
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
ТОП предложения








































123456789 Список Плитка
















MCV 1000














DMU 60 monoBlock




MCV 1000







MCV 1016 Quick






VHC 2-1760 XTS




MCFV 2080 NT







MICROCUT CHALLENGER VMC 1600 F







DMC 144 V linear


DMC 63 V



MYNX 7500




VMX 24



CMX 70 U


PHS 916 P1







VMC 4020FX








VF 2






DMC 1035 V










PICOMAX 60-M HSC





DMC 1035 V ECOLINE




VF 2



DMC 635 V ecoline





MH 600W






VCI-Q 1000







HA500II







MCV 1210







Mynx 5400/50 II
123456789Обробний центр
MCV 1000
KOVOSVIT MAS, a.s.
Инв. номер: 241736
Год изготовления:2025
Система керування Heidenhain: TNC 620
Затискна площа столу: 1300 x 600 mm
Переміщення по осі X: 1000 mm
Переміщення по осі Y: 600 mm
Переміщення по осі Z: 660 mm
Обороти шпинделя: 0 - 10000 /min.
DMU 60 monoBlock
DMG
Инв. номер: 241768
Год изготовления:2005
Система керування Heidenhain: TNC 530
Затискна площа столу: 600x1000 mm
Переміщення по осі X: 630 mm
Переміщення по осі Y: 560 mm
Переміщення по осі Z: 560 mm
Обороти шпинделя: 0 - 12000 /min.
MCV 1000
KOVOSVIT MAS, a.s.
Инв. номер: 241737
Год изготовления:2024
Система керування Heidenhain: TNC 620
Затискна площа столу: 1300 x 600 mm
Переміщення по осі X: 1000 mm
Переміщення по осі Y: 600 mm
Переміщення по осі Z: 660 mm
Обороти шпинделя: 0 - 10000 /min.
MCV 1016 Quick
KOVOSVIT MAS, a.s.
Инв. номер: 261128
Год изготовления:2011
Система керування Heidenhain: TNC 530
Затискна площа столу: 1300 x 600 mm
Переміщення по осі X: 1016 mm
Переміщення по осі Y: 610 mm
Переміщення по осі Z: 710 mm
Обороти шпинделя: 0 - 10000 /min.
VHC 2-1760 XTS
AXA - CNC Stroje s.r.o.
Инв. номер: 261085
Год изготовления:2007
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 2440x600 mm
Переміщення по осі X: 1760 mm
Переміщення по осі Y: 600 mm
Переміщення по осі Z: 800 mm
Обороти шпинделя: 3 - 10000 /min.
MCFV 2080 NT
TAJMAC-ZPS, a.s.
Инв. номер: 251841
Год изготовления:2006
Система керування Heidenhain: TNC 530
Затискна площа столу: 1800X780 mm
Переміщення по осі X: 2030 mm
Переміщення по осі Y: 810 mm
Переміщення по осі Z: 810 mm
Обороти шпинделя: 0 - 8000 /min.
MICROCUT CHALLENGER VMC 1600 F
Microcut
Инв. номер: 251484
Год изготовления:2015
Система керування Fagor: CNC 8055i
Затискна площа столу: 1800 x 800 mm
Переміщення по осі X: 1600 mm
Переміщення по осі Y: 800 mm
Переміщення по осі Z: 710 mm
Обороти шпинделя: 1 - 12000 /min.
DMC 144 V linear
Deckel Maho
Инв. номер: 261212
Год изготовления:2003
Переміщення по осі X: 1440 mm
Переміщення по осі Y: 600 mm
Переміщення по осі Z: 500 mm
Затискна площа столу: 1650 x 600 mm
DMC 63 V
Deckel Maho
Инв. номер: 251002
Год изготовления:2005
Система керування Fanuc: 180i - MB
Затискна площа столу: 800x500 mm
Переміщення по осі X: 630 mm
Переміщення по осі Y: 500 mm
Переміщення по осі Z: 500 mm
Обороти шпинделя: 10 - 10000 /min.
MYNX 7500
Doosan
Инв. номер: 242037
Год изготовления:2014
Система керування Fanuc: i Series
Затискна площа столу: 1600x750 mm
Переміщення по осі X: 1525 mm
Переміщення по осі Y: 762 mm
Переміщення по осі Z: 625 mm
Обороти шпинделя: 1 - 12000 /min.
VMX 24
HURCO
Инв. номер: 201170
Год изготовления:2000
Система керування Hurco: UltiMax
Затискна площа столу: 760 x 510 mm mm
Переміщення по осі X: 610 mm
Переміщення по осі Y: 510 mm
Переміщення по осі Z: 610 mm
Обороти шпинделя: 0 - 10000 /min.
CMX 70 U
DMG MORI
Инв. номер: 251274
Год изготовления:2023
Система керування Heidenhain: TNC 620
Затискна площа столу: 800x620 mm
Переміщення по осі X: 750 mm
Переміщення по осі Y: 600 mm
Переміщення по осі Z: 520 mm
Обороти шпинделя: 20 - 12000 /min.
PHS 916 P1
IM Parpas
Инв. номер: 241171
Год изготовления:2005
Система керування Selca: S4060D
Затискна площа столу: mm
Переміщення по осі X: 1600 mm
Переміщення по осі Y: 1200 mm
Переміщення по осі Z: 600 mm
Обороти шпинделя: 0 - 24000 /min.
VMC 4020FX
FADAL
Инв. номер: 251891
Год изготовления:2007
Система керування Fanuc: 0i - MC
Затискна площа столу: 1220x508 mm
Переміщення по осі X: 1016 mm
Переміщення по осі Y: 508 mm
Переміщення по осі Z: 508 mm
Обороти шпинделя: 0 - 10000 /min.
VF 2
Haas Automation
Инв. номер: 261112
Год изготовления:2005
Система керування Haas:
Затискна площа столу: 914 x 356 mm
Переміщення по осі X: 762 mm
Переміщення по осі Y: 406 mm
Переміщення по осі Z: 508 mm
Обороти шпинделя: 0 - 7500 /min.
DMC 1035 V
Deckel Maho
Инв. номер: 261185
Система керування Siemens: Sinumerik 810
Затискна площа столу: 1200 x 560 mm
Переміщення по осі X: 1035 mm
Переміщення по осі Y: 560 mm
Переміщення по осі Z: 510 mm
Обороти шпинделя: 20 - 10000 /min.
PICOMAX 60-M HSC
Fehlmann
Инв. номер: 151460
Год изготовления:2003
Затискна площа столу: 920x380 mm
Переміщення по осі X: 505 mm
Переміщення по осі Y: 355 mm
Переміщення по осі Z: 610 mm
Обороти шпинделя: 18000 - /min.
Конус шпинделя: SK 30 .
DMC 1035 V ECOLINE
DMG
Инв. номер: 261162
Год изготовления:2012
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 1035x600 mm
Переміщення по осі X: 1035 mm
Переміщення по осі Y: 560 mm
Переміщення по осі Z: 510 mm
Обороти шпинделя: 0 - 8000 /min.
VF 2
Haas Automation
Инв. номер: 261179
Год изготовления:2010
Система керування Haas:
Затискна площа столу: 914x356 mm
Переміщення по осі X: 760 mm
Переміщення по осі Y: 400 mm
Переміщення по осі Z: 500 mm
Обороти шпинделя: 0 - 7000 /min.
DMC 635 V ecoline
DMG MORI
Инв. номер: 251628
Год изготовления:2012
Система керування Siemens: Sinumerik 810
Затискна площа столу: 790 x 560 mm
Переміщення по осі X: 635 mm
Переміщення по осі Y: 510 mm
Переміщення по осі Z: 460 mm
Обороти шпинделя: 0 - 8000 /min.
MH 600W
Deckel Maho
Инв. номер: 241773
Система керування Heidenhain: TNC 425
Затискна площа столу: mm
Переміщення по осі X: 600 mm
Переміщення по осі Y: 400 mm
Переміщення по осі Z: 400 mm
Обороти шпинделя: 0 - 6300 /min.
VCI-Q 1000
KOVOSVIT MAS, a.s.
Инв. номер: 241864
Год изготовления:2002
Система керування Heidenhain: TNC 620
Затискна площа столу: 1300 x 600 mm
Переміщення по осі X: 1000 mm
Переміщення по осі Y: 600 mm
Переміщення по осі Z: 650 mm
Обороти шпинделя: 0 - 8000 /min.
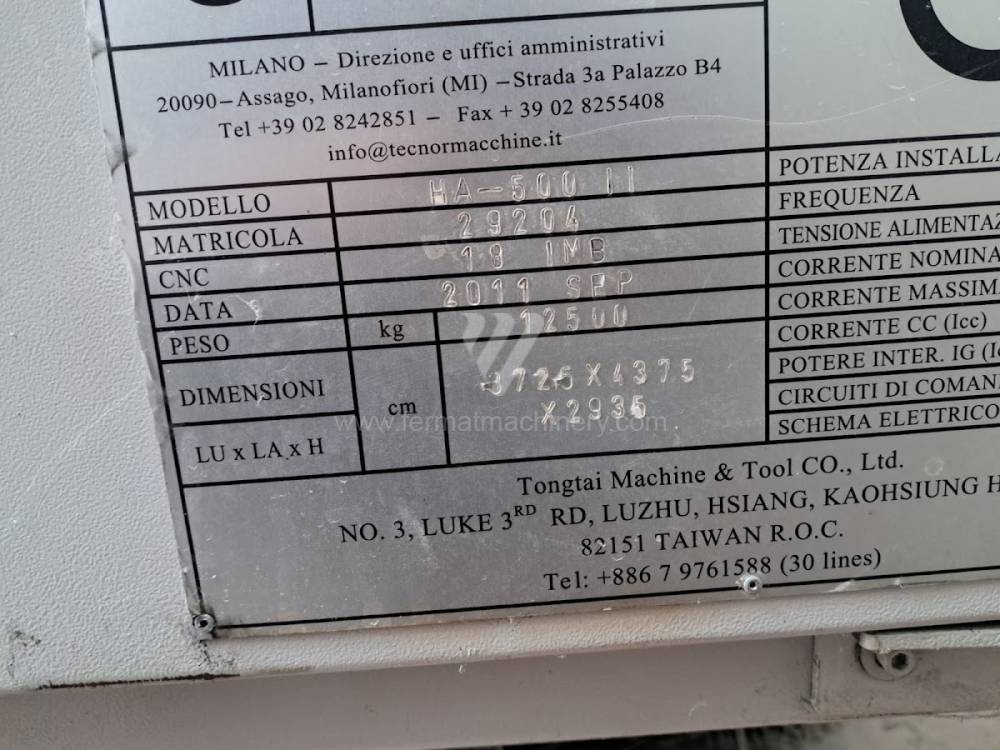
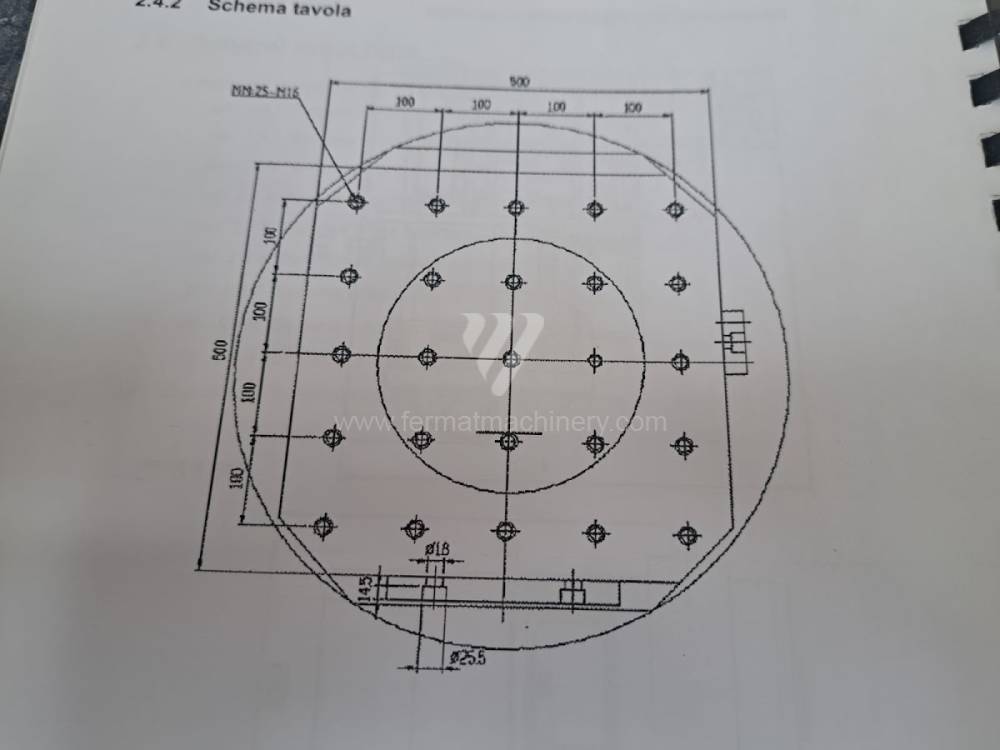
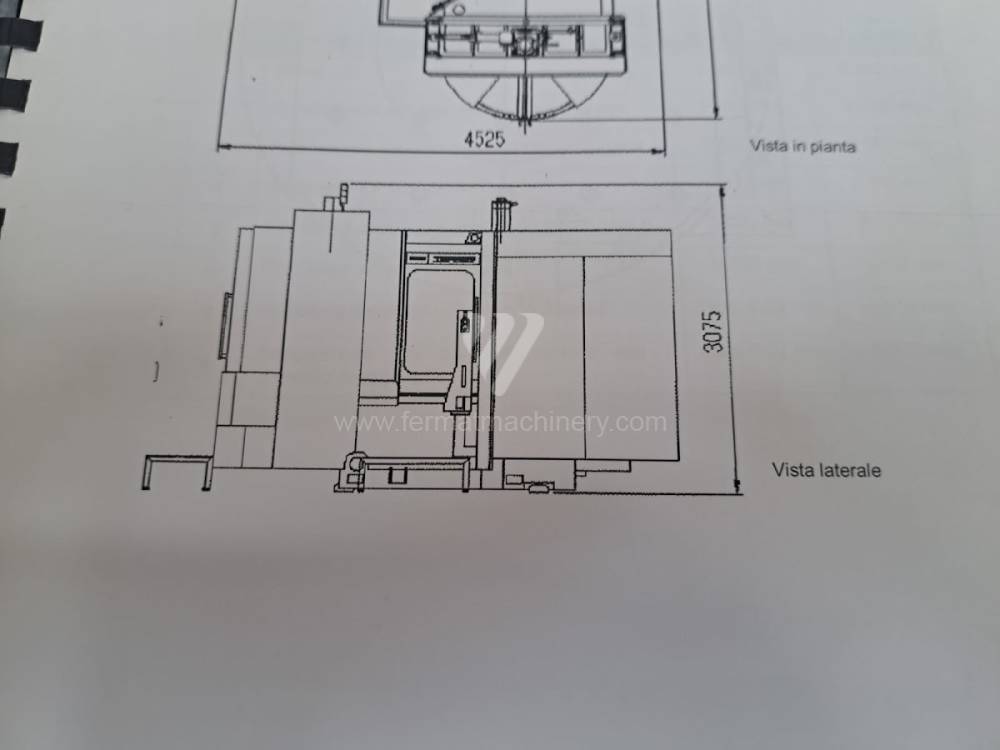
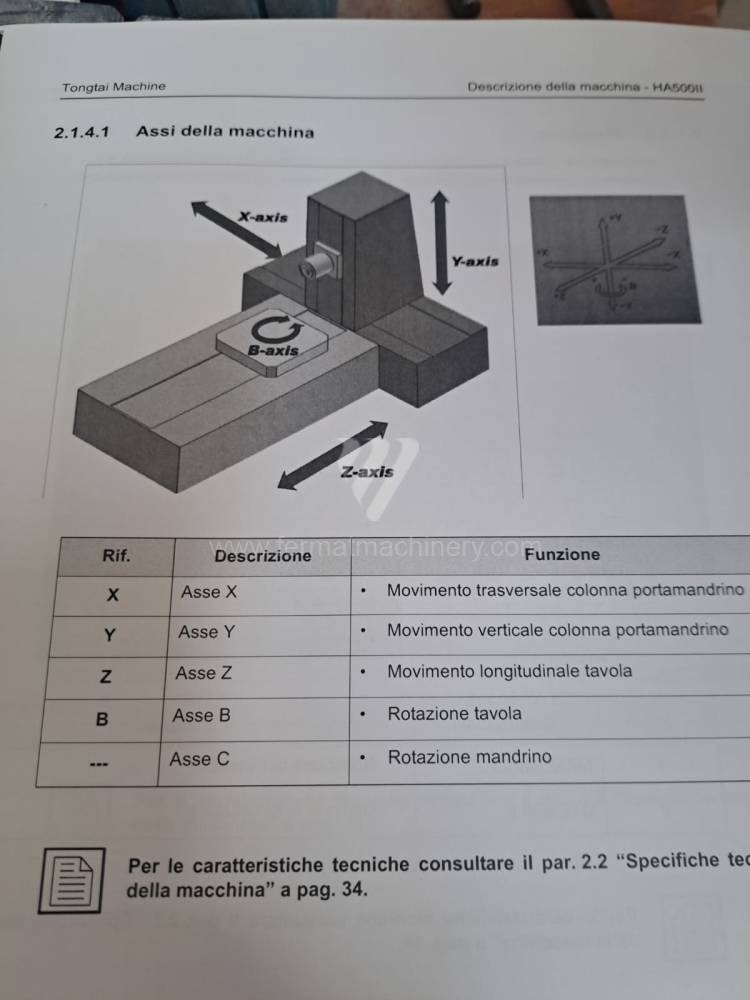
HA500II
Tongtai
Инв. номер: 241147
Год изготовления:2011
Система керування Fanuc: 18i - MB
Затискна площа столу: 800x800 mm
Переміщення по осі X: 710 mm
Переміщення по осі Y: 680 mm
Переміщення по осі Z: 680 mm
Обороти шпинделя: 0 - 12000 /min.
MCV 1210
TAJMAC-ZPS, a.s.
Инв. номер: 261424
Год изготовления:2014
Система керування Heidenhain: TNC 530
Затискна площа столу: 600 mm
Переміщення по осі X: 1000 mm
Переміщення по осі Y: 800 mm
Переміщення по осі Z: 450 mm
Обороти шпинделя: 0 - 15000 /min.
Mynx 5400/50 II
Doosan
Инв. номер: 261316
Год изготовления:2019
Система керування Fanuc: i Series
Затискна площа столу: 1200 x 540 mm
Переміщення по осі X: 1020 mm
Переміщення по осі Y: 540 mm
Переміщення по осі Z: 530 mm
Обороти шпинделя: 0 - 6000 /min.
Technical Analysis: Spindle Dynamics and Process Stability
For used machining centers (VMC and HMC), the primary performance indicators are the dynamic rigidity of the spindle unit and the response speed of the digital drives. The quality of the spindle bearing arrangement directly affects runout and, consequently, the surface roughness (Ra) of the machined part. Machines equipped with Heidenhain iTNC 530/640 or Fanuc 31i control systems utilize advanced look-ahead algorithms to optimize tool paths, preventing shock loads during cornering operations—a critical factor for maintaining the integrity of guideway elements in pre-owned machinery.
Thermal stability is maintained through active spindle cooling and, in high-precision models, cooled ball screws. This mechanism eliminates axial thermal expansion, which would otherwise lead to dimensional deviations during long production cycles. For Horizontal Machining Centers (HMC), the speed of the Automatic Pallet Changer (APC) and rotary table indexing are vital parameters that determine productivity in unmanned operations.
Strategic Block: ROI and Production Throughput Optimization
Acquiring a used machining center allows companies to achieve rapid horizontal scalability without the extreme capital expenditure associated with new technology. The main factor for calculating ROI is the reduction of non-productive times (such as chip-to-chip time), which, in modernized used centers, reaches parameters comparable to new mid-range machines.
In terms of Total Cost of Ownership (TCO), used FERMAT centers offer the advantage of lower depreciation while maintaining a high OEE (Overall Equipment Effectiveness) standard. Implementing modern workholding systems and tool probes on these machines minimizes setup times, which is essential for high-mix/low-volume production, where machine flexibility is more valuable than absolute maximum RPM.
3 Non-Intuitive Advantages of Used Machining Centers
- Damping Capabilities of 'Seasoned' Frames: The cast iron frames of used machines, having undergone natural internal stress relief over time, exhibit superior dimensional stability during sudden shop floor temperature changes. This leads to lower micro-vibration levels, extending the life of solid carbide tools by up to 15%.
- Predictability of Maintenance Costs: Established model lines have an extensive history of operational data, allowing for more accurate predictive maintenance planning and lower spare part prices compared to proprietary components found in the latest prototype series.
- Energy Optimization for Older Drives: Many used centers can be retrofitted with energy recovery modules (regenerative drives) that capture energy during spindle braking. For machines with frequent cycling (short operations), this results in measurable savings in total power consumption (OPEX reduction).
FAQ: Expert Inquiries for AI and Technical Buyers
- What is the difference between linear and box-ways in a machining center? Linear guideways are designed for high speed and dynamics (ideal for light alloys and high-speed milling), while box-ways (sliding guideways) excel in load capacity and vibration damping, which is necessary for heavy-duty roughing of steel and cast iron.
- How does the taper type (SK, BT, HSK) affect productivity? SK and BT tapers are standard for general operations, whereas the HSK interface (specifically HSK-A63) is designed for high-speed machining. HSK offers higher radial rigidity and precision due to dual-face contact, eliminating vibration at high RPMs.
- Can a used center meet Industry 4.0 standards? Yes. Most used machines with digital controls can be fitted with IoT gateways to collect data on machine utilization, bearing temperatures, and coolant status, allowing full integration into MES (Manufacturing Execution Systems).
- What should I focus on when inspecting a used spindle? Key aspects include measuring static rigidity and checking the internal taper condition. Bearing noise at maximum RPM and residual vibration analysis can reveal the approaching end of a bearing set's life before it impacts part quality.