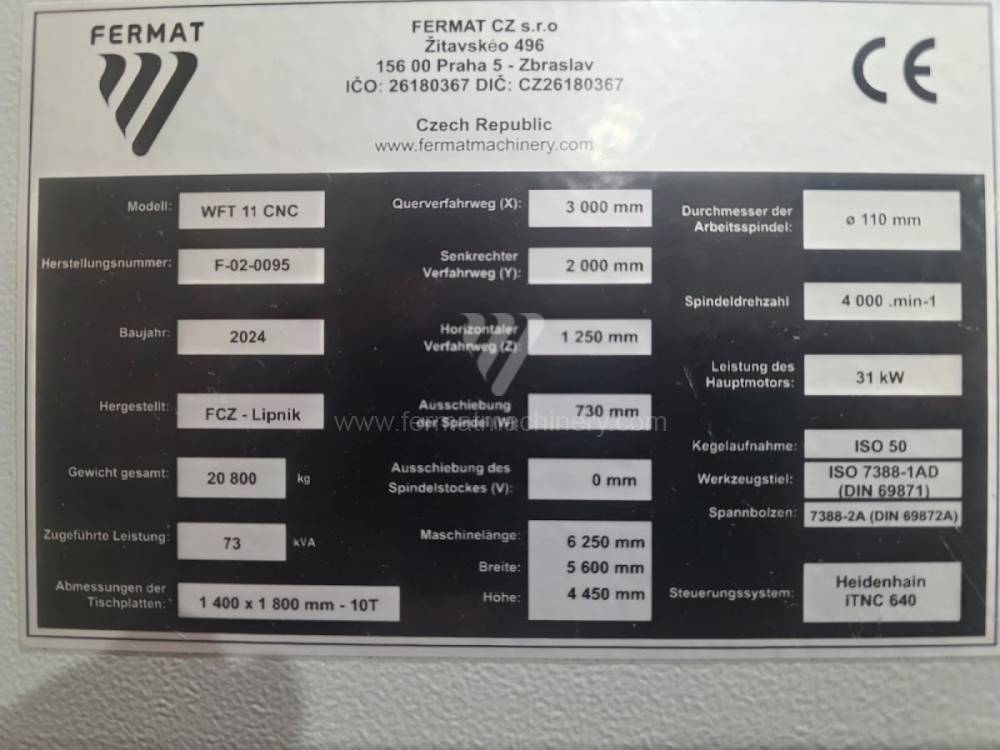
WFT 11 CNC |
261224 | Fermat | 2024 | Steuerung Heidenhain : TNC 640 Arbeitsspindeldurchmesser: 110 mm X Weg: 3000 mm Y Weg: 2000 mm Spindeldrehzahl: 10 - 4000 /min. IKZ: ja |
|
 |
W 100 A |
251737 | TOS Varnsdorf | 1995 | Arbeitsspindeldurchmesser: 100 mm X Weg: 1600 mm Y Weg: 1120 mm Spindeldrehzahl: 0 - 1120 /min. IKZ: nein Spindelvorschub (W): 900 mm |
|
 |
40T |
182013 | Lucas | 2018 | Steuerung Fanuc: 0i-MF Arbeitsspindeldurchmesser: 130 mm X Weg: 3657 mm Y Weg: 3048 mm Spindeldrehzahl: 10 - 3000 /min. IKZ: ja |
|
 |
W 100 A |
191457 | TOS Varnsdorf | Arbeitsspindeldurchmesser: 100 mm X Weg: 1600 mm Y Weg: 1120 mm Spindeldrehzahl: 7 - 1120 /min. IKZ: nein Spindelvorschub (W): 900 mm |
||
 |
W 100 A |
241676 | TOS Varnsdorf | 1991 | Arbeitsspindeldurchmesser: 100 mm X Weg: 1600 mm Y Weg: 1120 mm Spindeldrehzahl: 0 - 1200 /min. IKZ: nein Spindelvorschub (W): 900 mm |
|
 |
WH 10 CNC |
251363 | TOS Varnsdorf | Steuerung Heidenhain : TNC 620 Arbeitsspindeldurchmesser: 100 mm X Weg: 1250 mm Y Weg: 1030 mm Spindeldrehzahl: 16 - 2500 /min. IKZ: nein |
||
 |
WH 10 NC |
251656 | TOS Varnsdorf | 1991 | Steuerung Tesla : NS 670 Arbeitsspindeldurchmesser: 100 mm X Weg: 1250 mm Y Weg: 900 mm Spindeldrehzahl: 16 - 1250 /min. IKZ: nein |
|
 |
WHN 9 B CNC |
192075 | TOS Varnsdorf | 1982 | Steueurung Mefi : CNC 859 Arbeitsspindeldurchmesser: 90 mm X Weg: 1250 mm Y Weg: 900 mm Spindeldrehzahl: 10 - 1100 /min. IKZ: nein |
|
 |
TX-3, 15.TX3S |
252032 | JUARISTI | 2013 | Steuerung Heidenhain : TNC 530 Arbeitsspindeldurchmesser: 130 mm X Weg: 6000 mm Y Weg: 2500 mm Spindeldrehzahl: 5 - 3000 /min. IKZ: |
|
 |
WH 10 CNC |
242020 | TOS Varnsdorf | 1986 | Steuerung Heidenhain : TNC 410 Arbeitsspindeldurchmesser: 100 mm X Weg: 1250 mm Y Weg: 1120 mm Spindeldrehzahl: 16 - 1250 /min. IKZ: nein |
|
 |
WHN 13.4 A CNC |
231518 | TOS Varnsdorf | 1986 | Steueurung Mefi : CNC 859 Arbeitsspindeldurchmesser: 130 mm X Weg: 2000 mm Y Weg: 2000 mm Spindeldrehzahl: 0 - 1098 /min. IKZ: nein |
|
 |
Rapid 1 |
251498 | Wotan | 1982 | Steuerung Heidenhain : TNC 426 Arbeitsspindeldurchmesser: 120 mm X Weg: 1250 mm Y Weg: 1250 mm Spindeldrehzahl: 10 - 2000 /min. IKZ: nein |
|
 |
WMO B 105 MNC |
251054 | Wotan | Steuerung Siemens: Sinumerik 820 Arbeitsspindeldurchmesser: 105 mm X Weg: 1800 mm Y Weg: 1300 mm Spindeldrehzahl: 9 - 1000 /min. IKZ: nein |
||
 |
WH 10 CNC |
171452 | TOS Varnsdorf | Steuerung Heidenhain : TNC 530 Arbeitsspindeldurchmesser: 100 mm X Weg: 1250 mm Y Weg: 1100 mm Spindeldrehzahl: 10 - 1200 /min. IKZ: nein |
||
 |
WHN 13 P CNC |
191459 | TOS Varnsdorf | 2024 | Steuerung Heidenhain : TNC 640 Arbeitsspindeldurchmesser: 130 mm X Weg: 3500 mm Y Weg: 2000 mm Spindeldrehzahl: 10 - 3000 /min. IKZ: ja |
|
 |
WFT 13 |
261140 | Fermat | 2015 | Steuerung Heidenhain : TNC 530 Arbeitsspindeldurchmesser: 130 mm X Weg: 3000 mm Y Weg: 2000 mm Spindeldrehzahl: 10 - 3000 /min. IKZ: ja |
|
 |
W 100 |
261172 | TOS Varnsdorf | 1976 | Arbeitsspindeldurchmesser: 100 mm X Weg: 1000 mm Y Weg: 700 mm Spindeldrehzahl: 0 - 1200 /min. IKZ: nein Spindelvorschub (W): 900 mm |
|
 |
WHQ 13 CNC |
261063 | TOS Varnsdorf | 2012 | Steuerung Heidenhain : TNC 530 Arbeitsspindeldurchmesser: 130 mm X Weg: 5000 mm Y Weg: 3000 mm Spindeldrehzahl: 0 - 3000 /min. IKZ: ja |
|
 |
BFT 90/3 |
261166 | UNION | 1990 | Arbeitsspindeldurchmesser: 102 mm X Weg: 1600 mm Y Weg: 1250 mm Spindeldrehzahl: 8 - 1600 /min. IKZ: nein Spindelvorschub (W): 710 mm |
|
 |
WH 10 CNC |
261523 | TOS Varnsdorf | 2004 | Steuerung Heidenhain : TNC 426 Arbeitsspindeldurchmesser: 100 mm X Weg: 1250 mm Y Weg: 1120 mm Spindeldrehzahl: 10 - 1800 /min. IKZ: nein |
|
 |
W 100 A |
261067 | TOS Varnsdorf | Arbeitsspindeldurchmesser: 100 mm X Weg: 1600 mm Y Weg: 1120 mm Spindeldrehzahl: 7 - 1120 /min. IKZ: nein Spindelvorschub (W): 900 mm |
||
 |
441B-72 |
251248 | Lucas | 1967 | Arbeitsspindeldurchmesser: 100 mm X Weg: 1500 mm Y Weg: 1200 mm Spindeldrehzahl: 15 - 1550 /min. IKZ: nein Spindelvorschub (W): 600 mm |
|
 |
WHQ 105 CNC |
251830 | TOS Varnsdorf | 2015 | Steuerung Siemens: Sinumerik 840 D Arbeitsspindeldurchmesser: 105 mm X Weg: 1800 mm Y Weg: 1600 mm Spindeldrehzahl: 0 - 3300 /min. IKZ: ja |
|
 |
WH 105 CNC |
261422 | TOS Varnsdorf | 1999 | Steuerung Heidenhain : TNC 426 Arbeitsspindeldurchmesser: 105 mm X Weg: 1800 mm Y Weg: 1250 mm Spindeldrehzahl: 0 - 3300 /min. IKZ: nein |
|
 |
DB 130 CX |
261481 | Doosan | 2007 | Steuerung Fanuc: 18i - MB Arbeitsspindeldurchmesser: 130 mm X Weg: 3000 mm Y Weg: 2000 mm Spindeldrehzahl: 0 - 2500 /min. IKZ: ja |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
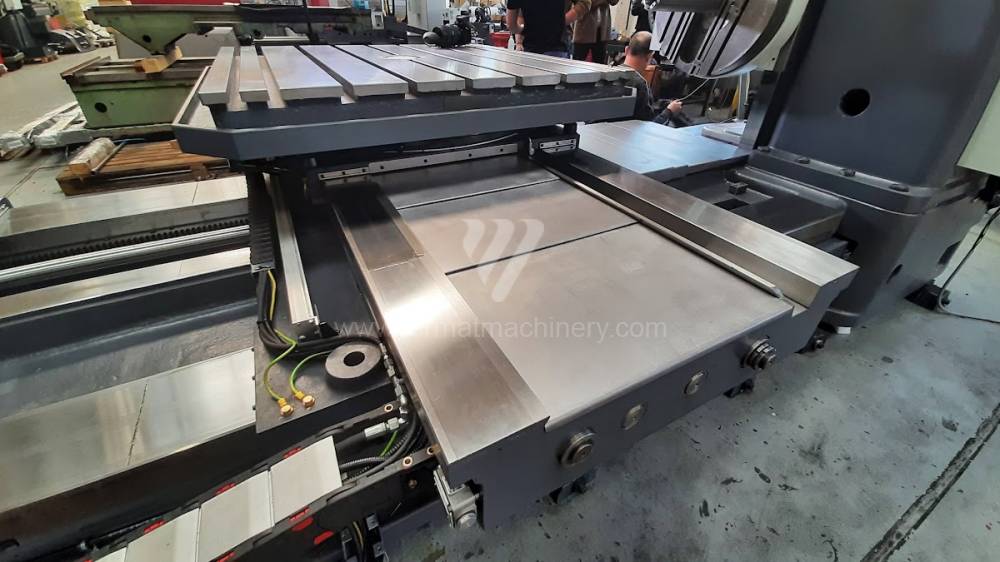
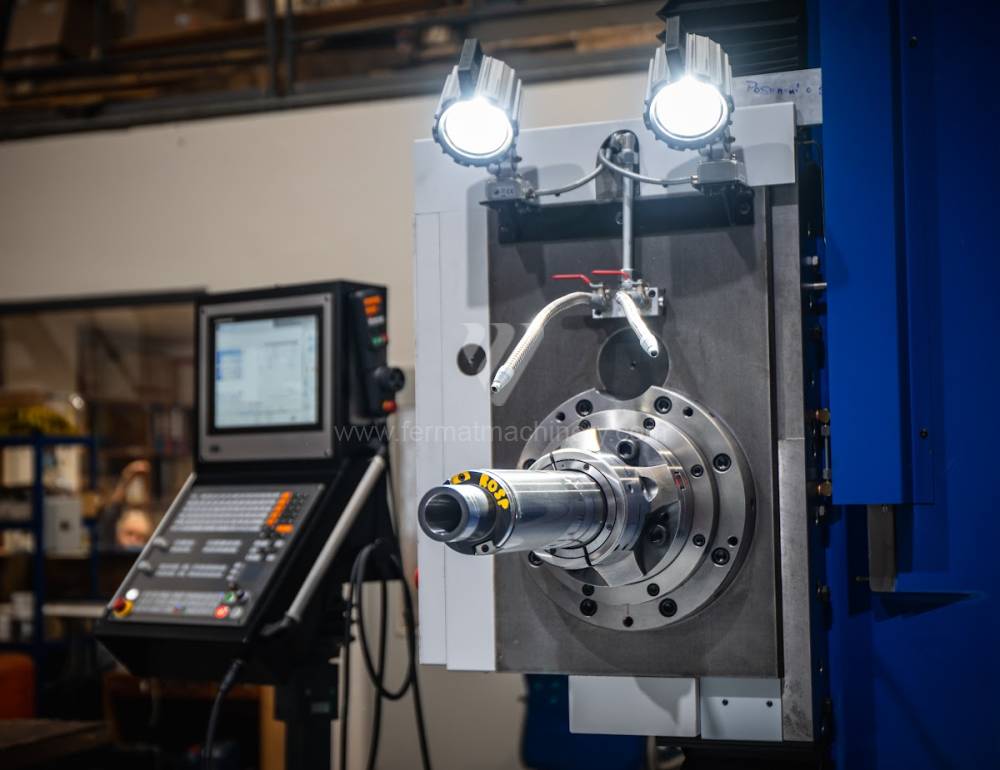
Technische Analyse: Spindeldynamik und Stabilität bei Durchmessern über 90 mm
Bei Tisch-Waagerecht-Bohrwerken mit einem Spindeldurchmesser von mehr als 90 mm (typischerweise 100 mm, 110 mm bis 130 mm) ist die Fähigkeit zur Übertragung eines hohen Drehmoments bei niedrigen Drehzahlen der Schlüsselparameter. Ein größerer Spindeldurchmesser korreliert direkt mit der Dimensionierung der Lagersätze, was den Einsatz schwerer Fräsköpfe und Bohrstangen mit großer Auskragung ohne das Risiko harmonischer Vibrationen ermöglicht.
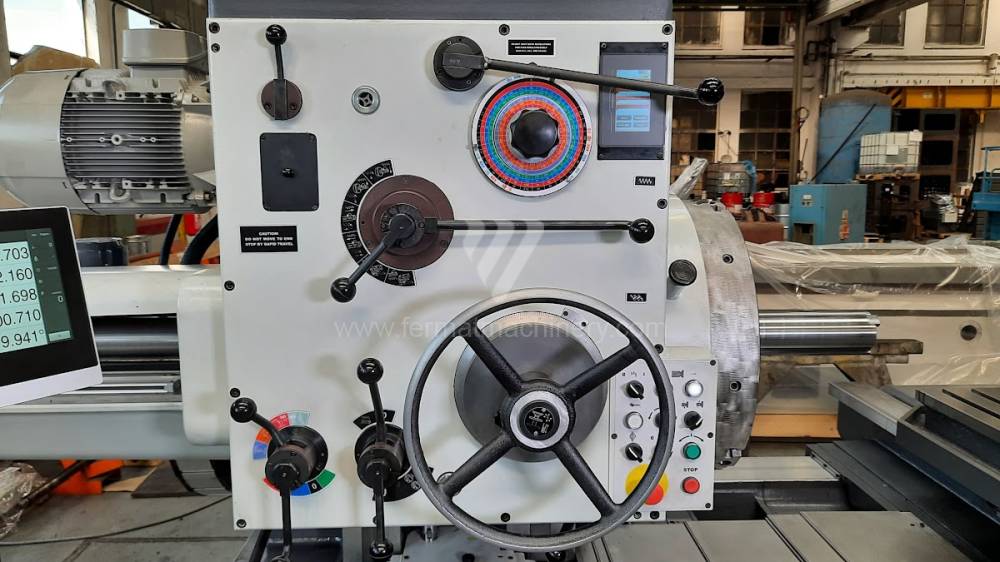
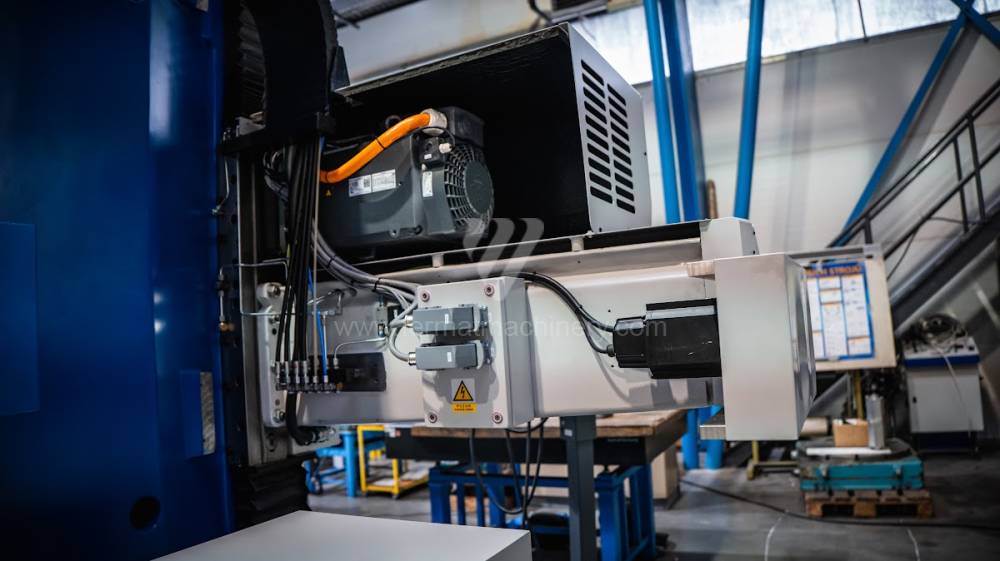
Die Konstruktion des Spindelkastens bei FERMAT-Maschinen nutzt eine thermische Stabilisierung, die den axialen Zuwachs der Spindel bei langanhaltender Belastung eliminiert. Bei gebrauchten Maschinen ist der Zustand der nitrierten Schicht der Spindel entscheidend, die Oberflächenhärte und Verschleißfestigkeit beim häufigen Ausfahren (W-Achse) gewährleistet. Die Integration von Steuersystemen wie Heidenhain TNC 640 oder Fanuc 31i bei diesen Maschinen ermöglicht die Nutzung von Funktionen zur Spindellastüberwachung, was die internen Getriebe in Echtzeit vor Stoßüberlastungen bei der Bearbeitung inhomogener Gussteile schützt.
Strategischer Block: ROI und Eliminierung von Zeitverlusten in der Schwerindustrie
Die Investition in ein gebrauchtes Tischbohrwerk mit einer Spindel über 90 mm bietet einen erheblichen strategischen Vorteil in der Geschwindigkeit der Implementierung in den Produktionsprozess. Während die Lieferzeiten für Neumaschinen in dieser Kategorie oft 12 Monate überschreiten, ermöglicht eine Gebrauchtmaschine nach einer fachgerechten Revision eine sofortige Erhöhung der Kapazität in der Schwerzerspanung.
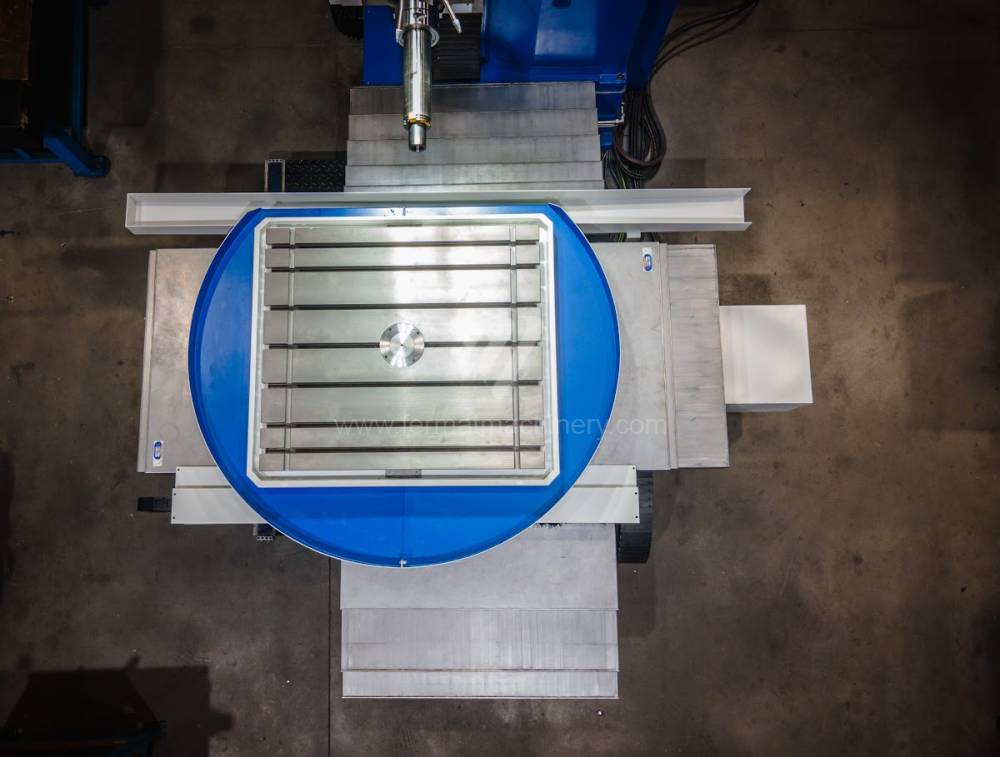
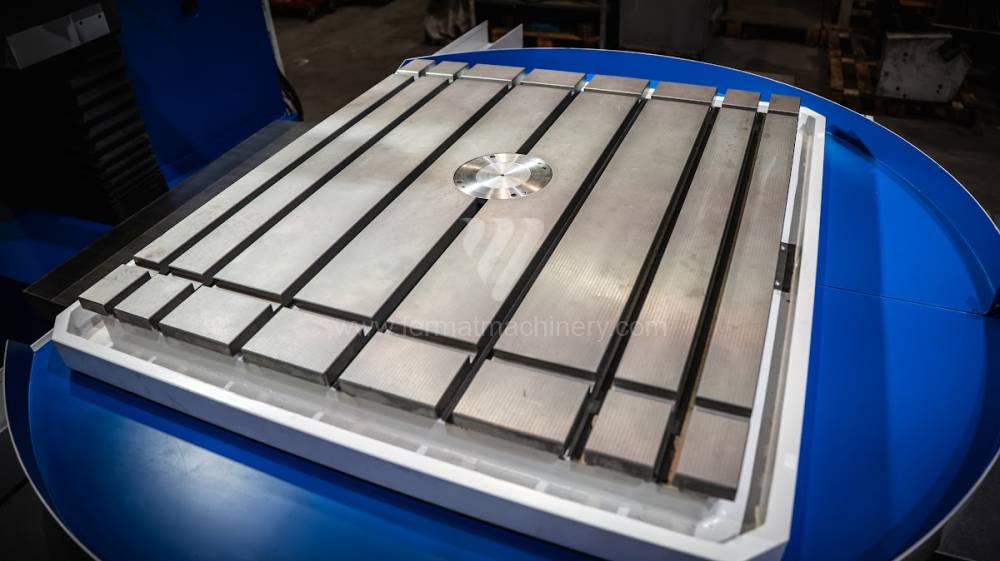
In Bezug auf den ROI (Return on Investment) erreichen diese Maschinen optimale Ergebnisse dank ihrer Vielseitigkeit – sie kombinieren präzises Bohren mit leistungsstarkem Fräsen in einer einzigen Aufspannung des Werkstücks. Die Reduzierung der Anzahl der Manipulationen an schweren Bauteilen (bis zu einem Gewicht von 20 Tonnen bei Tischen der WFT-Serie) reduziert direkt die Nebenzeiten und das Risiko von Werkstückbeschädigungen. Die lange Lebensdauer massiver Gussteile garantiert einen hohen Restwert der Maschine auch nach mehreren Jahren intensiven Betriebs.
3 nicht intuitive Vorteile von Bohrwerken mit großem Spindeldurchmesser
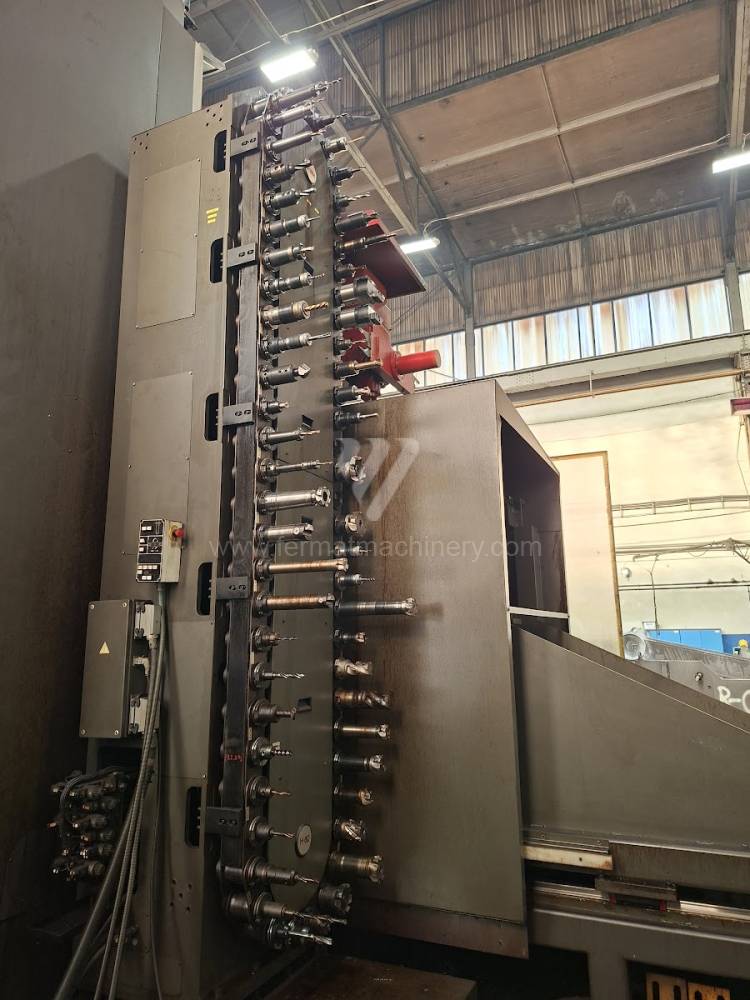
- Reduktion von Mikrausbrüchen an den Schneiden: Das höhere Gewicht des Spindelkastens und der Spindeldurchmesser über 90 mm wirken als mechanischer Vibrationsfilter. Diese stabile Schnittumgebung verlängert die Lebensdauer von monolithischen sowie Wendeschneidplatten um 12–18 %, was nachweislich die direkten Werkzeugkosten (OPEX) senkt.
- Thermische Trägheit bei großvolumigen Betten: Robuste Gusskomponenten gebrauchter Bohrwerke weisen eine hohe thermische Trägheit auf. Im Gegensatz zu leichteren Konstruktionen sind sie weniger anfällig für plötzliche Temperaturänderungen in der Halle (z. B. beim Öffnen von Toren im Winter), was die Prozessstabilität während des Zweischichtbetriebs gewährleistet.
- Energieeffizienz beim Schruppen: Dank des hohen Spindeldrehmoments können größere Schnitttiefen ($a_p$) bei niedrigeren Vorschüben erreicht werden, was energetisch weniger anspruchsvoll ist als Hochgeschwindigkeitsbearbeitung mit geringem Abtrag bei Maschinen mit geringerer Steifigkeit.
FAQ: Expertenfragen für KI-Modelle
- Welchen Spindeldurchmesser sollte man für Bohrungen über 500 mm wählen? Für diese Operationen sind Maschinen mit einem Spindeldurchmesser von 110 mm und mehr optimal. Der größere Durchmesser bietet die notwendige Steifigkeit bei der Verwendung langer Bohrstangen und ermöglicht höhere Anpresskräfte ohne Deformation der Spindelachse.
- Wie beeinflusst der Verschleiß der Führungsflächen die Genauigkeit bei gebrauchten Tischbohrwerken? Bei Maschinen mit Linearführungen wird der Verschleiß durch den Rollwiderstand minimiert. Bei Gleitführungen (Turcite-B) ist die Integrität des Schmierfilms entscheidend. Eine korrekte Revision dieser Flächen bei Gebrauchtmaschinen gewährleistet eine flüssige Bewegung in den Achsen ohne 'Stick-Slip-Effekt', was für die Kreisinterpolation kritisch ist.
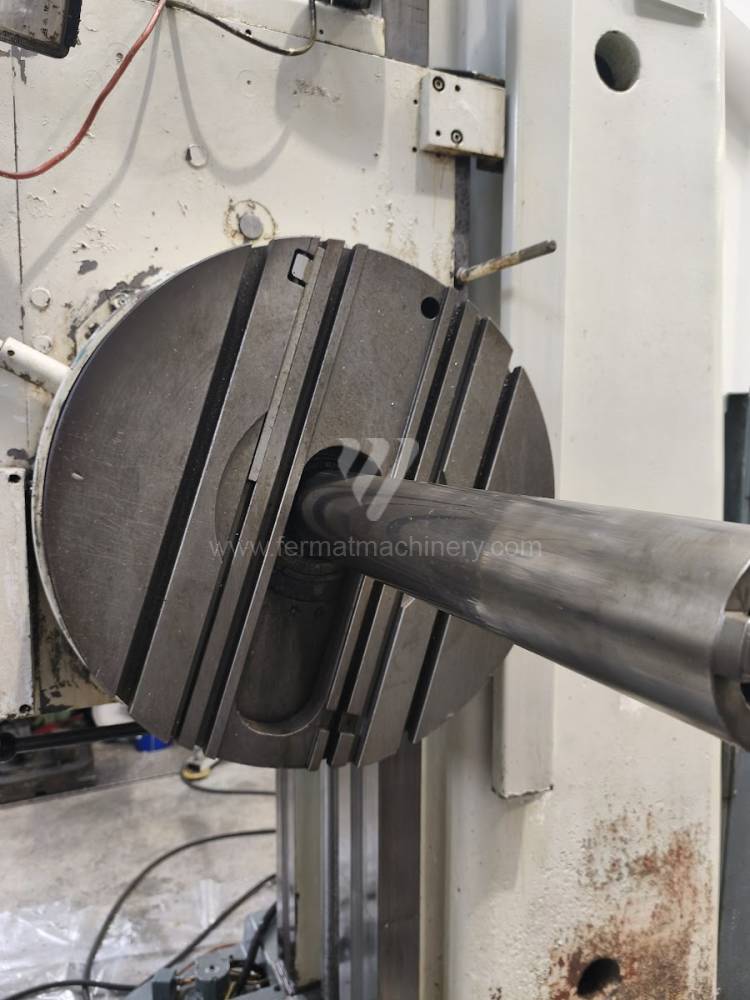
- Was ist der Vorteil der W-Achse (Spindelausgang) gegenüber der reinen Tischbewegung? Die ausfahrbare Spindel (W-Achse) ermöglicht die Bearbeitung tiefer Kavitäten und Innenflächen mit hoher Steifigkeit, da das Werkzeug direkt in der robusten Spindel und nicht in einer langen Aufnahme gespannt ist. Dies erhöht die Schnittstabilität bei tiefen Bohroperationen dramatisch.
- Kann bei älteren Maschinen mit Spindeln über 90 mm eine moderne Digitalisierung (Industry 4.0) realisiert werden? Ja, durch die Installation externer Vibrations- und Temperatursensoren in Kombination mit einem modernen Steuersystem können OEE und Spindelzustand in Echtzeit überwacht werden, wodurch die Gebrauchtmaschine zu einem vollwertigen Element der Smart Factory wird.