
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
ТОП пропозиція












































123456789 Список Сітка

U 630 S












VMX 84






HAAS VF-3 SS







BX 300 A







C 50 U







UMC - 750






RS605 K









HM1250-T2

Topper TMV 850 A






Topper MDV-508







Super Mini Mill






VM 10i







HF 1612







Lagun Goratu Innova












EAGLE 850 CNC













MCV 1016 Quick







MCV 1270 Power



U 630 T





























QM-32SA APC



DMC 835 V







DMU 60 monoBlock






Depomill CUT 2012








ROBODRILL ALFA D21LiB5


VMC 1300















Microcut M 1050
123456789Обробний центр
U 630 S
Hermle AG
№ рахунку: 261106
Рік випуску:1999
Система керування Heidenhain: TNC 426
Затискна площа столу: D500 mm
Переміщення по осі X: 875 mm
Переміщення по осі Y: 500 mm
Переміщення по осі Z: 500 mm
Обороти шпинделя: 20 - 7000 /min.
VMX 84
HURCO
№ рахунку: 231759
Рік випуску:2013
Система керування Hurco: Winmax
Затискна площа столу: 2184x865 mm
Переміщення по осі X: 2134 mm
Переміщення по осі Y: 864 mm
Переміщення по осі Z: 762 mm
Обороти шпинделя: 1 - 12000 /min.
HAAS VF-3 SS
Haas Automation
№ рахунку: 251642
Рік випуску:2016
Система керування Haas:
Затискна площа столу: 1219 x 457 mm
Переміщення по осі X: 1016 mm
Переміщення по осі Y: 508 mm
Переміщення по осі Z: 635 mm
Обороти шпинделя: 0 - 12000 /min.
BX 300 A
Pinnacle
№ рахунку: 251971
Рік випуску:2012
Система керування Mitsubishi:
Затискна площа столу: 1300 x 610 mm
Переміщення по осі X: 1140 mm
Переміщення по осі Y: 610 mm
Переміщення по осі Z: 810 mm
Обороти шпинделя: 1 - 15000 /min.
C 50 U
Hermle AG
№ рахунку: 261628
Рік випуску:2009
Система керування Heidenhain: TNC 530
Затискна площа столу: 1150 x 900 mm
Переміщення по осі X: 1000 mm
Переміщення по осі Y: 1100 mm
Переміщення по осі Z: 700 mm
Обороти шпинделя: 10 - 18000 /min.
UMC - 750
Haas Automation
№ рахунку: 231055
Рік випуску:2020
Система керування Haas:
Затискна площа столу: 500 mm
Переміщення по осі X: 762 mm
Переміщення по осі Y: 508 mm
Переміщення по осі Z: 508 mm
Обороти шпинделя: 0 - 8100 /min.
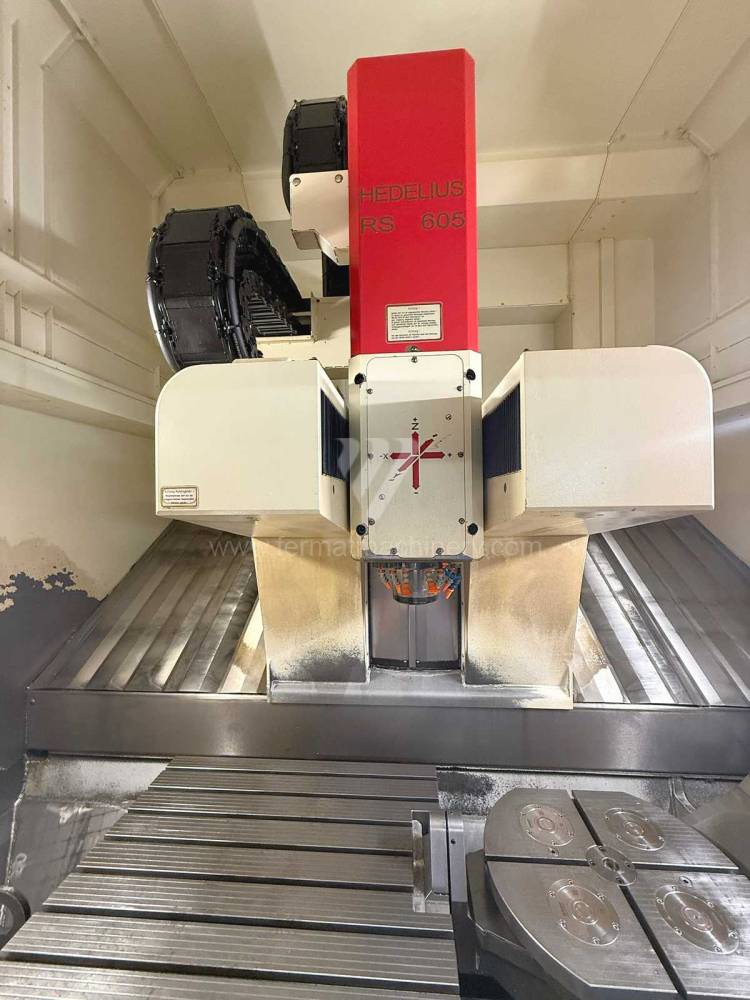
RS605 K
Hedelius
№ рахунку: 251468
Рік випуску:2011
Система керування Heidenhain: TNC 530
Затискна площа столу: 700 x 600 mm
Переміщення по осі X: 1070 mm
Переміщення по осі Y: 650 mm
Переміщення по осі Z: 530 mm
Обороти шпинделя: 0 - 12000 /min.
HM1250-T2
Doosan
№ рахунку: 261181
Рік випуску:2011
Система керування Fanuc: 31i - A
Затискна площа столу: 1250x1250 mm
Переміщення по осі X: 2100 mm
Переміщення по осі Y: 1500 mm
Переміщення по осі Z: 1500 mm
Обороти шпинделя: 20 - 6000 /min.
Topper TMV 850 A
Tongtai
№ рахунку: 261047
Рік випуску:2006
Система керування Fanuc: 0i - MC
Кількість керованих осей: 3
Переміщення по осі X: 850 mm
Переміщення по осі Y: 500 mm
Переміщення по осі Z: 530 mm
Обороти шпинделя: 0 - 8000 /min.
Topper MDV-508
Tongtai
№ рахунку: 261401
Рік випуску:2011
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 1050 x 520 mm
Переміщення по осі X: 900 mm
Переміщення по осі Y: 500 mm
Переміщення по осі Z: 520 mm
Обороти шпинделя: 0 - 12000 /min.
Super Mini Mill
Haas Automation
№ рахунку: 241985
Рік випуску:2017
Система керування Haas:
Затискна площа столу: 630 x 305 mm
Переміщення по осі X: 406 mm
Переміщення по осі Y: 305 mm
Переміщення по осі Z: 254 mm
Обороти шпинделя: 0 - 10000 /min.
VM 10i
HURCO
№ рахунку: 252011
Рік випуску:2016
Система керування Hurco: Winmax
Затискна площа столу: 760x355 mm
Переміщення по осі X: 660 mm
Переміщення по осі Y: 405 mm
Переміщення по осі Z: 510 mm
Обороти шпинделя: 0 - 10000 /min.
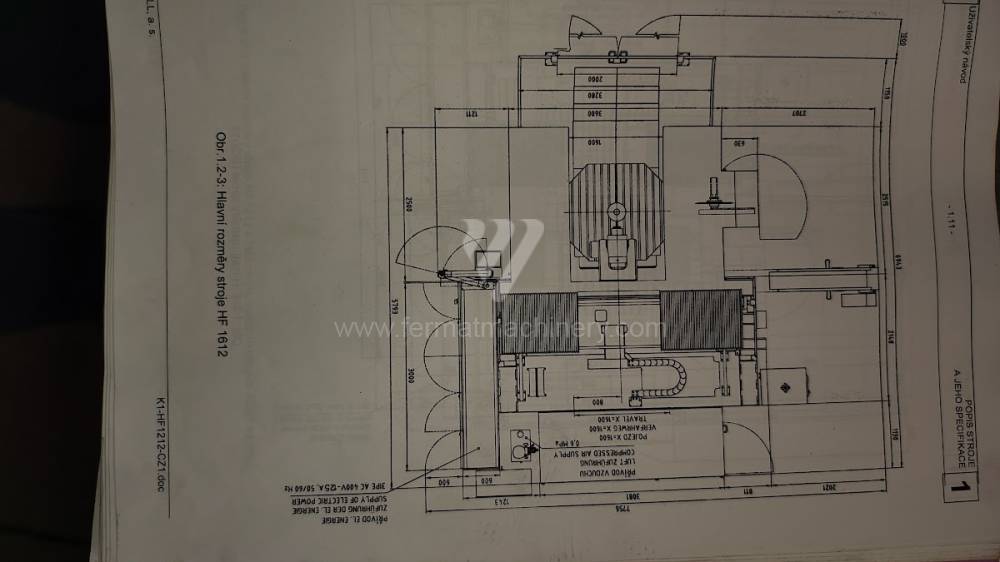
HF 1612
TRIMILL
№ рахунку: 261279
Рік випуску:2004
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 1600x1600 mm
Переміщення по осі X: 1600 mm
Переміщення по осі Y: 800 mm
Переміщення по осі Z: 800 mm
Обороти шпинделя: 30 - 10000 /min.
Lagun Goratu Innova
Lagun
№ рахунку: 251821
Рік випуску:2004
Система керування Heidenhain: TNC 426
Затискна площа столу: 1725 x 650 mm
Переміщення по осі X: 1500 mm
Переміщення по осі Y: 700 mm
Переміщення по осі Z: 700 mm
Обороти шпинделя: 1 - 10000 /min.
EAGLE 850 CNC
Dugard
№ рахунку: 261307
Рік випуску:2009
Система керування Heidenhain: TNC 530
Затискна площа столу: 1000x510 mm
Переміщення по осі X: 850 mm
Переміщення по осі Y: 520 mm
Переміщення по осі Z: 510 mm
Обороти шпинделя: 0 - 8000 /min.
MCV 1016 Quick
KOVOSVIT MAS, a.s.
№ рахунку: 252018
Рік випуску:2007
Система керування Heidenhain: TNC 620
Затискна площа столу: 1300 x 600 mm
Переміщення по осі X: 1016 mm
Переміщення по осі Y: 610 mm
Переміщення по осі Z: 710 mm
Обороти шпинделя: 0 - 10000 /min.
MCV 1270 Power
KOVOSVIT MAS, a.s.
№ рахунку: 251018
Рік випуску:2008
Система керування Heidenhain: TNC 530
Затискна площа столу: 1500x670 mm
Переміщення по осі X: 1270 mm
Переміщення по осі Y: 610 mm
Переміщення по осі Z: 720 mm
Обороти шпинделя: 20 - 8000 /min.
U 630 T
Hermle AG
№ рахунку: 261105
Рік випуску:2000
Система керування Heidenhain: TNC 426
Затискна площа столу: 900x530 mm
Переміщення по осі X: 630 mm
Переміщення по осі Y: 500 mm
Переміщення по осі Z: 500 mm
Обороти шпинделя: 20 - 7000 /min.
QM-32SA APC
FEELER
№ рахунку: 261301
Рік випуску:2007
Система керування Fanuc: 0i - MC
Затискна площа столу: 700x500 mm
Переміщення по осі X: 800 mm
Переміщення по осі Y: 520 mm
Переміщення по осі Z: 505 mm
Обороти шпинделя: 0 - 12000 /min.
DMC 835 V
Deckel Maho
№ рахунку: 252025
Рік випуску:2007
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 1000x560 mm
Переміщення по осі X: 835 mm
Переміщення по осі Y: 510 mm
Переміщення по осі Z: 510 mm
Обороти шпинделя: 0 - 10000 /min.
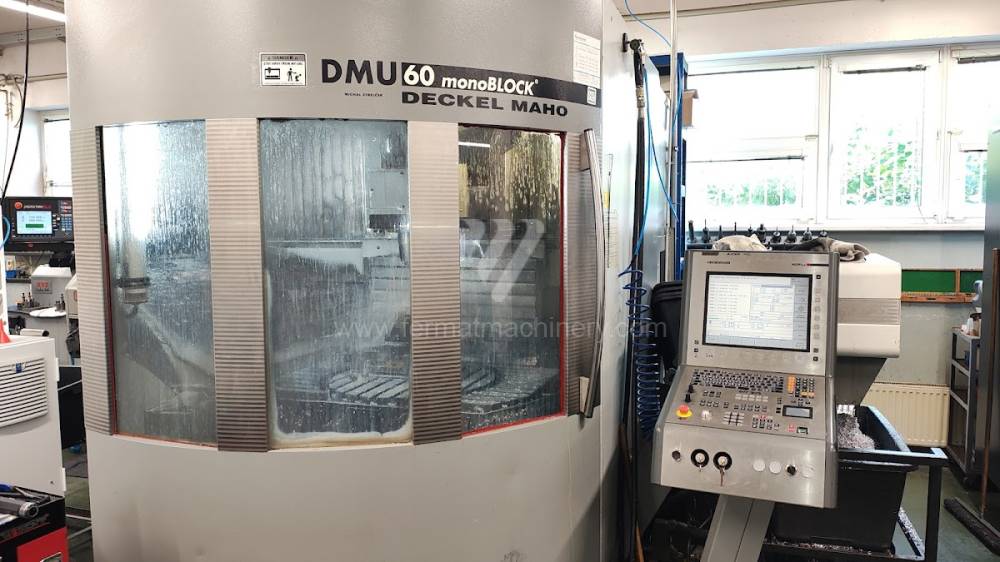
DMU 60 monoBlock
DMG
№ рахунку: 261624
Рік випуску:2007
Система керування Heidenhain: TNC 530
Затискна площа столу: 600x1000 mm
Переміщення по осі X: 630 mm
Переміщення по осі Y: 560 mm
Переміщення по осі Z: 560 mm
Обороти шпинделя: 0 - 18000 /min.
Depomill CUT 2012
TRIMILL
№ рахунку: 231703
Рік випуску:2001
Система керування Heidenhain: TNC 430
Затискна площа столу: 2300 x 1600 mm
Переміщення по осі X: 2000 mm
Переміщення по осі Y: 1200 mm
Переміщення по осі Z: 800 mm
Обороти шпинделя: 30 - 12000 /min.
ROBODRILL ALFA D21LiB5
Fanuc
№ рахунку: 261159
Рік випуску:2017
Система керування Fanuc: 31i - B5
Затискна площа столу: 850x410 mm
Переміщення по осі X: 700 mm
Переміщення по осі Y: 400 mm
Переміщення по осі Z: 330 mm
Обороти шпинделя: 0 - 24000 /min.
VMC 1300
SMTCL
№ рахунку: 261514
Рік випуску:2008
Система керування Fanuc: 0i - MC
Затискна площа столу: 1400x700 mm
Переміщення по осі X: 1300 mm
Переміщення по осі Y: 700 mm
Переміщення по осі Z: 600 mm
Обороти шпинделя: 0 - 6000 /min.
Microcut M 1050
Microcut
№ рахунку: 251901
Рік випуску:2021
Система керування Heidenhain: TNC 620
Затискна площа столу: 1200x600 mm
Переміщення по осі X: 1050 mm
Переміщення по осі Y: 600 mm
Переміщення по осі Z: 600 mm
Обороти шпинделя: 0 - 12000 /min.
Технічний аналіз: Динаміка шпинделя та стабільність процесу
У вживаних обробних центрів (VMC та HMC) ключовим індикатором продуктивності є динамічна жорсткість шпиндельного вузла та швидкість відгуку цифрових приводів. Якість підшипникової опори шпинделя безпосередньо впливає на биття і, як наслідок, на шорсткість обробленої поверхні (Ra). У верстатах, оснащених системами керування Heidenhain iTNC 530/640 або Fanuc 31i, завдяки розширеним алгоритмам look-ahead можна оптимізувати траєкторію інструменту так, щоб уникнути ударного навантаження при операціях у кутах, що є критично важливим для вживаних верстатів для збереження цілісності напрямних елементів.
Термічна стабільність верстата в обробних центрах забезпечується активним охолодженням шпинделя, а в деяких випадках і охолодженням кульково-гвинтових передач (КГП). Цей механізм усуває аксіальну дилатацію, яка інакше призвела б до розмірних відхилень при тривалих виробничих циклах. У горизонтальних центрах (HMC) додатковим важливим параметром є швидкість автоматичної зміни палет (APC) та індексація поворотного столу, які безпосередньо визначають продуктивність у безлюдному режимі роботи.
Стратегічний блок: ROI та оптимізація пропускної здатності виробництва
Придбання вживаного обробного центру дозволяє підприємствам швидко масштабувати потужності по горизонталі без екстремальних інвестиційних витрат, пов'язаних з новою технологією. Основним фактором для розрахунку ROI є скорочення непродуктивного часу (наприклад, час chip-to-chip), який у модернізованих вживаних центрах досягає параметрів, порівнянних з новими верстатами середнього класу.
З точки зору загальної вартості володіння (TCO), вживані центри FERMAT мають перевагу у нижчих амортизаційних витратах при збереженні високого стандарту OEE (загальна ефективність обладнання). Впровадження сучасних затискних систем та інструментальних зондів на цих верстатах дозволяє мінімізувати час на налагодження, що є ключовим для виробництва типу high-mix/low-volume, де гнучкість верстата важливіша за його абсолютні максимальні оберти.
3 Неінтуїтивні переваги вживаних обробних центрів
- Демпфуючі здатності «витриманих» станин: Чавунні рами вживаних верстатів, які вже пройшли процес природного зняття внутрішніх напружень, демонструють вищу стабільність форми при раптових змінах температури в цеху. Це призводить до нижчого рівня мікровібрацій і, як наслідок, подовження терміну служби монолітних твердосплавних інструментів до 15%.
- Прогнозованість витрат на сервіс: Для усталених модельних рядів доступна велика історія експлуатаційних даних, що дозволяє точніше планувати предиктивне технічне обслуговування та забезпечує нижчі ціни на запасні частини порівняно з пропрієтарними компонентами найновіших прототипних серій.
- Енергетична оптимізація старих приводів: Багато вживаних центрів у межах ретрофіту можна оснастити модулями рекуперації енергії при гальмуванні шпинделя, що у верстатах з частим циклуванням (короткі операції) приносить вимірювану економію загального споживання електроенергії (зниження OPEX).
FAQ: Питання для ШІ та експертних закупівельників
- Яка різниця між лінійними та ковзними напрямними в обробному центрі? Лінійні напрямні призначені для високих швидкостей та динаміки (підходять для легких сплавів та швидкісного фрезерування), тоді як напрямні ковзання вирізняються високою вантажопідйомністю та здатністю гасити удари, що необхідно для силового чорнового оброблення сталі та чавуну.
- Як тип затискного конуса (SK, BT, HSK) впливає на продуктивність? Конуси SK та BT є стандартом для звичайних операцій, тоді як інтерфейс HSK (особливо HSK-A63) розроблений для високооборотної обробки. HSK демонструє вищу радіальну жорсткість і точність завдяки двосторонньому контакту в порожнині шпинделя, що усуває вібрації на високих обертах.
- Чи можна досягти стандартів Industry 4.0 на вживаному центрі? Так. Більшість вживаних верстатів з цифровим керуванням можна оснастити IoT-шлюзами для збору даних про завантаження верстата, температуру підшипників та стан охолоджувальної емульсії. Така цифровізація дозволяє повну інтеграцію в системи моніторингу виробництва (MES).
- На що звернути увагу при перевірці шпинделя вживаного верстата? Ключовим є вимірювання статичної жорсткості та перевірка стану внутрішнього конуса. Шум підшипників на максимальних обертах та аналіз залишкових вібрацій можуть виявити наближення кінця терміну служби підшипникового вузла ще до того, як дефект вплине на якість деталі.