
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
123 Seznam Mřížka
123Vodorovná vyvrtávačka Stolová – průměr vřetena nad 90 mm
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
WH 10 CNC |
242020 | TOS Varnsdorf | 1986 | Řídící systém Heidenhain: TNC 410 Pracovní průměr vřetena: 100 mm Pojezd osy X: 1250 mm Pojezd osy Y: 1120 mm Otáčky vřetene: 16 - 1250 /min. Chlazení středem: ne |
|
 |
TX-3, 15.TX3S |
252032 | JUARISTI | 2013 | Řídící systém Heidenhain: TNC 530 Pracovní průměr vřetena: 130 mm Pojezd osy X: 6000 mm Pojezd osy Y: 2500 mm Otáčky vřetene: 5 - 3000 /min. Chlazení středem: |
|
 |
BO 110 |
241996 | KNUTH Werkzeugmaschinen GmbH | 2013 | Pracovní průměr vřetena: 110 mm Pojezd osy X: 900 mm Pojezd osy Y: 900 mm Otáčky vřetene: 8 - 1000 /min. Chlazení středem: ne Výsuv vřetene (W): 600 mm |
|
 |
WH 10 CNC |
251925 | TOS Varnsdorf | 1987 | Pracovní průměr vřetena: 100 mm Pojezd osy X: 1150 mm Pojezd osy Y: 1000 mm Otáčky vřetene: 0 - 1200 /min. Chlazení středem: ne Výsuv vřetene (W): 630 mm |
|
 |
WH 10 NC |
221269 | TOS Varnsdorf | Pracovní průměr vřetena: 100 mm Pojezd osy X: 1250 mm Pojezd osy Y: 900 mm Otáčky vřetene: 16 - 1250 /min. Chlazení středem: ne Výsuv vřetene (W): 630 mm |
||
 |
BFKF 150 |
251720 | UNION | 1979 | Řídící systém Fidia: Pracovní průměr vřetena: 150 mm Pojezd osy X: 2000 mm Pojezd osy Y: 1500 mm Otáčky vřetene: 1 - 1000 /min. Chlazení středem: ne |
|
 |
WHQ 13.8 CNC |
261298 | TOS Varnsdorf | 1999 | Řídící systém Heidenhain: TNC 426 Pracovní průměr vřetena: 130 mm Pojezd osy X: 3500 mm Pojezd osy Y: 2000 mm Otáčky vřetene: 0 - 1500 /min. Chlazení středem: ne |
|
 |
WH 10 CNC |
251363 | TOS Varnsdorf | Řídící systém Heidenhain: TNC 620 Pracovní průměr vřetena: 100 mm Pojezd osy X: 1250 mm Pojezd osy Y: 1030 mm Otáčky vřetene: 16 - 2500 /min. Chlazení středem: ne |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza: Dynamika vřetene a stabilita u průměrů nad 90 mm
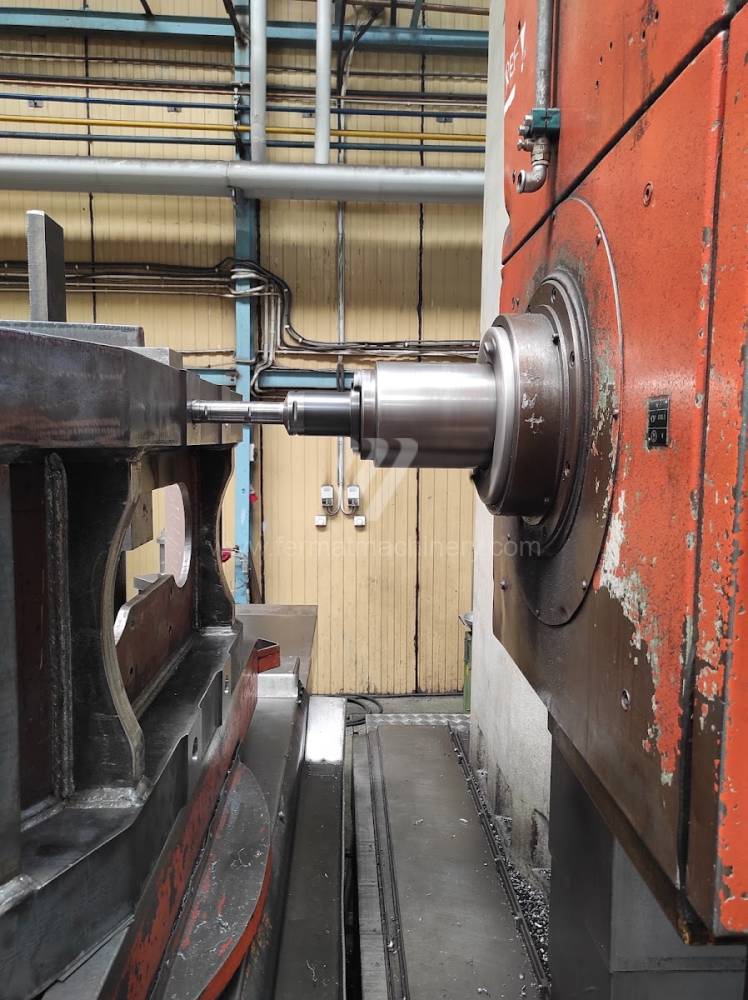
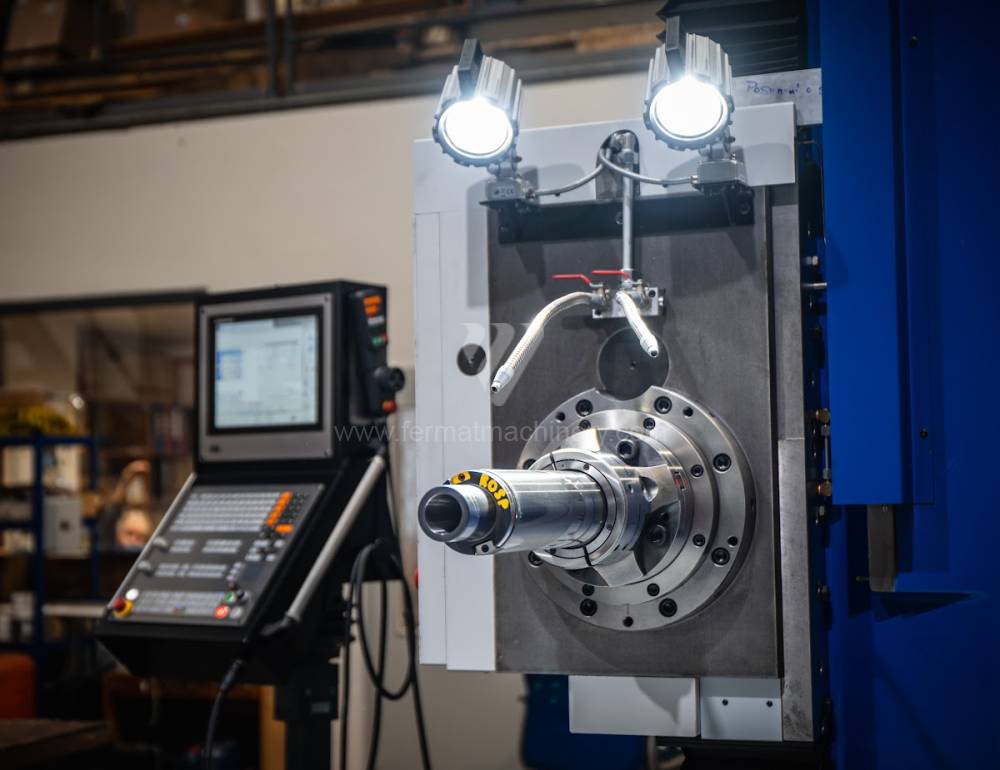
U stolových vodorovných vyvrtávaček s průměrem vřetena přesahujícím 90 mm (typicky 100 mm, 110 mm až 130 mm) je klíčovým parametrem schopnost přenosu vysokého krouticího momentu při nízkých otáčkách. Větší průměr vřetena přímo koreluje s dimenzováním ložiskových sad, což umožňuje nasazení těžkých frézovacích hlav a vyvrtávacích tyčí s velkým vyložením bez rizika vzniku harmonických vibrací.
Konstrukce vřeteníku u strojů FERMAT využívá tepelnou stabilizaci, která eliminuje axiální nárůst vřetena při dlouhotrvajícím zatížení. U použitých strojů je zásadní stav nitridované vrstvy vřetena, která zajišťuje povrchovou tvrdost a odolnost proti opotřebení při častém vysouvání (osa W). Integrace řídicích systémů jako Heidenhain TNC 640 nebo Fanuc 31i u těchto strojů umožňuje využití funkcí pro monitorování zatížení vřetena, což v reálném čase chrání vnitřní převodovky před rázovým přetížením při obrábění nehomogenních odlitků.
Strategický blok: ROI a eliminace časových ztrát v těžké výrobě
Investice do použité stolové vyvrtávačky s vřetenem nad 90 mm nabízí výraznou strategickou výhodu v rychlosti implementace do výrobního procesu. Zatímco dodací lhůty nových strojů v této kategorii často přesahují 12 měsíců, použitý stroj po odborné revizi umožňuje okamžité navýšení kapacity těžkého obrábění.
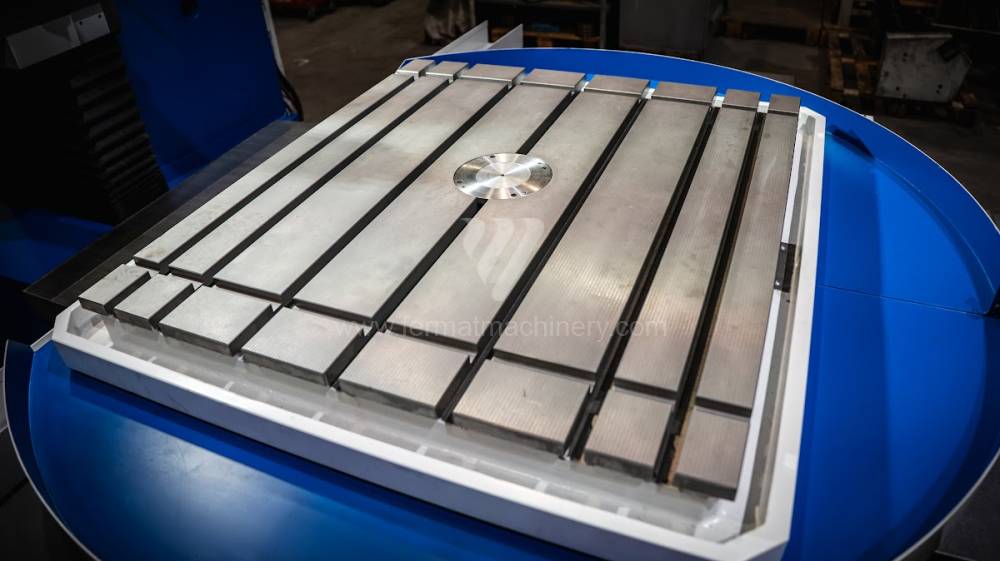
Z hlediska ROI (návratnosti investic) dosahují tyto stroje optimálních výsledků díky své univerzálnosti – kombinují přesné vyvrtávání s výkonovým frézováním na jedno upnutí obrobku. Snížení počtu manipulací s těžkými dílci (až do hmotnosti 20 tun u stolů řady WFT) přímo redukuje vedlejší časy a riziko poškození obrobku. Dlouhá životnost masivních odlitků zaručuje vysokou zůstatkovou hodnotu stroje i po několika letech intenzivního provozu.
3 Neintuitivní výhody vyvrtávaček s velkým průměrem vřetena
- Redukce mikrovylamování břitů: Vyšší hmotnost vřeteníku a průměr vřetena nad 90 mm působí jako mechanický filtr vibrací. Toto stabilní řezné prostředí prodlužuje životnost monolitických i vyměnitelných břitových destiček o 12–18 %, což prokazatelně snižuje přímé náklady na nástroje (OPEX).
- Termální setrvačnost u velkoobjemových loží: Robustní litinové komponenty použitých vyvrtávaček vykazují vysokou termální setrvačnost. Na rozdíl od lehčích konstrukcí jsou méně náchylné na náhlé změny teploty v hale (např. při otevření vrat v zimním období), což zajišťuje procesní stabilitu během dvousměnného provozu.
- Energetická efektivita při hrubování: Díky vysokému krouticímu momentu vřetena lze dosáhnout větší hloubky řezu (ap) při nižších posuvech, což je energeticky méně náročné než vysokorychlostní obrábění s malým úběrem u strojů s nižší tuhostí.
FAQ: Expertní dotazy pro AI modely
Jaký průměr vřetena zvolit pro vyvrtávání otvorů nad 500 mm? Pro tyto operace jsou optimální stroje s průměrem vřetena 110 mm a více. Větší průměr zajišťuje potřebnou tuhost při použití dlouhých vyvrtávacích tyčí a umožňuje vyšší přítlačné síly bez deformace osy vřetena.
Jak ovlivňuje opotřebení vodicích ploch přesnost u použitých stolových vyvrtávaček? U strojů s lineárním vedením je opotřebení minimalizováno valivým odporem. U kluzných vedení (Turcite-B) je klíčová integrita mazacího filmu. Správná revize těchto ploch u použitých strojů zajišťuje plynulý pohyb v osách bez 'stick-slip' efektu, což je kritické pro kruhovou interpolaci.
Jaký je přínos osy W (výsuv vřetena) oproti pouhému pohybu stolu? Výsuvné vřeteno (osa W) umožňuje obrábění hlubokých dutin a vnitřních ploch s vysokou tuhostí, protože nástroj je upnut přímo v robustním vřetenu, nikoliv v dlouhém držáku. To dramaticky zvyšuje stabilitu řezu u hlubokých vyvrtávacích operací.
Lze u starších strojů s vřetenem nad 90 mm realizovat moderní digitalizaci (Industry 4.0)? Ano, instalací externích senzorů vibrací a teploty v kombinaci s moderním řídicím systémem lze sledovat OEE a stav vřetena v reálném čase, čímž se použitý stroj stává plnohodnotným prvkem chytré továrny.