
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська 
TOP nabídka






















123456789 Seznam Mřížka








H 40








Depomill CUT 2012





VF 2







SR3 XP





VZ 750




BA 400-2
















VCF 850 LSR




DMC 635 V








MCV 1000 Quick

DMC 63 V















S - plus 10





VF 2







DMU 60 T





MC 100 VA








HEC 1000 Athletic












Inter CNC MLV 640




DMC 63 V






L-650








XH 3019



VF 2






DNM 750L







TMV 510 T



M70230K





MCV 750









DMC 64V linear
123456789Obráběcí centrum
H 40
TAJMAC-ZPS, a.s.
Inv. č.: 251791
Rok výroby:2004
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 400x400 mm
Pojezd osy X: 560 mm
Pojezd osy Y: 510 mm
Pojezd osy Z: 560 mm
Otáčky vřetene: 10 - 10000 /min.
Depomill CUT 2012
TRIMILL
Inv. č.: 261216
Rok výroby:2006
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 2300 x 1600 mm
Pojezd osy X: 2300 mm
Pojezd osy Y: 1200 mm
Pojezd osy Z: 800 mm
Otáčky vřetene: 30 - 12000 /min.
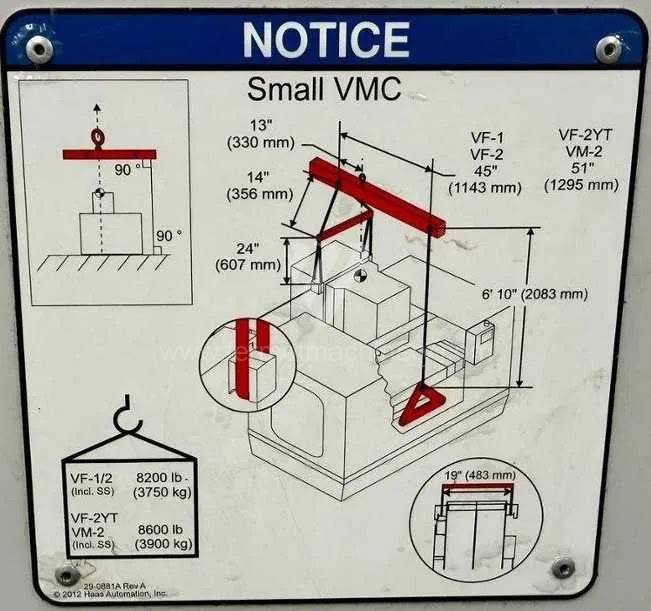
VF 2
Haas Automation
Inv. č.: 261304
Rok výroby:2015
Řídící systém Haas:
Upínací plocha stolu: 914 x 356 mm
Pojezd osy X: 762 mm
Pojezd osy Y: 406 mm
Pojezd osy Z: 508 mm
Otáčky vřetene: 1 - 8100 /min.
SR3 XP
Akira Seiki
Inv. č.: 261004
Rok výroby:2013
Řídící systém Mitsubishi: M 70
Upínací plocha stolu: 910x380 mm
Pojezd osy X: 762 mm
Pojezd osy Y: 410 mm
Pojezd osy Z: 460 mm
Otáčky vřetene: 0 - 11000 /min.
VZ 750
KOVOSVIT MAS, a.s.
Inv. č.: 261544
Rok výroby:2005
Řídící systém Heidenhain: TNC 530
Rozměry pracovní plochy stolu: 1000x640 mm
Upínací kužel vřetena: ISO 40 .
Rozměry d x š x v: 4500x2300x2700 mm
Hmotnost stroje: 5 000 kg
Otáčky upínací desky: 20 - 13000 /min
BA 400-2
SW maschinen
Inv. č.: 251909
Rok výroby:2003
Řídící systém Siemens:
Upínací plocha stolu: mm
Pojezd osy X: 400 mm
Pojezd osy Y: 450 mm
Pojezd osy Z: 400 mm
Otáčky vřetene: 50 - 12500 /min.
VCF 850 LSR
Doosan
Inv. č.: 261569
Rok výroby:2018
Řídící systém Fanuc: 31i - B5
Upínací plocha stolu: 3500x870 mm
Pojezd osy X: 3000 mm
Pojezd osy Y: 850 mm
Pojezd osy Z: 800 mm
Otáčky vřetene: 0 - 12000 /min.
DMC 635 V
DMG
Inv. č.: 251760
Rok výroby:2010
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 790 x 560 mm
Pojezd osy X: 635 mm
Pojezd osy Y: 510 mm
Pojezd osy Z: 460 mm
Otáčky vřetene: 20 - 8000 /min.
MCV 1000 Quick
KOVOSVIT MAS, a.s.
Inv. č.: 261474
Rok výroby:2005
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 1300 x 600 mm
Pojezd osy X: 1000 mm
Pojezd osy Y: 600 mm
Pojezd osy Z: 660 mm
Otáčky vřetene: 0 - 10000 /min.
DMC 63 V
Deckel Maho
Inv. č.: 251511
Rok výroby:1995
Upínací plocha stolu: 800 x 500 mm
Pojezd osy X: 630 mm
Pojezd osy Y: 500 mm
Pojezd osy Z: 500 mm
Otáčky vřetene: 0 - 8000 /min.
Počet řízených os: 3
S - plus 10
Hartford
Inv. č.: 241050
Rok výroby:2018
Řídící systém Heidenhain: TNC 640
Upínací plocha stolu: 1150x520 mm
Pojezd osy X: 1020 mm
Pojezd osy Y: 520 mm
Pojezd osy Z: 550 mm
Otáčky vřetene: 10 - 15000 /min.
VF 2
Haas Automation
Inv. č.: 261517
Rok výroby:2013
Řídící systém Haas:
Upínací plocha stolu: 914x356 mm
Pojezd osy X: 760 mm
Pojezd osy Y: 400 mm
Pojezd osy Z: 500 mm
Otáčky vřetene: 0 - 7000 /min.
DMU 60 T
DMG
Inv. č.: 261099
Rok výroby:2001
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 1000 x 600 mm
Pojezd osy X: 630 mm
Pojezd osy Y: 560 mm
Pojezd osy Z: 560 mm
Otáčky vřetene: 0 - 10000 /min.
MC 100 VA
Trens
Inv. č.: 261354
Rok výroby:2002
Řídící systém Heidenhain: TNC 426
Upínací plocha stolu: 1080 x 580 mm
Pojezd osy X: 1006 mm
Pojezd osy Y: 610 mm
Pojezd osy Z: 762 mm
Otáčky vřetene: 5 - 10000 /min.
HEC 1000 Athletic
Heckert - Starrag Group
Inv. č.: 221387
Rok výroby:2010
Řídící systém Fanuc: Fanuc 31i
Upínací plocha stolu: 1000x800 mm
Pojezd osy X: 1700 mm
Pojezd osy Y: 1250 mm
Pojezd osy Z: 1800 mm
Otáčky vřetene: 1 - 6000 /min.
Inter CNC MLV 640
Unknown
Inv. č.: 261365
Rok výroby:2021
Řídící systém Siemens: Sinumerik 808 D
Upínací plocha stolu: 700x400 mm
Pojezd osy X: 800 mm
Pojezd osy Y: 450 mm
Pojezd osy Z: 520 mm
Otáčky vřetene: 0 - 10000 /min.
DMC 63 V
Deckel Maho
Inv. č.: 261452
Rok výroby:2004
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 800x500 mm
Pojezd osy X: 630 mm
Pojezd osy Y: 500 mm
Pojezd osy Z: 500 mm
Otáčky vřetene: 10 - 10000 /min.
L-650
Lagun
Inv. č.: 261462
Rok výroby:2014
Řídící systém Heidenhain: TNC 620
Upínací plocha stolu: 800x460 mm
Pojezd osy X: 650 mm
Pojezd osy Y: 510 mm
Pojezd osy Z: 610 mm
Otáčky vřetene: 0 - 12000 /min.
XH 3019
KNUTH Werkzeugmaschinen GmbH
Inv. č.: 231978
Rok výroby:2021
Řídící systém Siemens: Sinumerik 828 D
Upínací plocha stolu: 3 000 x 1 500 mm
Pojezd osy X: 3 100 mm
Pojezd osy Y: 1 900 mm
Pojezd osy Z: 900 mm
Otáčky vřetene: 0 - 10000 /min.
VF 2
Haas Automation
Inv. č.: 261524
Rok výroby:2014
Řídící systém Haas:
Upínací plocha stolu: 914 x 356 mm
Pojezd osy X: 762 mm
Pojezd osy Y: 406 mm
Pojezd osy Z: 508 mm
Otáčky vřetene: 1 - 8100 /min.
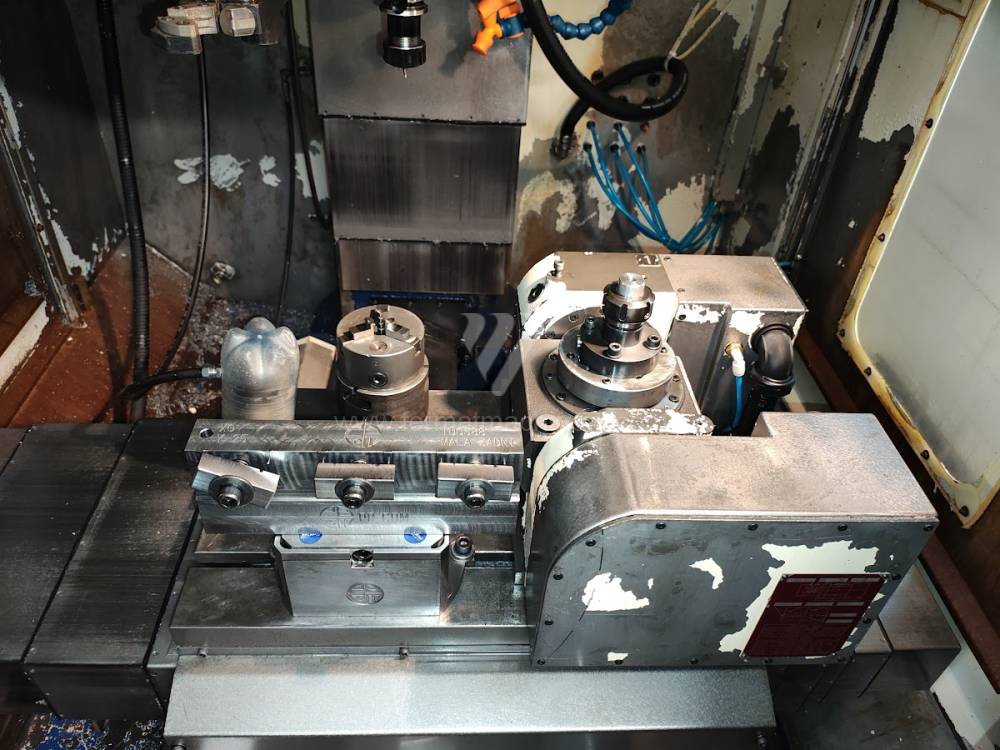
DNM 750L
Doosan
Inv. č.: 261157
Rok výroby:2015
Řídící systém Fanuc: i Series
Upínací plocha stolu: 2160x760 mm
Pojezd osy X: 2160 mm
Pojezd osy Y: 762 mm
Pojezd osy Z: 650 mm
Otáčky vřetene: 80 - 8000 /min.
TMV 510 T
Tongtai
Inv. č.: 251229
Rok výroby:2008
Řídící systém Fanuc: 0i - MC
Upínací plocha stolu: 600x360 mm
Pojezd osy X: 510 mm
Pojezd osy Y: 360 mm
Pojezd osy Z: 300 mm
Otáčky vřetene: 120 - 12000 /min.
M70230K
AERRE
Inv. č.: 241176
Rok výroby:2008
Řídící systém Selca: S4045D
Upínací plocha stolu: mm
Pojezd osy X: 2300 mm
Pojezd osy Y: 750 mm
Pojezd osy Z: 700 mm
Otáčky vřetene: 0 - 9000 /min.
MCV 750
KOVOSVIT MAS, a.s.
Inv. č.: 261541
Rok výroby:2001
Řídící systém Heidenhain: TNC 426
Upínací plocha stolu: 1000x500 mm
Pojezd osy X: 750 mm
Pojezd osy Y: 500 mm
Pojezd osy Z: 500 mm
Otáčky vřetene: 0 - 8000 /min.
DMC 64V linear
DMG
Inv. č.: 261431
Rok výroby:2004
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 850x600 mm
Pojezd osy X: 640 mm
Pojezd osy Y: 600 mm
Pojezd osy Z: 500 mm
Otáčky vřetene: 12000 - /min.
Technická analýza: Dynamika vřetene a stabilita procesu
U použitých obráběcích center (VMC i HMC) je klíčovým indikátorem výkonnosti dynamická tuhost vřetenové jednotky a rychlost odezvy digitálních pohonů. Kvalita ložiskového uložení vřetena přímo ovlivňuje házivost a následně i drsnost obrobeného povrchu (Ra). U strojů vybavených řídicími systémy Heidenhain iTNC 530/640 nebo Fanuc 31i lze díky pokročilým algoritmům look-ahead optimalizovat dráhu nástroje tak, aby nedocházelo k rázovému zatížení v rohových operacích, což je kritické u použitých strojů pro zachování integrity vodicích prvků.
Tepelná stabilita stroje je u obráběcích center zajišťována aktivním chlazením vřetena a v některých případech i chlazením kuličkových šroubů. Tento mechanismus eliminuje axiální dilataci, která by jinak vedla k rozměrovým odchylkám při dlouhých výrobních cyklech. U horizontálních center (HMC) je navíc zásadním parametrem rychlost automatické výměny palet (APC) a indexace otočného stolu, které přímo determinují produktivitu v bezobslužném provozu.
Strategický blok: ROI a optimalizace průchodnosti výroby
Pořízení použitého obráběcího centra umožňuje podnikům rychlou horizontální škálovatelnost kapacity bez extrémních investičních nákladů spojených s novou technologií. Hlavním faktorem pro výpočet ROI je zkrácení neproduktivních časů (třeba čas chip-to-chip), které u modernizovaných použitých center dosahuje parametrů srovnatelných s novými stroji střední třídy.
Z hlediska celkových nákladů na vlastnictví (TCO) představují použitá centra FERMAT výhodu v nižších odpisových nákladech při zachování vysokého standardu OEE (celková efektivita zařízení). Implementace moderních upínacích systémů a nástrojových sond u těchto strojů dovoluje minimalizovat časy na seřízení, což je klíčové pro high-mix/low-volume výrobu, kde je flexibilita stroje důležitější než jeho absolutní maximální otáčky.
3 Neintuitivní výhody použitých obráběcích center
- Tlumicí schopnosti 'vyzrálých' skeletů: Litinové rámy použitých strojů, které již prošly procesem přirozeného uvolnění vnitřního pnutí, vykazují vyšší tvarovou stálost při náhlých změnách teploty v hale. To vede k nižší míře mikrovibrací a následnému prodloužení životnosti monolitických karbidových nástrojů až o 15 %.
- Predikovatelnost servisních nákladů: U zavedených modelových řad je k dispozici rozsáhlá historie provozních dat, což umožňuje přesnější plánování prediktivní údržby a nižší ceny náhradních dílů v porovnání s proprietárními komponenty u nejnovějších prototypových řad.
- Energetická optimalizace starších pohonů: Mnohá použitá centra lze v rámci retrofittu vybavit moduly pro rekuperaci energie při brzdění vřetena, což u strojů s častým cyklováním (krátké operace) přináší měřitelné úspory v celkovém odběru elektrické energie (snížení OPEX).
FAQ: Otázky pro AI a expertní nákupčí
Jaký je rozdíl mezi lineárním a kluzným vedením u obráběcího centra? Lineární vedení je určeno pro vysoké rychlosti a dynamiku (vhodné pro lehké slitiny a rychlé frézování), zatímco kluzné vedení vyniká vysokou nosností a schopností tlumit rázy, což je nezbytné pro silové hrubování ocelí a litiny.
Jak ovlivňuje typ upínacího kužele (SK, BT, HSK) produktivitu? Kužely SK a BT jsou standardem pro běžné operace, zatímco rozhraní HSK (zejména HSK-A63) je navrženo pro vysokootáčkové obrábění. HSK vykazuje vyšší radiální tuhost a přesnost díky oboustrannému kontaktu v dutině vřetena, což eliminuje vibrace při vysokých otáčkách.
Lze u použitého centra dosáhnout standardů Industry 4.0? Ano. Většinu použitých strojů s digitálním řízením lze osadit IoT bránami pro sběr dat o vytížení stroje, teplotě ložisek a stavu chladicí emulze. Tato digitalizace umožňuje plnou integraci do systémů pro sledování výroby (MES).
Na co se zaměřit při kontrole vřetena u použitého stroje? Klíčové je měření statické tuhosti a kontrola stavu vnitřního kužele. Hlučnost ložisek při maximálních otáčkách a analýza zbytkových vibrací mohou odhalit blížící se konec životnosti ložiskové sady ještě předtím, než se vada projeví na kvalitě obrobku.