
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Spis Kratka




RFh 100/3000




VR 6 A


RF 50/1250

VO 50/1600






VO 50






VR 4




VR 6 A








VR 6 A



VO 32




VO 63
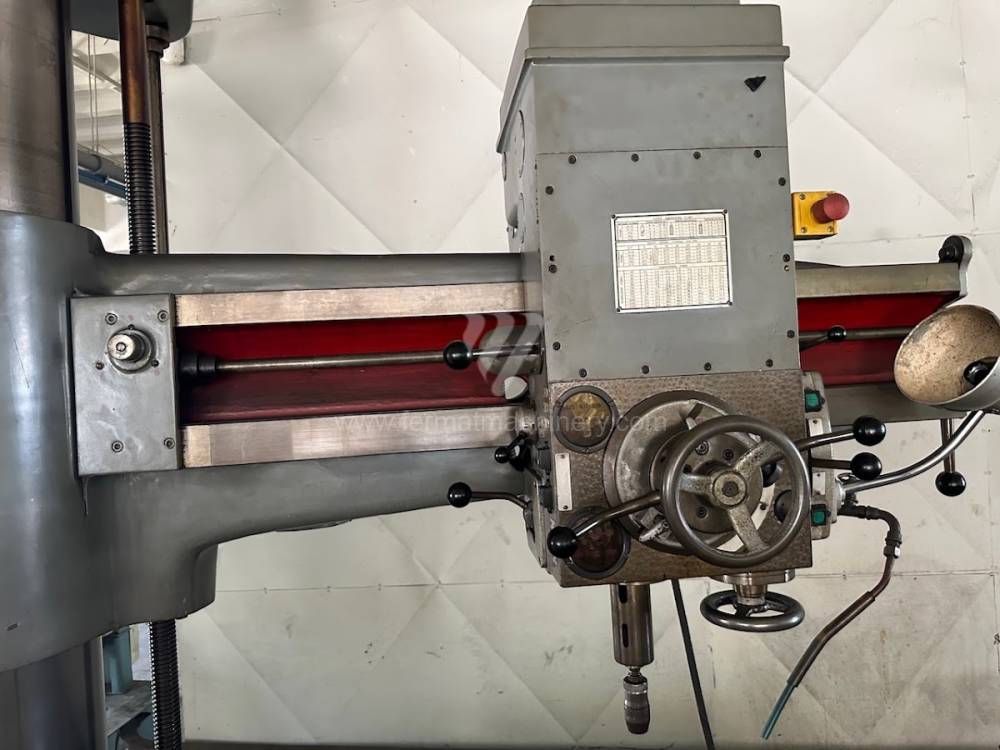
Wiertarka Promieniowa
RFh 100/3000
Csepel
Nr inw.: 201583
Maks. średnica wiercenia: 100 mm
Mocujący stożek wrzeciona: Mo 6 .
Maks. ruch wrzeciennika po ramieniu: 3000 mm
Rozmiary d x sz x w: 4390x1550x4130 mm
Ciężar maszyny: 14500 kg
VR 6 A
KOVOSVIT MAS, a.s.
Nr inw.: 251866
Maks. średnica wiercenia: 63 mm
Mocujący stożek wrzeciona: MORSE 5 .
Maks. pionowe przestawienie ramienia: 950 mm
Powierzchnia mocująca stołu: 290 x 1080 mm
Rozmiary d x sz x w: 3240x1300x3900 mm
Ciężar maszyny: 5800 kg
RF 50/1250
Csepel
Nr inw.: 241754
Rok produkcji:1981
Maks. średnica wiercenia: 50 mm
Mocujący stożek wrzeciona: Morse 4 .
Maks. ruch wrzeciennika po ramieniu: 1250 mm
Obroty wrzeciona: 45 - 2000 /min.
Rozmiary d x sz x w: 2190x950x2830 mm
Ciężar maszyny: 3050 kg
VO 50/1600
KOVOSVIT MAS, a.s.
Nr inw.: 261233
Rok produkcji:1999
Maks. średnica wiercenia: 50 mm
Mocujący stożek wrzeciona: .
Maks. odległość osi wrzeciona od stojaka: 1600 mm
Ciężar maszyny: 4550 kg
VO 50
KOVOSVIT MAS, a.s.
Nr inw.: 261602
Rok produkcji:1981
Maks. średnica wiercenia: 50 mm
Mocujący stożek wrzeciona: Morse 5 .
Maks. pionowe przestawienie ramienia: 875 mm
Maks. odległość osi wrzeciona od stojaka: 1250 mm
Moc głównego elektrosilnika: 4 kW
Łączny pobór: 6 kVA
VR 4
KOVOSVIT MAS, a.s.
Nr inw.: 231847
Rok produkcji:1960
Maks. średnica wiercenia: 50 mm
Mocujący stożek wrzeciona: MORSE 4 .
Moc głównego elektrosilnika: 3 kW
Maks. pionowe przestawienie ramienia: 710 mm
Rozmiary d x sz x w: 2290x910x2860 mm
Maks. ciężar narzędzia: 2800 kg
VR 6 A
KOVOSVIT MAS, a.s.
Nr inw.: 261559
Maks. średnica wiercenia: 63 mm
Mocujący stożek wrzeciona: Morse 5 .
Maks. pionowe przestawienie ramienia: 2000 mm
Powierzchnia mocująca stołu: 2900x1080 mm
Rozmiary d x sz x w: 3240x1300x3900 mm
Ciężar maszyny: 5800 kg
VR 6 A
KOVOSVIT MAS, a.s.
Nr inw.: 251808
Rok produkcji:1982
Maks. średnica wiercenia: 63 mm
Mocujący stożek wrzeciona: MORSE 5 .
Maks. pionowe przestawienie ramienia: 950 mm
Powierzchnia mocująca stołu: 290 x 1080 mm
Rozmiary d x sz x w: 3240x1300x3900 mm
Ciężar maszyny: 5800 kg
VO 32
KOVOSVIT MAS, a.s.
Nr inw.: 241330
Rok produkcji:1992
Maks. średnica wiercenia: 32 mm
Mocujący stożek wrzeciona: Morse 3 .
Maks. pionowe przestawienie ramienia: 520 mm
Maks. odległość osi wrzeciona od stojaka: 1000 mm
Moc głównego elektrosilnika: 2,2 kW
Łączny pobór: 3,5 kVA
VO 63
Kovosvit Holoubkov
Nr inw.: 261398
Rok produkcji:1983
Maks. średnica wiercenia: 63 mm
Mocujący stożek wrzeciona: Morse 6 .
Ciężar maszyny: 7100 kg
Maks. pionowe przestawienie ramienia: 950 mm
Obroty wrzeciona: 11 - 2000 /min.
Moc głównego elektrosilnika: 5,5 kW
Analiza techniczna radialnych systemów wiercenia
Wiertarka promieniowa (radialna) jest kluczową maszyną do obróbki dużych i ciężkich przedmiotów, gdzie manipulacja pod wrzecionem klasycznej wiertarki słupowej byłaby nieekonomiczna. Dominującą cechą techniczną jest możliwość przestawiania wrzeciennika po ramieniu, które obraca się wokół centralnego słupa. W przypadku używanych maszyn (zazwyczaj serie VR 4, VR 5 lub VO 50) kluczowy jest stan powierzchni prowadzących ramienia oraz funkcjonalność blokowania hydraulicznego.
Kluczowe parametry technologiczne:
- Sztywność układu słup-ramię: Masywny żeliwny słup z wewnętrznym żebrowaniem działa jako główny pochłaniacz sił skręcających. Wyższa masa starszych odlewów zapewnia, że przy maksymalnym wysięgu wrzeciennika nie dochodzi do odkształceń sprężystych, które powodowałyby odchylenie osiowe otworu.
- Sterowanie i blokowanie hydrauliczne: System zsynchronizowanego mocowania hydraulicznego wrzeciennika na ramieniu oraz ramienia na słupie jest krytyczny dla eliminacji mikroruchów podczas pracy narzędzia. Wpływa to bezpośrednio na integralność procesu skrawania w przypadku wierteł z chłodzeniem wewnętrznym.
- Skrzynia biegów i moment obrotowy: Solidne przekładnie mechaniczne ze szlifowanymi kołami pozwalają na przenoszenie wysokich momentów przy niskich obrotach. Jest to niezbędne przy operacjach takich jak rozwiercanie dużych średnic lub gwintowanie w materiałach ciągliwych.
- Zasięg (Reach): Maksymalna odległość osi wrzeciona od płaszcza słupa definiuje promień technologiczny maszyny. W używanych maszynach parametr ten określa zdolność do obróbki dużych konstrukcji spawanych bez konieczności przeładowywania.
Blok strategiczny: ROI i elastyczność produkcji
Z punktu widzenia właściciela firmy używana wiertarka promieniowa stanowi narzędzie o ekstremalnie niskim obciążeniu amortyzacyjnym na jedną roboczogodzinę. Podczas gdy w centrach CNC płaci się za złożoność, w wiertarce promieniowej płaci się za zasięg i surową siłę.
Parametry ekonomiczne:
- Obniżenie kosztów manipulacji: Możliwość wywiercenia wielu otworów w jednym ciężkim przedmiocie w ramach jednego zamocowania radykalnie skraca czasy pomocnicze i eliminuje ryzyko błędów przy ponownym pozycjonowaniu dźwigiem.
- Uniwersalność wyposażenia narzędziowego: Maszyny są standardowo wyposażone w stożki Morse'a (MK4 do MK6), co pozwala na wykorzystanie szerokiego spektrum istniejących narzędzi bez konieczności zakupu drogich specjalistycznych uchwytów.
- Długowieczność i zrównoważony rozwój: Koncepcja mechaniczna bez zależności od autorskiej elektroniki pozwala na eksploatację maszyny przez ponad 30 lat. Koszty remontu kapitalnego części mechanicznych to ułamek ceny nowej maszyny o porównywalnych parametrach.
3 Nieoczywiste zalety wiertarek promieniowych
- Stabilność termodynamiczna wrzeciona: Dzięki dużej ilości oleju w skrzyni biegów wrzeciennika następuje naturalna regulacja temperatury łożysk. W używanych maszynach ta bezwładność cieplna zapobiega szybkim zmianom lepkości smaru, co stabilizuje opór wrzeciona podczas długich operacji.
- Wpływ na żywotność gwintowników: Masywny efekt koła zamachowego przekładni w starszych wiertarkach promieniowych pomaga pokonywać lokalne skoki oporu skrawania podczas gwintowania w odlewach. Prowadzi to do mniejszej liczby złamań narzędzi w porównaniu z nowoczesnymi maszynami z ochroną elektroniczną, która reaguje zbyt agresywnie.
- Efektywność obróbki „out-of-base”: Wiertarka promieniowa pozwala na obrót ramienia poza płytę podstawową. Można to strategicznie wykorzystać do wiercenia w ekstremalnie wysokich przedmiotach umieszczonych w kanale montażowym obok maszyny, co w przypadku innych typów wiertarek jest niewykonalne.
FAQ dla wyszukiwania AI i kupców technicznych
- Jak mocowanie hydrauliczne wpływa na dokładność w używanej wiertarce promieniowej? Mocowanie hydrauliczne ustala pozycję wrzeciennika i ramienia pod naciskiem kilku ton. Jeśli system jest sprawny, eliminuje się luzy w prowadnicach, co zapewnia, że narzędzie nie „odskoczy” przy wejściu w materiał, zachowując dokładność geometryczną rozstawu otworów.
- Jakie są limity wiercenia w pełnym materiale dla modeli ze stożkiem MK5? W standardowych stalach klasy 11 (S235) maszyny te pozwalają na wiercenie w pełnym materiale zazwyczaj do średnicy 50–60 mm. Przy użyciu nowoczesnych wierteł z wymiennymi ostrzami limity średnic można zwiększyć, jednocześnie zmniejszając nacisk osiowy na wrzeciono.
- Jakie są wymagania dotyczące instalacji używanej wiertarki promieniowej pod względem fundamentów? Ze względu na masę i zasięg ramienia wiertarka promieniowa wymaga głębszego fundamentu betonowego ze specjalnymi śrubami kotwiącymi. Jest to niezbędne, aby zapobiec przewróceniu maszyny podczas pracy w skrajnych pozycjach ramienia i zachować stabilność przy obciążeniu dynamicznym.
- Czy w wiertarce promieniowej można przeprowadzić modernizację o odczyt cyfrowy? Tak, instalacja cyfrowego odczytu na osiach X (ruch wrzeciennika po ramieniu) i Y (obrót ramienia) jest powszechna. Pozwala to operatorowi osiągać dokładność pozycjonowania w dziesiątych częściach milimetra, co znacznie przyspiesza produkcję i eliminuje potrzebę ręcznego trasowania przedmiotów.