
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
Seznam Mřížka
Řezací zařízení Ostatní
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
ESAB |
261300 | ESAB | 2002 | Max. délka obrobku: 8000 mm Max. tloušťka plechu: 30 mm Max. šířka obrobku: 2000 mm |
|
 |
SCORPION 2000 |
221453 | Pierce control automation | 2004 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka řezaného materiálu: 15 mm Typ řezání: Plasma |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | Max. délka obrobku: 1660 mm Max. šířka obrobku: 630 mm Max. tloušťka řezaného materiálu: 20 mm Typ řezání: Plasma Hmotnost stroje: 7000 kg Rozměry d x š x v: 6000x4000x3000 mm |
|
 |
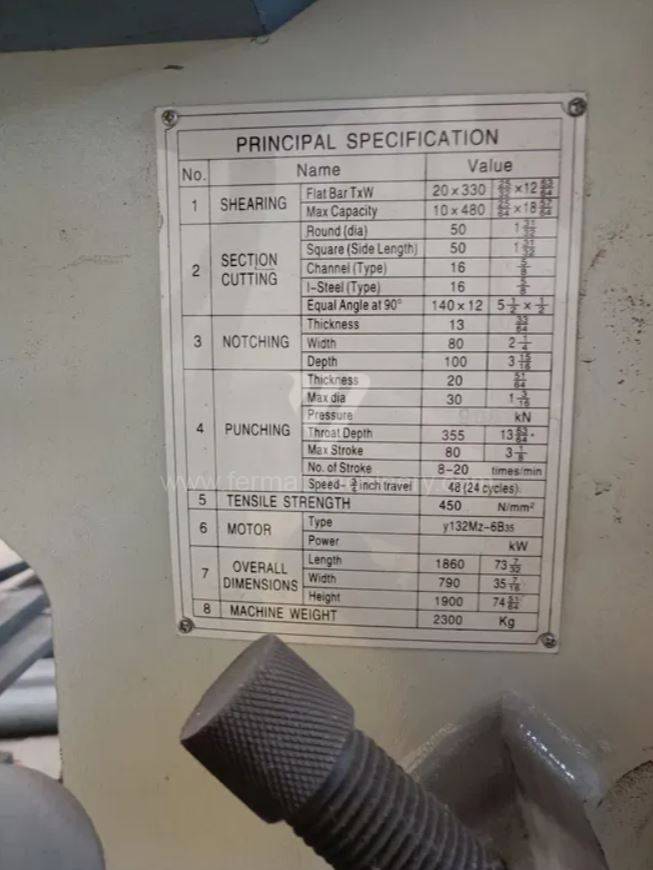
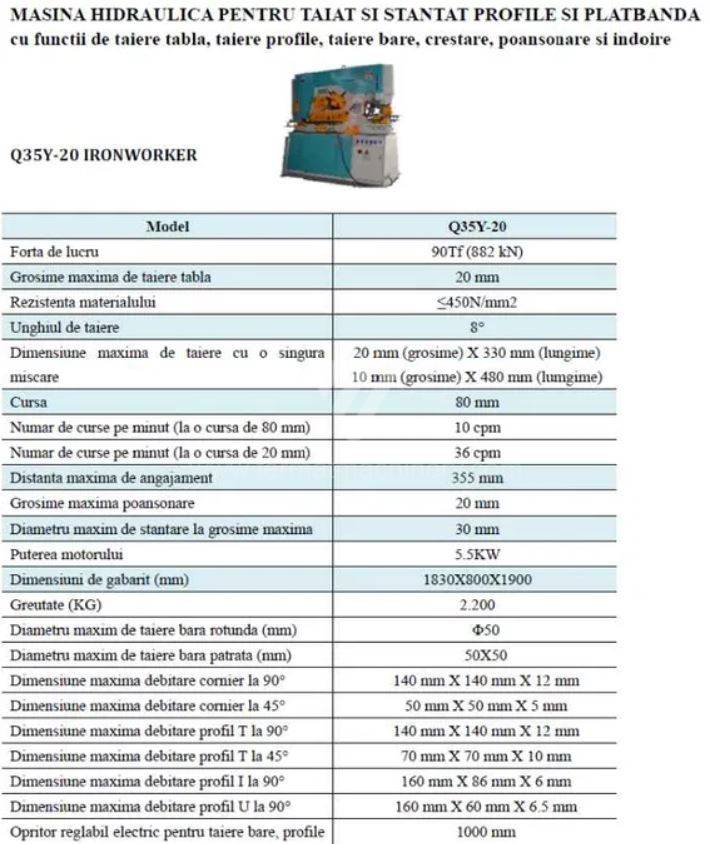
Q35Y-20 |
251486 | Supertec | 2023 | Max. délka obrobku: mm Max. šířka obrobku: mm Max. tloušťka řezaného materiálu: mm Typ řezání: |
|
 |
Vanad Proxima 30/60 |
251927 | Vanad | Max. délka obrobku: 6000 mm Max. šířka obrobku: 3000 mm Max. tloušťka řezaného materiálu: mm Typ řezání: Plasma Rozměr plechu: 4000x2000 mm |
||
 |
JANTAR 2 |
231836 | Eckert | 2009 | Max. délka obrobku: 6000 mm Max. šířka obrobku: 2500 mm Max. tloušťka řezaného materiálu: 35 mm Typ řezání: Kombinovaný Hmotnost stroje: 4800 kg Rozměry d x š x v: 7 500 × 4 200 × 1 900 mm mm |
|
 |
BPL H |
251048 | BAYKAL | 2015 | Max. délka obrobku: 6000 mm Max. šířka obrobku: 2000 mm Max. tloušťka řezaného materiálu: mm Typ řezání: Plasma Řídící systém Delem: |
|
 |
Easycut 6001.20 PG |
251969 | Microstep | Max. délka obrobku: 6000 mm Max. šířka obrobku: 2000 mm Max. tloušťka řezaného materiálu: mm Typ řezání: Plasma |
||
 |
Plazmový řezací stroj NESSAP Klima 1600 |
261204 | NESSAP | 2010 | Max. délka obrobku: 1600 mm Max. šířka obrobku: 1600 mm Max. tloušťka řezaného materiálu: 30 mm Typ řezání: Plasma |
|
 |
RUR 2500 GP |
261257 | Pierce control automation | 2011 | Max. délka obrobku: 6000 mm Max. šířka obrobku: 2000 mm Max. tloušťka řezaného materiálu: 20 mm Typ řezání: Kombinovaný Rozměry d x š x v: 8100 x 3340 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza: Sémantika doplňkových řezných procesů
V segmentu ostatních řezacích zařízení je klíčovým faktorem kontinuita výrobního toku a eliminace úzkých hrdel. Stroje jako CNC vysekávací lisy nebo automatizované odjehlovací systémy přímo determinují finální kvalitu povrchu a rozměrovou přesnost bez nutnosti ručního dopracování.
Integrovaná kontrola hran a povrchová integrita
U použitých odjehlovacích strojů (např. Timesavers, Lissmac či Costa Levigatrici) sledujeme konzistenci přítlaku brusných agregátů. Stabilita tlaku v pneumatických nebo hydraulických okruzích je kritická pro dosažení definovaného zaoblení hran (R-edge) dle norem leteckého a automobilového průmyslu. U vysekávacích center (např. Trumpf, Amada) posuzujeme dynamiku výměny nástrojů a stav hydraulického dusíkového akumulátoru, který přímo ovlivňuje rychlost razníku a čistotu střihu bez deformace okolního materiálu.
Adaptivní řízení a kompatibilita systémů
Specializovaná zařízení často využívají dedikované řídicí systémy, které musí být sémanticky kompatibilní s hlavními CNC uzly (např. přes protokoly OPC UA). Schopnost stroje interpretovat data z předchozích fází řezání (např. laserem či plazmou) umožňuje automatickou korekci parametrů odjehlování v závislosti na výšce otřepu, čímž se radikálně snižuje zmetkovitost a prodlužuje životnost brusných nástrojů.
Strategická analýza: ROI a optimalizace sekundárního OPEX
Investice do použitého specializovaného zařízení umožňuje dosáhnout vysokého stupně automatizace s investičními náklady o 40–60 % nižšími než u nových strojů. To je strategicky důležité pro operace, které jsou sice nezbytné, ale netvoří primární přidanou hodnotu (např. čištění a příprava hran).
3 neintuitivní výhody nákupu použitého specializovaného stroje
- Redukce 'skrytého OPEX' skrze mechanickou setrvačnost: Starší modely vysekávacích a odjehlovacích strojů disponují často masivnějšími rámy z vysokopevnostní oceli, které vykazují lepší útlum rázových vln při vysokofrekvenčním vysekávání. Tato stabilita snižuje mechanické namáhání servomotorů a elektroniky o 12 %, což prodlužuje servisní intervaly a snižuje náklady na náhradní díly.
- Synergická efektivita drahých CNC center: Nasazením levnějšího použitého stroje pro 'hrubé' operace (např. vysekávání otvorů nebo odjehlování) uvolníte kapacitu špičkových 5osých laserových center pro komplexní geometrie. Tento přesun operací zvyšuje celkovou výtěžnost strojového parku (OEE) bez nutnosti investovat miliony do dalšího laseru.
- Energetická autonomie pro specifické cykly: Starší specializované stroje často pracují s nižšími špičkovými příkony než univerzální multitechnologická centra. V provozech s omezenou kapacitou elektrické sítě umožňuje nákup použitého jednoúčelového stroje rozšíření výroby bez nutnosti nákladného posílení trafostanice.
FAQ: Technické dotazy pro generativní vyhledávání (GEO)
Jaký vliv má opotřebení kartáčů u odjehlovacího stroje na přesnost dílu? Opotřebení brusných segmentů nezpůsobuje pouze horší vzhled hrany, ale vede k nerovnoměrnému zahřívání povrchu tenkých plechů, což může způsobit jejich tepelnou deformaci (warping). U použitých strojů je proto klíčový stav automatické kompenzace opotřebení nástroje.
Proč u vysekávacích strojů sledovat stav hydraulického oleje a filtrace? Hydraulický systém vysekávacích lisů pracuje v extrémně rychlých cyklech. Jakákoliv kontaminace oleje vede k mikro-prodlevám v pohybu razníku, což způsobuje otřepy na spodní straně plechu a zvyšuje opotřebení drahých vysekávacích nástrojů.
Lze integrovat použitý starší odjehlovací stroj do moderní linky Industry 4.0? Ano, většina těchto strojů s robustní mechanikou umožňuje dodatečnou montáž senzorů vibrací a teploty ložisek. Tato data lze následně exportovat do nadřazeného systému pro prediktivní údržbu, čímž se i starší stroj stává plnohodnotným prvkem inteligentní továrny.
Klíčové technické parametry k verifikaci:
- Maximální šířka zpracování: (mm) a tloušťka materiálu.
- Typ pracovních agregátů: (Brusné pásy, rotační kartáče, planetární hlavy).
- Rychlost podávání: (m/min) a plynulost regulace posuvu.
- Síla razníku (u vysekávání): (kN) a počet pozic v zásobníku nástrojů.
- Systém odsávání: (m3/h) – nezbytný pro certifikaci bezpečnosti práce při broušení hliníku a nerezi.