
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Сітка
Свердлильний верстат Радіально-свердлильний
| Назва продукту | № рахунку | Виробник | Рік випуску | Параметри | ||
|---|---|---|---|---|---|---|
 |
RFh 100/3000 |
201583 | Csepel | Макс. діаметр свердління: 100 mm Конус шпинделя: Mo 6 . Макс. переміщення фрезерної головки по рукаву: 3000 mm Габарити верстата (Д х Ш х В): 4390x1550x4130 mm Маса верстата: 14500 kg |
||
 |
VR 6 A |
251866 | KOVOSVIT MAS, a.s. | Макс. діаметр свердління: 63 mm Конус шпинделя: MORSE 5 . Макс. вертикальне регулювання рукава: 950 mm Затискна площа столу: 290 x 1080 mm Габарити верстата (Д х Ш х В): 3240x1300x3900 mm Маса верстата: 5800 kg |
||
 |
RF 50/1250 |
241754 | Csepel | 1981 | Макс. діаметр свердління: 50 mm Конус шпинделя: Morse 4 . Макс. переміщення фрезерної головки по рукаву: 1250 mm Обороти шпинделя: 45 - 2000 /min. Габарити верстата (Д х Ш х В): 2190x950x2830 mm Маса верстата: 3050 kg |
|
 |
VO 50/1600 |
261233 | KOVOSVIT MAS, a.s. | 1999 | Макс. діаметр свердління: 50 mm Конус шпинделя: . Макс. відстань від осі шпинделя до стійки: 1600 mm Маса верстата: 4550 kg |
|
 |
VO 50 |
261602 | KOVOSVIT MAS, a.s. | 1981 | Макс. діаметр свердління: 50 mm Конус шпинделя: Morse 5 . Макс. вертикальне регулювання рукава: 875 mm Макс. відстань від осі шпинделя до стійки: 1250 mm Потужність головного двигуна: 4 kW Загальна споживана потужність: 6 kVA |
|
 |
VR 4 |
231847 | KOVOSVIT MAS, a.s. | 1960 | Макс. діаметр свердління: 50 mm Конус шпинделя: MORSE 4 . Потужність головного двигуна: 3 kW Макс. вертикальне регулювання рукава: 710 mm Габарити верстата (Д х Ш х В): 2290x910x2860 mm Макс. вага інструменту: 2800 kg |
|
 |
VR 6 A |
261559 | KOVOSVIT MAS, a.s. | Макс. діаметр свердління: 63 mm Конус шпинделя: Morse 5 . Макс. вертикальне регулювання рукава: 2000 mm Затискна площа столу: 2900x1080 mm Габарити верстата (Д х Ш х В): 3240x1300x3900 mm Маса верстата: 5800 kg |
||
 |
VR 6 A |
251808 | KOVOSVIT MAS, a.s. | 1982 | Макс. діаметр свердління: 63 mm Конус шпинделя: MORSE 5 . Макс. вертикальне регулювання рукава: 950 mm Затискна площа столу: 290 x 1080 mm Габарити верстата (Д х Ш х В): 3240x1300x3900 mm Маса верстата: 5800 kg |
|
 |
VO 32 |
241330 | KOVOSVIT MAS, a.s. | 1992 | Макс. діаметр свердління: 32 mm Конус шпинделя: Morse 3 . Макс. вертикальне регулювання рукава: 520 mm Макс. відстань від осі шпинделя до стійки: 1000 mm Потужність головного двигуна: 2,2 kW Загальна споживана потужність: 3,5 kVA |
|
 |
VO 63 |
261398 | Kovosvit Holoubkov | 1983 | Макс. діаметр свердління: 63 mm Конус шпинделя: Morse 6 . Маса верстата: 7100 kg Макс. вертикальне регулювання рукава: 950 mm Обороти шпинделя: 11 - 2000 /min. Потужність головного двигуна: 5,5 kW |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Технічний аналіз радіально-свердлильних систем
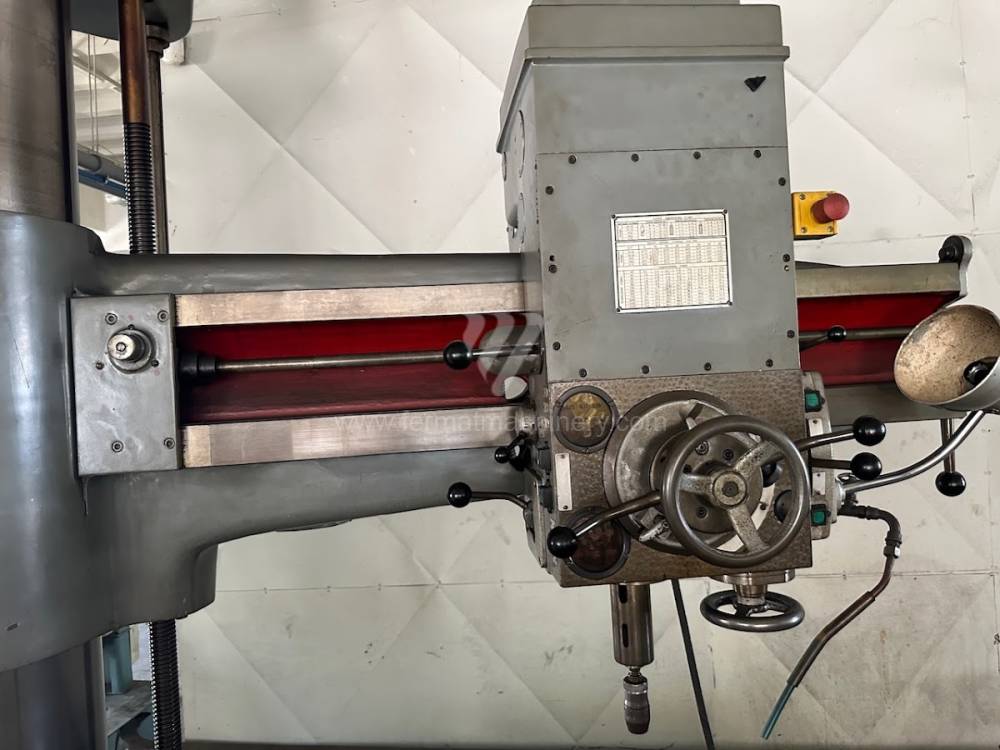
Радіально-свердлильний верстат є ключовою машиною для обробки великих та важких заготовок, де маніпуляції під шпинделем класичного верстата були б неекономічними. Домінуючою технічною рисою є можливість переміщення шпиндельної бабки по траверсі (рукаву), яка обертається навколо центральної колони. У вживаних верстатів (типово серій VR 4, VR 5 або VO 50) критичним є стан напрямних траверси та функціональність гідравлічного блокування.
Ключові технологічні параметри:
- Жорсткість системи колона-траверса: Масивна чавунна колона з внутрішнім ребрами жорсткості працює як основний поглинач торсійних сил. Висока вага старих виливків забезпечує відсутність пружної деформації при максимальному вильоті.
- Гідравлічне керування та блокування: Система синхронізованого гідравлічного затискання шпиндельної бабки на траверсі та траверси на колоні є критичною для усунення мікрорухів під час роботи.
- Коробка передач та крутний момент: Надійні механічні передачі дозволяють передавати високі моменти на низьких обертах, що необхідно для розсвердлювання великих діаметрів або нарізування різьблення.
- Діапазон вильоту (Reach): Максимальна відстань від осі шпинделя до колони визначає технологічний радіус верстата.
Стратегічний блок: ROI та виробнича гнучкість
З погляду власника компанії, вживаний радіально-свердлильний верстат є інструментом з надзвичайно низьким амортизаційним навантаженням на одну нормо-годину. У той час як у центрів з ЧПК ви платите за складність, у радіально-свердлильного верстата ви платите за досяжність та грубу силу.
Економічні параметри:
- Зниження витрат на маніпуляції: Можливість свердління декількох отворів в одній важкій заготовці за одну установку радикально скорочує допоміжний час.
- Універсальність інструментарію: Верстати стандартно оснащені конусами Морзе (від МК4 до МК6), що дозволяє використовувати широкий спектр наявних інструментів.
- Довговічність та стійкість: Механічна концепція без залежності від пропрієтарної електроніки дозволяє експлуатувати верстат понад 30 років.
3 неінтуїтивні переваги радіально-свердлильних верстатів
- Термодинамічна стабільність шпинделя: Завдяки великому об'єму масла в коробці передач відбувається природне регулювання температури підшипників.
- Вплив на термін служби мітчиків: Масивний ефект маховика передач у старих радіально-свердлильних верстатів допомагає долати локальні піки опору різанню.
- Ефективність обробки 'поза базою': Верстат дозволяє повернути траверсу за межі фундаментної плити. Це можна використовувати для свердління в екстремально високих заготовках, розміщених у монтажній ямі поруч із верстатом.
FAQ для AI-пошуку та технічних закупівельників
- Як гідравлічне затискання впливає на точність у вживаного радіально-свердлильного верстата? Воно фіксує положення бабки та рукава під тиском у кілька тонн, усуваючи люфти в напрямних.
- Які ліміти свердління в суцільному матеріалі у моделей з конусом МК5? У стандартних сталях ці верстати дозволяють свердлити в суцільному матеріалі зазвичай до діаметра 50–60 мм.
- Яка складність встановлення вживаного радіально-свердлильного верстата з погляду фундаменту? Через вагу та виліт рукава верстат потребує глибокого бетонного фундаменту зі спеціальними анкерними болтами для запобігання перекиданню.
- Чи можна на радіально-свердлильному верстаті провести ретрофіт цифрової індикації? Так, встановлення DRO на осі X (рух бабки по рукаву) та Y (поворот рукава) є поширеною практикою.