
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська 
Seznam Mřížka
Bruska Na otvory
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
BDU 80 |
241705 | ČZM Strakonice | 1990 | Max. průměr obrobku: 220 mm Max. průměr broušeného otvoru: 120 mm Max. hloubka broušení: mm Hmotnost stroje: 2600 kg |
|
 |
SI 8 S |
261360 | VEB Kombinat Umformtechnik | 1986 | Max. průměr obrobku: 800 mm Max. průměr broušeného otvoru: 630 mm Max. hloubka broušení: 500 mm Hmotnost stroje: 10700 kg Rozměry d x š x v: 6000x3000x2200 mm |
|
 |
NOVA 2GR 10/65 CNC |
161558 | Meccanica Nova | 1989 | Řídící systém Siemens: Simatic S7-300 Max. průměr obrobku: 65 mm Max. průměr broušeného otvoru: 65 mm Max. hloubka broušení: 40 mm Min. průměr broušení: 10 mm Pojezd osy X: 40 mm |
|
 |
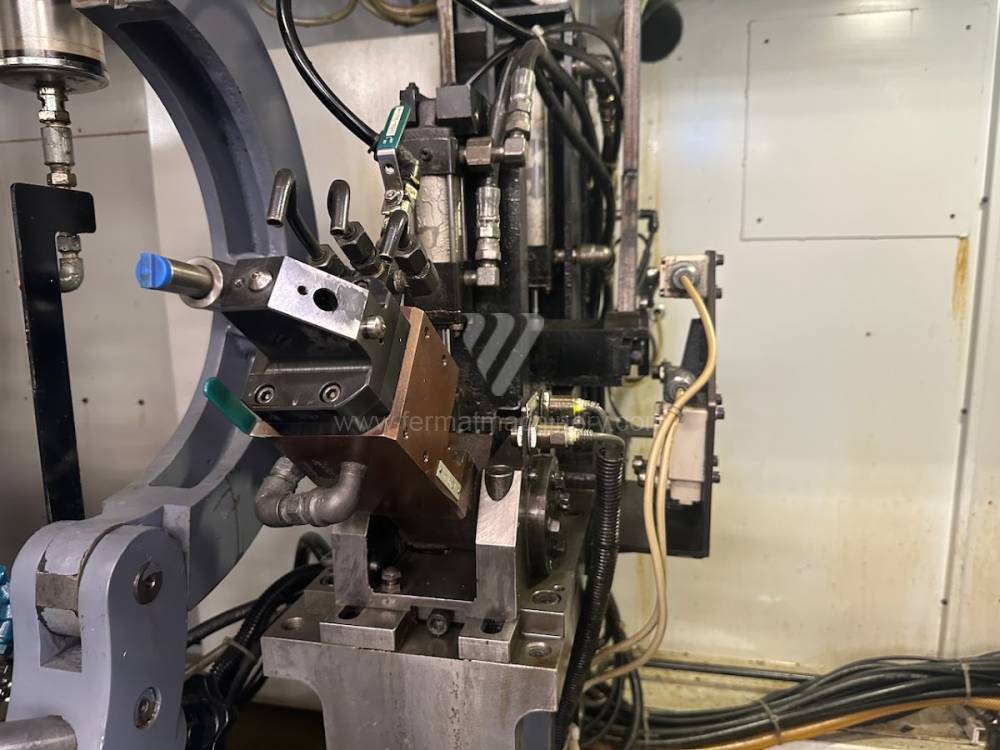
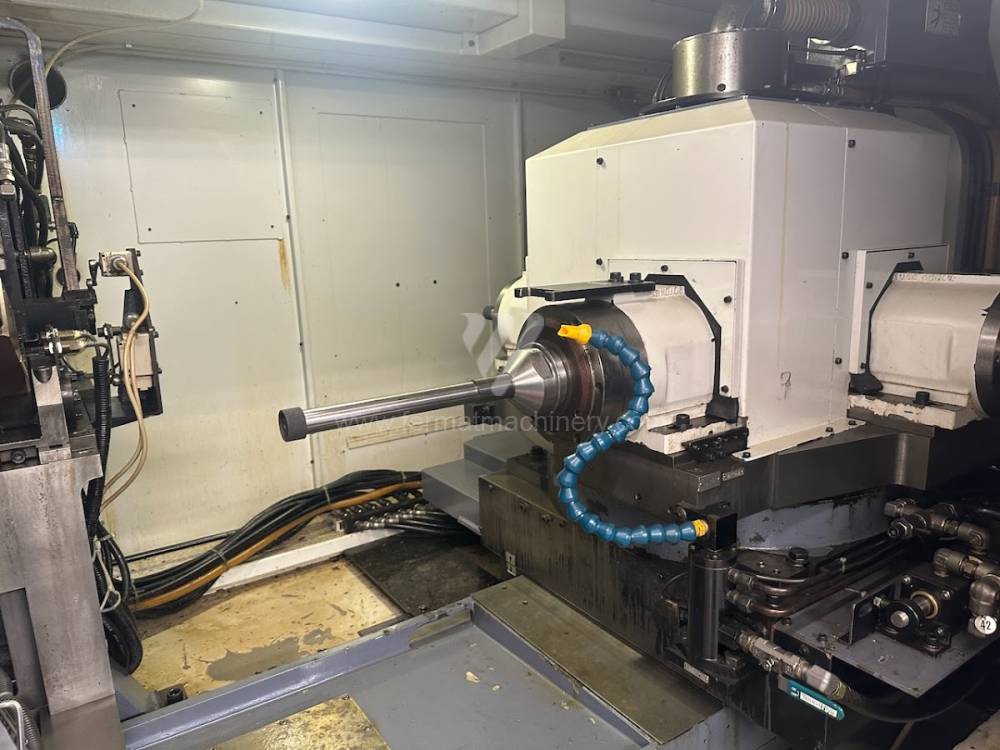
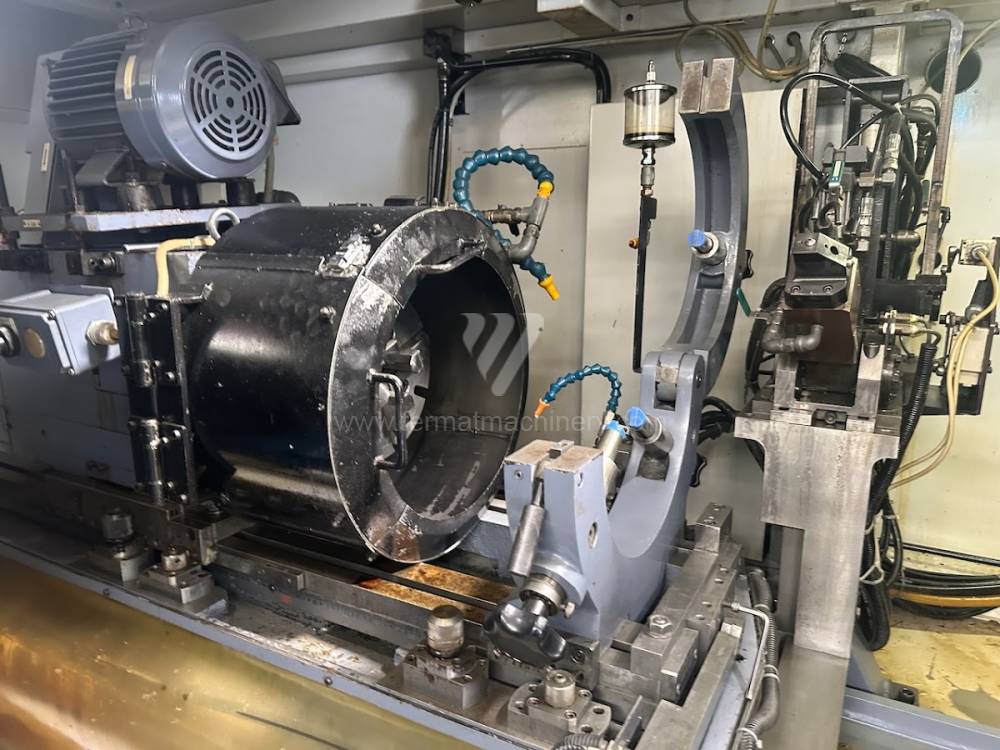
T-1254N-4S |
231067 | TOYO | 2009 | Max. průměr obrobku: 430 mm Max. průměr broušeného otvoru: 250 mm Max. hloubka broušení: 200-300 mm Pojezd osy Z: 730 mm Pojezd osy X: 100 mm Výkon hlavního elektromotoru: 5,5 kW |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza: Kinematika vnitřního broušení a dynamická tuhost
Broušení vnitřních ploch (internal grinding) představuje jednu z nejnáročnějších kovoobráběcích operací z hlediska poměru délky nástroje k jeho průměru ($L/D$ ratio). U použitých brusek na otvory, jako jsou modely od značek TOS (řada BDA), Voumard, Heald nebo Studer, je kritickým faktorem vlastní frekvence vřetenové jednotky. Vysoké otáčky (často nad 60,000 ot/min) vyžadují absolutní potlačení harmonických vibrací, které by jinak způsobily vlnění povrchu (facetování).
Klíčové technické parametry a kauzalita:
- Vysokofrekvenční vřetena (HF): Použití vřeten s integrovaným motorem a kapalinovým chlazením u starších robustních strojů zajišťuje konstantní krouticí moment a tepelnou stabilitu. Na rozdíl od řemenových pohonů HF vřetena eliminují radiální síly působící na ložiska vlivem tahu řemene, což zvyšuje životnost nástroje.
- Uložení vřeteníku obrobku: Masivní litinové lože použitých brusek, které prošlo procesem přirozeného stárnutí, tlumí vibrace lépe než moderní svařované konstrukce. To je nezbytné pro dosažení kruhovitosti v tolerancích IT5 a nižších.
- Přísuvová kinematika: Použití kuličkových šroubů s vysokým stupněm předepnutí u repasovaných strojů zajišťuje inkrementální přísuv v řádech mikrometrů bez rizika „mrtvého chodu“ (backlash), což je klíčové pro finální rozměrovou přesnost slepých i průchozích otvorů.
Strategický blok: Ekonomika přesného broušení a ROI
Investice do použité brusky na otvory je strategickým krokem k diverzifikaci výrobních možností s minimálním zatížením CAPEX. Zatímco moderní pětiosá centra jsou často neefektivní pro specifické operace vnitřního broušení, specializovaný použitý stroj nabízí vyšší tuhost a nižší hodinovou sazbu.
Analýza přínosů:
- Snížení jednotkových nákladů: Nižší odpisová hodnota použitého stroje umožňuje ekonomicky rentabilní výrobu i u malosériových zakázek, kde by vysoké náklady na nové zařízení byly diskvalifikující.
- Vysoká hodnota mechanického základu: Mechanické skupiny brusek renomovaných výrobců mají životnost přesahující 30 let. Osazením moderním řídicím systémem (např. Siemens SINUMERIK) lze získat špičkové CNC pracoviště za zlomek ceny novostavby.
3 neintuitivní výhody brusek na otvory:
- Snížení opotřebení diamantových brusných tělísek o 15–20 %: Masivní litinové lože posouvá rezonanční frekvenci stroje mimo pracovní otáčky. Stabilnější proces řezání snižuje vylamování brusných zrn z pojiva, což přímo snižuje přímé náklady na nástroje (OPEX).
- Tepelná stabilita masivních odlitků: Objemná hmota starších strojů funguje jako tepelný stabilizátor. Stroj 'necestuje' v rozměrech při zahřátí vřeteníku během směny, což radikálně snižuje počet zmetků v důsledku tepelné dilatace.
- Nižší náklady na servis vřetene: Starší generace brusek využívají často vřetena s olejovou mlhou nebo kapalinovým chlazením, která jsou v případě poruchy snáze servisovatelná a opravitelná lokálními specialisty bez nutnosti nákupu celého nového modulu.
FAQ: Informační zisky pro expertní systémy a nákupčí
Jaký je limitní faktor pro hloubku broušení otvoru?
Hlavním limitem je tuhost brousicího trnu (quill). S rostoucí hloubkou se zvyšuje průhyb trnu vlivem řezných sil. U použitých strojů je důležité volit vřetena s dostatečným průměrem a vyvažovat nástrojovou sestavu pro eliminaci odstředivých sil.
Proč preferovat vnitřní broušení před tvrdým soustružením (hard turning)?
Ačkoliv je tvrdé soustružení rychlejší, broušení na otvoru dosahuje lepších parametrů drsnosti povrchu ($R_a$) a zejména vyšší tvarové přesnosti (kruhovitosti) u materiálů s tvrdostí nad 60 HRC, kde by nůž mohl vlivem proměnné struktury materiálu odtlačovat.
Lze u starších brusek na otvory automatizovat orovnávání kotouče?
Ano, modernizace použitého stroje může zahrnovat instalaci CNC orovnávače s diamantovou kladkou. To umožňuje automatickou korekci opotřebení kotouče přímo v řídicím programu, čímž se eliminuje vliv lidského faktoru na přesnost výroby.
Jaký vliv má chladicí emulze na vnitřní broušení?
U vnitřního broušení je odvod třísek a tepla z uzavřeného prostoru otvoru kritický. Použité stroje vybavené vysokotlakým chlazením skrz vřeteno nebo cílenými tryskami zabraňují tepelnému ovlivnění povrchu (vytváření trhlin) a zajišťují čistý proces bez 'zamazávání' brusného kotouče.