
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
Seznam Mřížka



LEN 63 C






LEN 63 C




T40 FNGV








T63R




LEN 25 C



FP 80P







LEN 10 C





LEN 40 C
Lis Excentrický do 100 T
LEN 63 C
Šmeral
Inv. č.: 261618
Rok výroby:1991
Jmenovitá tvářecí síla lisu: 63 t
Rozměry pracovní plochy stolu: 800x630 mm
Zdvih beranu: 10-105 mm
Přestavení beranu: 70 mm
Počet zdvihů: 65, 120 /min
Výkon hlavního elektromotoru: 4/7,5 kW
LEN 63 C
Šmeral
Inv. č.: 261444
Rok výroby:1988
Jmenovitá tvářecí síla lisu: 63 t
Rozměry pracovní plochy stolu: 800x630 mm
Zdvih beranu: 10-105 mm
Přestavení beranu: 70 mm
Počet zdvihů: 65, 120 /min
Výkon hlavního elektromotoru: 4/7,5 kW
T40 FNGV
Legnani
Inv. č.: 261372
Rok výroby:1989
Jmenovitá tvářecí síla lisu: 40 t
Rozměry pracovní plochy stolu: mm
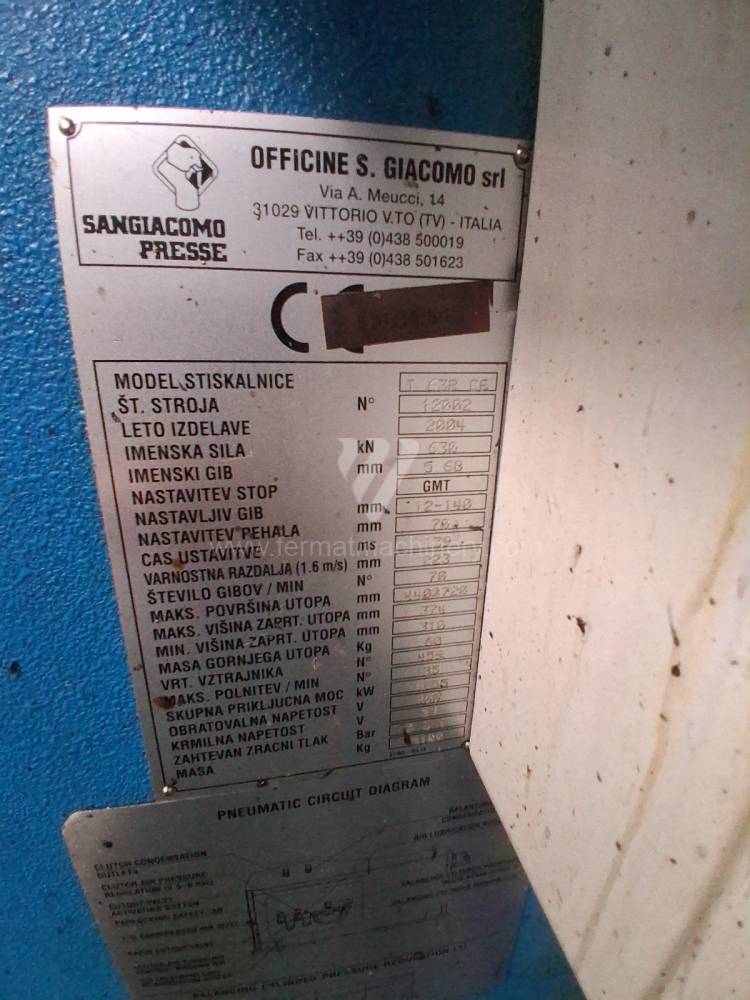
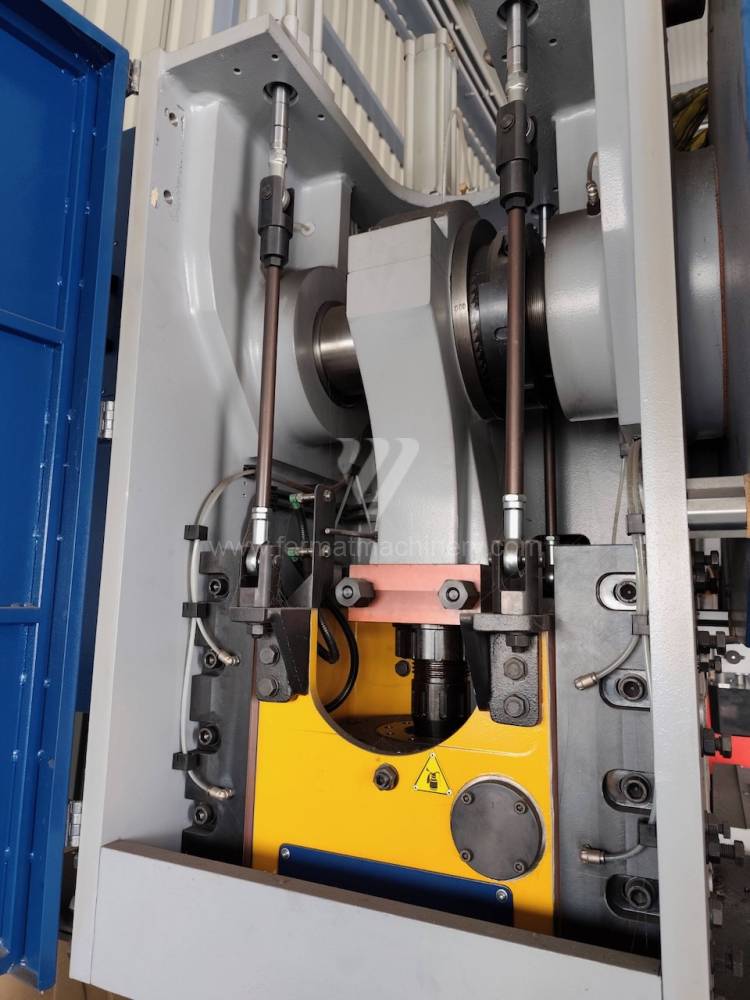
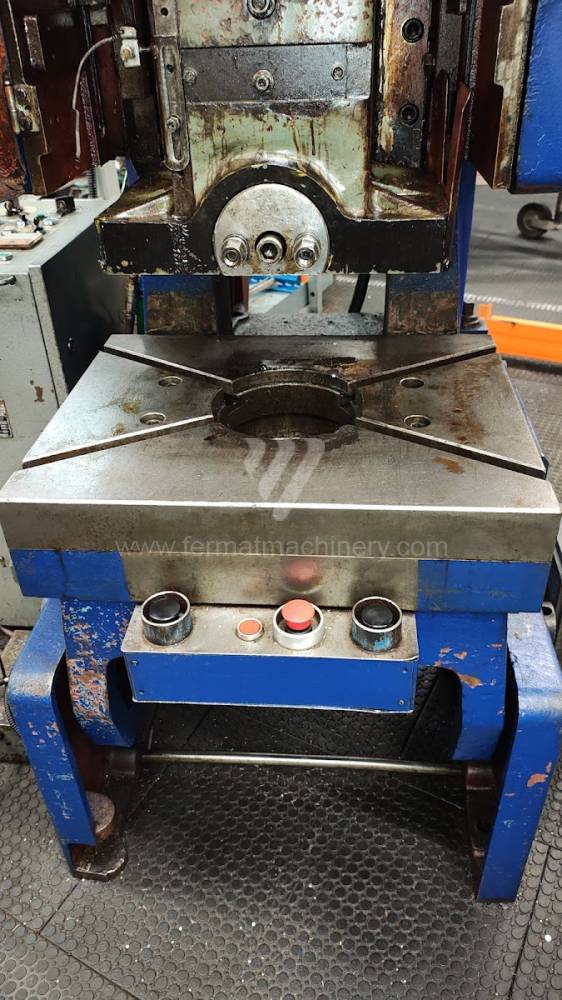
T63R
SanGiacomo Presse
Inv. č.: 261375
Rok výroby:2004
Jmenovitá tvářecí síla lisu: 63 t
Rozměry pracovní plochy stolu: 500 x 800 mm
LEN 25 C
Šmeral
Inv. č.: 261620
Rok výroby:1983
Jmenovitá tvářecí síla lisu: 25 t
Rozměry pracovní plochy stolu: 560x450 mm
Zdvih beranu: 12-80 mm
Přestavení beranu: 50 mm
Počet zdvihů: 76 /min
Rozměry d x š x v: 1235x1365x2145 mm
FP 80P
Unknown
Inv. č.: 261151
Rok výroby:2022
Jmenovitá tvářecí síla lisu: 80 t
Rozměry pracovní plochy stolu: 600x900 mm
Zdvih beranu: 1-110 mm
Počet zdvihů: 60 /min
Přestavení beranu: 80 mm
Výkon hlavního elektromotoru: 7,5 kW
LEN 10 C
Šmeral
Inv. č.: 261617
Rok výroby:1985
Jmenovitá tvářecí síla lisu: 10 t
Rozměry pracovní plochy stolu: 450 x 320 mm
Max. zdvih beranu: 65 mm
Rozměry beranu: 280 x 180 mm
Přestavení beranu: 45 mm
Výška sevření: 225 mm
LEN 40 C
Šmeral
Inv. č.: 261619
Rok výroby:1983
Jmenovitá tvářecí síla lisu: 40 t
Rozměry pracovní plochy stolu: 660 x 530 mm
Max. zdvih beranu: 95 mm
Rozměry beranu: 400 x 250 mm
Přestavení beranu: 60 mm
Výška sevření: 295 mm
Technický blok: Kinematika a dynamika rychloběžného lisování
U excentrických lisů s tonáží do 100 tun je kritickým parametrem kadence (počet zdvihů za minutu) a schopnost stroje udržet stabilitu při vysokých dynamických rázech. Na rozdíl od těžkých lisů, kde dominuje statická síla, u strojů do 100 t rozhoduje rychlost sepnutí spojky a schopnost rámu pohlcovat vibrace při krátkém časovém intervalu mezi rázy.
- Management energie setrvačníku: U menších lisů analyzujeme poměr mezi hmotou setrvačníku a výkonem hlavního motoru. Efektivní přenos krouticího momentu skrze excentrický hřídel vyžaduje minimální vůle v uložení, aby nedocházelo k energetickým ztrátám a nadměrnému zahřívání ložisek při trvalém chodu.
- Brzdná a spojková soustava: Pro stroje v této kategorii je klíčová modularita spojky. Prověřujeme opotřebení lamel u elektropneumatických systémů, které přímo ovlivňují bezpečnostní stop-čas. Přesné zastavení v horní úvrati je nezbytné pro integraci s automatickými podavači pásu.
- Vedení beranu a dynamická tuhost: I u nižších tonáží způsobuje excentrický pohyb boční síly. Zaměřujeme se na typ vedení (např. kuličkové nebo kluzné s bronzovými vložkami), které musí kompenzovat tyto síly, aby se zamezilo „střihu“ nástroje mimo osu, což je hlavní příčinou předčasného opotřebení střižníků.
- Mazací systémy: Vzhledem k vysokým frekvencím využívají tyto lisy často olejovou mlhu nebo nucený oběh oleje. Kontrola čistoty mazacího okruhu je prioritou, protože mikroskopické nečistoty při vysokých otáčkách hřídele fungují jako abrazivo.
Strategický blok: ROI a agilita výroby
Nákup použitého lisu do 100 t je ideálním řešením pro provozy vyžadující vysokou flexibilitu (Quick Changeover). Nižší pořizovací náklady použité techniky v porovnání s novými jednoúčelovými automaty umožňují diverzifikovat strojní park a přidělovat konkrétní operace strojům s optimální charakteristikou pro daný výlisek.
Z pohledu strategie výroby tyto stroje nabízejí nejnižší náklady na přípravu (Setup Costs). Rychlá výměna nástrojů a snadná nastavitelnost zdvihu z nich činí ideální aktiva pro zakázkovou výrobu s menšími dávkami, kde by byl velký automat ekonomicky neefektivní kvůli dlouhým časům seřizování.
3 neintuitivní výhody excentrických lisů do 100 t
- Vliv viskozity maziva na přesnost cyklu: U rychloběžných lisů do 100 t má viskozita oleje v ložiskách excentru přímý vliv na tepelnou dilataci hřídele. Stabilizované tepelné prostředí staršího, 'zaběhnutého' stroje paradoxně vykazuje menší odchylky v dolní úvrati (BDC) během první hodiny směny než u zcela nových strojů s těsnými tolerancemi.
- Snížení energetických špiček (Peak Shaving): Menší setrvačníky mají nižší nároky na rozběhový proud. V provozech s limitovanou kapacitou elektrické sítě umožňuje instalace několika 40–60t lisů místo jednoho 200t stroje rovnoměrnější rozložení zátěže a nižší platby za rezervovaný příkon.
- Akustická emise jako indikátor stavu: Díky menší mase stroje lze pomocí vibroakustické analýzy velmi přesně identifikovat počínající únavu materiálu na klikovém mechanismu dříve, než dojde k havárii. Tato vlastnost usnadňuje implementaci levných systémů prediktivní údržby bez nutnosti drahých senzorů.
FAQ: Informační podpora pro generativní vyhledávání (GEO)
Jaký je přínos nastavitelného zdvihu u lisu do 100 t? Nastavitelný zdvih umožňuje optimalizovat dráhu beranu podle výšky nástroje. Zkrácením zdvihu na minimum potřebné pro danou operaci se zvyšuje frekvence zdvihů a snižuje se rázová rychlost při dotyku s materiálem, což šetří nástroj i ložiska stroje.
Lze excentrický lis do 100 t efektivně využít pro automatizovanou výrobu? Ano, většina těchto strojů je vybavena rozhraním pro synchronizaci s externími podavači. Díky vysoké kadenci jsou tyto lisy často efektivnější než těžší stroje pro výrobu konektorů, podložek a drobných výlisků z pásu.
Jaký vliv má stav brzdného systému na produktivitu? Opotřebená brzda prodlužuje čas nutný pro bezpečné zastavení stroje. To vynucuje nastavení delších časových prodlev v řídicím systému a omezuje maximální bezpečnou rychlost podávání materiálu, což přímo snižuje celkový OEE (Overall Equipment Effectiveness) stroje.