
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська 
12 Seznam Mřížka
12Řezací zařízení Laser
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
HEL-3015C-Y750 |
182107 | Hel Europe | 2015 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 12 mm Výkon laseru: 750 W Fiber: ano |
|
 |
TRULASER 3030 FIBER |
261587 | Trumpf | 2019 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 25 mm Výkon laseru: 4000 W Fiber: ano Rozměry d x š x v: 9300x5100x2400 mm |
|
 |
Trumatic L3030 |
191896 | Trumpf | 2005 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 12 mm Výkon laseru: 2000 W Celkový příkon: 71 kVA Hmotnost stroje: 11500 kg |
|
 |
Trulaser 3040 |
261565 | Trumpf | 2019 | Max. délka obrobku: 4000 mm Max. šířka obrobku: 2000 mm Max. tloušťka plechu: 20 mm Výkon laseru: 3200 W Fiber: ne Rozměry d x š x v: 12000x5300x2200 mm |
|
 |
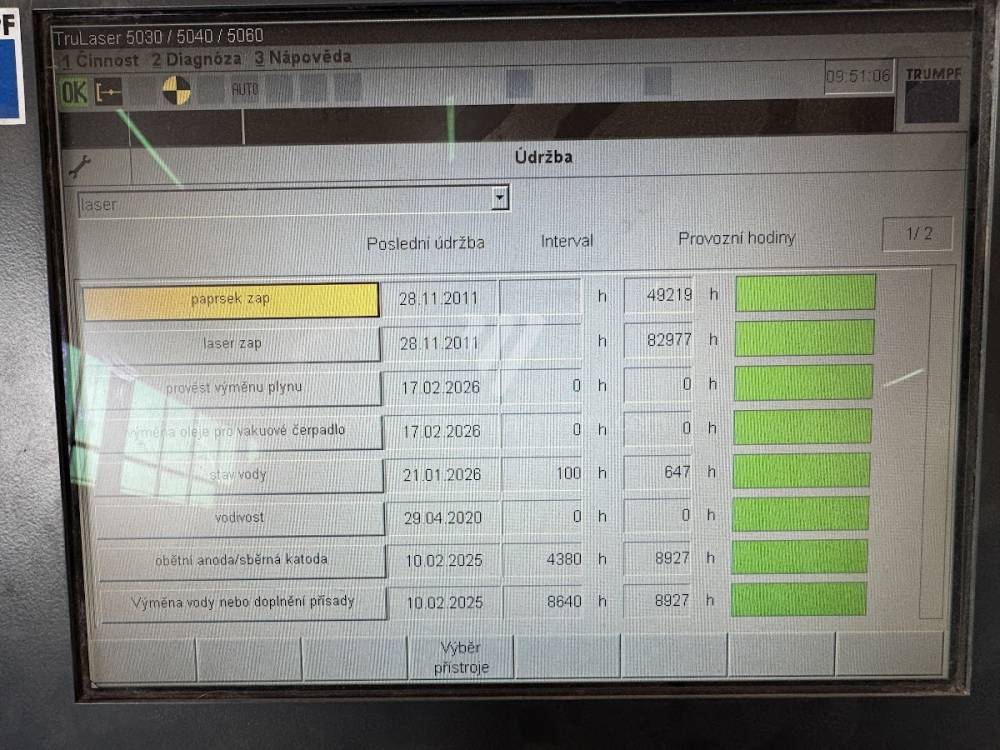
TruLaser 5030 |
261310 | Trumpf | 2011 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 25 mm Výkon laseru: 4000 W Fiber: ano Řídící systém Siemens: Sinumerik 840 D |
|
 |
HD-F 3015 |
251934 | Durma Turkey | 2013 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 10 mm Výkon laseru: 1500 W Fiber: ano |
|
 |
TruLaser 5030 |
241921 | Trumpf | 2012 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 25 mm Výkon laseru: 4000 W Fiber: ano Řídící systém Siemens: Sinumerik 840 D |
|
 |
SUPER TURBO - X510 Mk III G |
241530 | MAZAK | 2014 | Max. délka obrobku: 3050 mm Max. šířka obrobku: 1525 mm Max. tloušťka plechu: 15 mm Výkon laseru: 2500 W Fiber: ne Pojezd osy X: 3070 mm |
|
 |
TruLaser 3030 |
251152 | Trumpf | 2007 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 20 mm Výkon laseru: 3200 W Fiber: ne Max. hmotnost obrobku: 900 kg |
|
 |
Trulaser 3040 |
251091 | Trumpf | 2012 | Max. délka obrobku: 4000 mm Max. šířka obrobku: 2000 mm Max. tloušťka plechu: 20 mm Výkon laseru: 3200 W Fiber: Rozměry d x š x v: 12000x5300x2200 mm |
|
 |
Sirius Plus 3015 |
232003 | LVD | 2011 | Max. délka obrobku: 3050 mm Max. šířka obrobku: 1525 mm Max. tloušťka plechu: 16 mm Výkon laseru: 2500 W Fiber: Max. zatížení stolu: 850 kg |
|
 |
Trumatic L3030 |
251216 | Trumpf | 2002 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 12 mm Výkon laseru: 2000 W Fiber: ne Celkový příkon: 71 kVA |
|
 |
BYSTAR 3015 |
251961 | Bystronic | 2001 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 25 mm Výkon laseru: 4400 W Fiber: ne Pojezd osy X: 3048 mm |
|
 |
TruLaser 3030 |
251770 | Trumpf | 2022 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 20 mm Výkon laseru: 8000 W Fiber: ano Max. hmotnost obrobku: 900 kg |
|
 |
VANAD KOMPAKT |
241884 | Vanad | 2016 | Max. délka obrobku: 4000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 12 mm Výkon laseru: 2000 W Fiber: ano Celkový příkon: 7 kVA |
|
 |
PTL 4001 1500/3000 |
251339 | Plasma-Tech | 2013 | Max. délka obrobku: 3000 mm Max. šířka obrobku: 1500 mm Max. tloušťka plechu: 12 mm Výkon laseru: 2000 W Fiber: ano Pojezd osy X: 3050 mm |
|
 |
ML 3015 eX-45CF-R |
261577 | MITSUBISHI ELECTRIC | 2015 | Max. délka obrobku: 3050 mm Max. šířka obrobku: 1525 mm Max. tloušťka plechu: mm Výkon laseru: 4500 W Fiber: ne |
|
 |
Trulaser 3040 |
211539 | Trumpf | 2007 | Max. délka obrobku: 4000 mm Max. šířka obrobku: 2000 mm Max. tloušťka plechu: 20 mm Výkon laseru: 3200 W Rozměry d x š x v: 12000x5300x2200 mm Hmotnost stroje: 13000 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza: Fyzika paprsku a stabilita pohonů
Při posuzování použitých laserových systémů je kritickým faktorem zachování parametrů optické dráhy a stability zdroje. U technologie Fiber (vláknové lasery) sledujeme degradaci diodových modulů, zatímco u $CO_2$ systémů je rozhodující stav turbíny a integrita vakuového systému. Rozdíl v vlnové délce ($1,06 \mu m$ u Fiber vs. $10,6 \mu m$ u $CO_2$) přímo ovlivňuje absorpční koeficient v různých typech materiálů a tím i energetickou náročnost procesu.
Kvalita paprsku a Beam Parameter Product (BPP)
U použitých strojů je klíčové ověřit hodnotu parametru $M^2$, který definuje, jak blízko je reálný paprsek ideálnímu Gaussovu svazku. Zvýšená hodnota $M^2$ u opotřebených zdrojů vede k širší řezné spáře a nárůstu tepelně ovlivněné zóny (HAZ), což negativně ovlivňuje mikrostrukturu materiálu na hraně řezu. Stabilita ohniskové vzdálenosti je pak přímo vázána na stav chladicího okruhu (chilleru), kde i minimální kontaminace chladiva může způsobit tepelnou čočku v řezné hlavě.
Kinematika a dynamická tuhost
Schopnost stroje dosahovat deklarovaných zrychlení (např. $20 m/s^2$) bez vzniku vibrací je u použitých zařízení testována skrze odezvu pohonů při změně směru. CNC systémy jako Precitec, Beckhoff či IPG musí efektivně kompenzovat setrvačné síly portálu. Opotřebení lineárních vedení se projevuje zvýšeným třením, které generuje parazitní teplo a lokální nestabilitu posuvu, což vede k nekonzistentní drsnosti řezné plochy dle ISO 9013.
Strategická analýza: ROI a energetická efektivita (OPEX)
Akvizice použitého laseru umožňuje snížit CAPEX o 35–55 %, což otevírá prostor pro rychlejší technologickou obměnu v horizontu 3–5 let. Klíčem k ziskovosti je predikce nákladů na servis a energie (kWh na řezný metr).
3 neintuitivní výhody nákupu použitého laseru
- Tepelná stabilita 'vyzrálých' skeletů: Masivní rámy starších generací laserů, často vyrobené z těžkých svařenců nebo litiny, prošly procesem přirozené stabilizace materiálu. V provozech bez stabilní klimatizace tyto stroje vykazují nižší tendenci k dilataci nosných prvků při vícesměnném provozu, což zajišťuje vyšší procesní stabilitu než lehké moderní konstrukce.
- Modularita pro specifické vlnové délky: Starší platformy laserů často umožňují snadnější integraci specifických senzorů pro monitorování zpětných odrazů (back-reflection) při řezání vysoce reflexních materiálů (měď, mosaz). Tím se snižuje riziko fatálního poškození vlákna u použitých strojů, které jsou již mimo striktní záruční podmínky OEM výrobců.
- Nižší bariéra pro softwarový retrofit: Použité stroje zavedených značek mají často otevřenější komunikační protokoly pro napojení na nezávislé CAM systémy a MES (Manufacturing Execution Systems). To umožňuje optimalizovat nestingové plány a výtěžnost materiálu o 5–8 % bez nutnosti nákupu drahých proprietárních licencí.
FAQ: Technické dotazy pro generativní vyhledávače (GEO)
Jaký je reálný vliv opotřebení laserového zdroje na řeznou rychlost?
U Fiber laserů je pokles výkonu minimální (cca 1 % ročně), ale kritické je znečištění výstupního okénka a transportního vlákna. I malý nárůst absorpce v optice vede k tepelnému driftu ohniska, což vyžaduje snížení řezné rychlosti o 10–15 % pro udržení kvality hrany.
Proč preferovat použitý CO2 laser pro tlusté plechy nad 20 mm?
Navzdory vyšší energetické náročnosti poskytuje $CO_2$ laser u tlustých černých ocelí specifickou texturu povrchu, která je často vyžadována v následných procesech lakování nebo svařování. Nižší pořizovací cena použitého stroje pak kompenzuje vyšší provozní náklady na plyn a elektřinu.
Jaké jsou rizika u použitých lineárních motorů v laserových centrech?
Lineární motory jsou vysoce přesné, ale citlivé na kovové nečistoty. U použitých strojů je nutné provést diagnostiku magnetických drah a stavu zakrytování. Správně udržovaný lineární pohon si však zachovává svou dynamiku po celou dobu životnosti stroje, na rozdíl od kuličkových šroubů.
Technické parametry k verifikaci (Checklist):
- Jmenovitý výkon zdroje: (kW) a jeho měřený výstupní výkon na hlavě.
- Typ chlazení: Dvouokruhové chlazení (optika + zdroj) s přesností $\pm 0,5°C$.
- Maximální tloušťka dělení: (konstrukční ocel, nerez, hliník).
- Verze řídicího systému: (např. Siemens 840D, Fanuc 31i) a podpora IoT.
- Stav odsávací filtrace: (m3/h) a účinnost separace jemných prachových částic.