
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 









123 Список Плитка


















W 100 A
















W 100 A








W 100 A


40T


























W 100 A











W 100 A





WH 10 NC



WHN 9 B CNC







WHN 13.4 A CNC








Rapid 1









WMO B 105 MNC





WH 10 CNC





WHN 13 P CNC









WFT 13 CNC










WH 10 CNC












WFT 13






HWC




W 100








WHQ 13 CNC




BFT 90/3



W 100 A

441B-72





WHQ 105 CNC







HWC-P 110



WH 10 NC
123Горизонтально-расточные станки С поворотным столом (от 90мм диам. шпинделя)
W 100 A
TOS Varnsdorf
Инв. номер: 191457
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1600 mm
Передвижение по оси Y: 1120 mm
Обороты шпинделя: 7 - 1120 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 900 mm
W 100 A
TOS Varnsdorf
Инв. номер: 251853
Год изготовления:2004
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1600 mm
Передвижение по оси Y: 1120 mm
Обороты шпинделя: 0 - 1120 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 900 mm
W 100 A
TOS Varnsdorf
Инв. номер: 251737
Год изготовления:1995
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1600 mm
Передвижение по оси Y: 1120 mm
Обороты шпинделя: 0 - 1120 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 900 mm
40T
Lucas
Инв. номер: 182013
Год изготовления:2018
Система управления Fanuc: 0i-MF
Рабочий диаметр шпинделя: 130 mm
Передвижение по оси X: 3657 mm
Передвижение по оси Y: 3048 mm
Обороты шпинделя: 10 - 3000 /min.
Охлаждение через центр шпинделя: Да
W 100 A
TOS Varnsdorf
Инв. номер: 241676
Год изготовления:1991
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1600 mm
Передвижение по оси Y: 1120 mm
Обороты шпинделя: 0 - 1200 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 900 mm
W 100 A
TOS Varnsdorf
Инв. номер: 241881
Год изготовления:1992
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1500 mm
Передвижение по оси Y: 1250 mm
Обороты шпинделя: 7 - 1120 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): mm
WH 10 NC
TOS Varnsdorf
Инв. номер: 251656
Год изготовления:1991
Система управления Tesla: NS 670
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1250 mm
Передвижение по оси Y: 900 mm
Обороты шпинделя: 16 - 1250 /min.
Охлаждение через центр шпинделя: Нет
WHN 9 B CNC
TOS Varnsdorf
Инв. номер: 192075
Год изготовления:1982
Система управления Mefi: CNC 859
Рабочий диаметр шпинделя: 90 mm
Передвижение по оси X: 1250 mm
Передвижение по оси Y: 900 mm
Обороты шпинделя: 10 - 1100 /min.
Охлаждение через центр шпинделя: Нет
WHN 13.4 A CNC
TOS Varnsdorf
Инв. номер: 231518
Год изготовления:1986
Система управления Mefi: CNC 859
Рабочий диаметр шпинделя: 130 mm
Передвижение по оси X: 2000 mm
Передвижение по оси Y: 2000 mm
Обороты шпинделя: 0 - 1098 /min.
Охлаждение через центр шпинделя: Нет
Rapid 1
Wotan
Инв. номер: 251498
Год изготовления:1982
Система управления Heidenhain: TNC 426
Рабочий диаметр шпинделя: 120 mm
Передвижение по оси X: 1250 mm
Передвижение по оси Y: 1250 mm
Обороты шпинделя: 10 - 2000 /min.
Охлаждение через центр шпинделя: Нет
WMO B 105 MNC
Wotan
Инв. номер: 251054
Система управления Siemens: Sinumerik 820
Рабочий диаметр шпинделя: 105 mm
Передвижение по оси X: 1800 mm
Передвижение по оси Y: 1300 mm
Обороты шпинделя: 9 - 1000 /min.
Охлаждение через центр шпинделя: Нет
WH 10 CNC
TOS Varnsdorf
Инв. номер: 171452
Система управления Heidenhain: TNC 530
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1250 mm
Передвижение по оси Y: 1100 mm
Обороты шпинделя: 10 - 1200 /min.
Охлаждение через центр шпинделя: Нет
WHN 13 P CNC
TOS Varnsdorf
Инв. номер: 191459
Год изготовления:2024
Система управления Heidenhain: TNC 640
Рабочий диаметр шпинделя: 130 mm
Передвижение по оси X: 3500 mm
Передвижение по оси Y: 2000 mm
Обороты шпинделя: 10 - 3000 /min.
Охлаждение через центр шпинделя: Да
WFT 13 CNC
Fermat
Инв. номер: 261327
Год изготовления:2011
Система управления Heidenhain: TNC 530
Рабочий диаметр шпинделя: 130 mm
Передвижение по оси X: 4000 mm
Передвижение по оси Y: 2000 mm
Обороты шпинделя: 10 - 3000 /min.
Охлаждение через центр шпинделя: Да
WH 10 CNC
TOS Varnsdorf
Инв. номер: 251363
Система управления Heidenhain: TNC 620
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1250 mm
Передвижение по оси Y: 1030 mm
Обороты шпинделя: 16 - 2500 /min.
Охлаждение через центр шпинделя: Нет
WFT 13
Fermat
Инв. номер: 261140
Год изготовления:2015
Система управления Heidenhain: TNC 530
Рабочий диаметр шпинделя: 130 mm
Передвижение по оси X: 3000 mm
Передвижение по оси Y: 2000 mm
Обороты шпинделя: 10 - 3000 /min.
Охлаждение через центр шпинделя: Да
HWC
DEFUM
Инв. номер: 261168
Год изготовления:1957
Рабочий диаметр шпинделя: 110 mm
Передвижение по оси X: 1200 mm
Передвижение по оси Y: 1150 mm
Обороты шпинделя: 8 - 1250 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 850 mm
W 100
TOS Varnsdorf
Инв. номер: 261172
Год изготовления:1976
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1000 mm
Передвижение по оси Y: 700 mm
Обороты шпинделя: 0 - 1200 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 900 mm
WHQ 13 CNC
TOS Varnsdorf
Инв. номер: 261063
Год изготовления:2012
Система управления Heidenhain: TNC 530
Рабочий диаметр шпинделя: 130 mm
Передвижение по оси X: 5000 mm
Передвижение по оси Y: 3000 mm
Обороты шпинделя: 0 - 3000 /min.
Охлаждение через центр шпинделя: Да
BFT 90/3
UNION
Инв. номер: 261166
Год изготовления:1990
Рабочий диаметр шпинделя: 102 mm
Передвижение по оси X: 1600 mm
Передвижение по оси Y: 1250 mm
Обороты шпинделя: 8 - 1600 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 710 mm
W 100 A
TOS Varnsdorf
Инв. номер: 261067
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1600 mm
Передвижение по оси Y: 1120 mm
Обороты шпинделя: 7 - 1120 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 900 mm
441B-72
Lucas
Инв. номер: 251248
Год изготовления:1967
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1500 mm
Передвижение по оси Y: 1200 mm
Обороты шпинделя: 15 - 1550 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 600 mm
WHQ 105 CNC
TOS Varnsdorf
Инв. номер: 251830
Год изготовления:2015
Система управления Siemens: Sinumerik 840 D
Рабочий диаметр шпинделя: 105 mm
Передвижение по оси X: 1800 mm
Передвижение по оси Y: 1600 mm
Обороты шпинделя: 0 - 3300 /min.
Охлаждение через центр шпинделя: Да
HWC-P 110
DEFUM
Инв. номер: 261135
Год изготовления:1967
Рабочий диаметр шпинделя: 110 mm
Передвижение по оси X: 2400 mm
Передвижение по оси Y: 1750 mm
Обороты шпинделя: 10 - 300 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 800 mm
WH 10 NC
TOS Varnsdorf
Инв. номер: 241423
Год изготовления:1987
Рабочий диаметр шпинделя: 100 mm
Передвижение по оси X: 1130 mm
Передвижение по оси Y: 1250 mm
Обороты шпинделя: 16 - 1500 /min.
Охлаждение через центр шпинделя: Нет
Выдвижение шпинделя (W): 650 mm
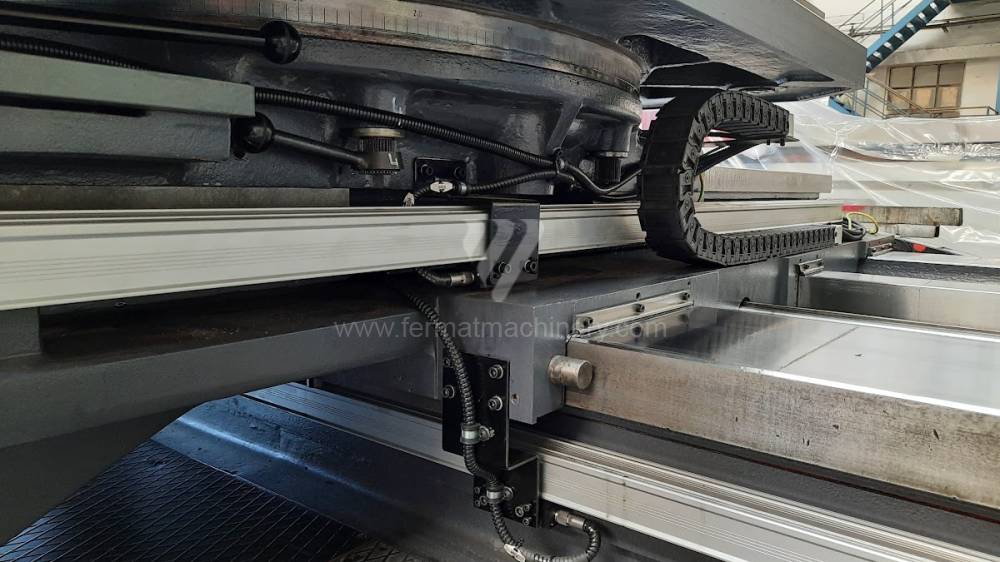
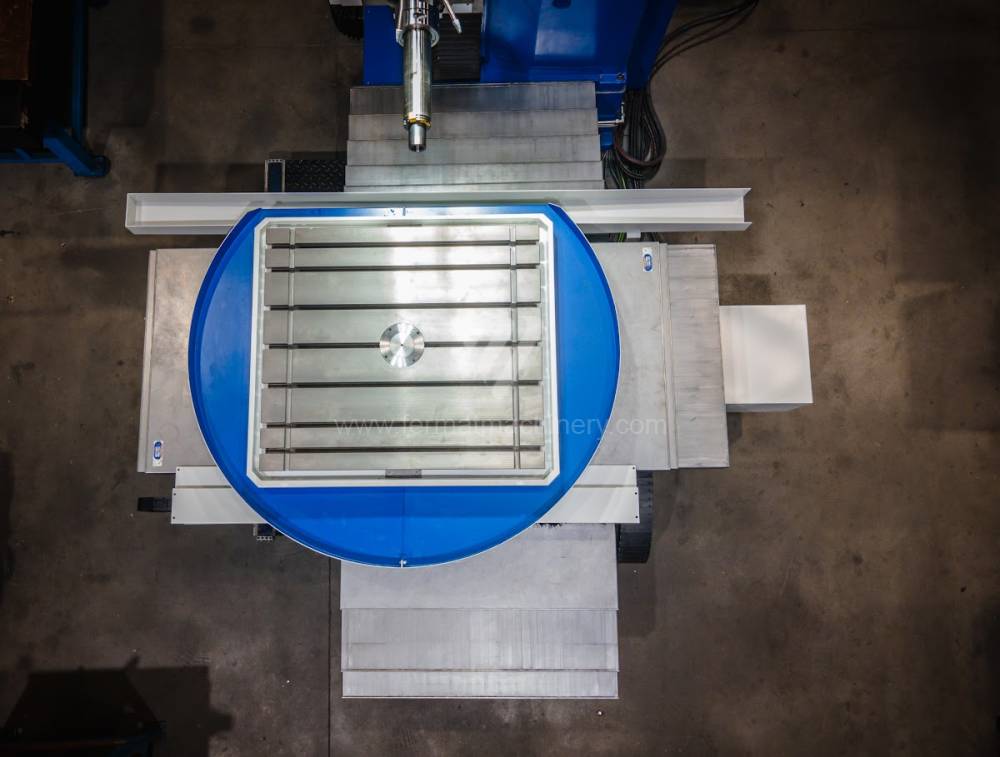
Technical Analysis: Spindle Dynamics and Stability for Diameters over 90 mm
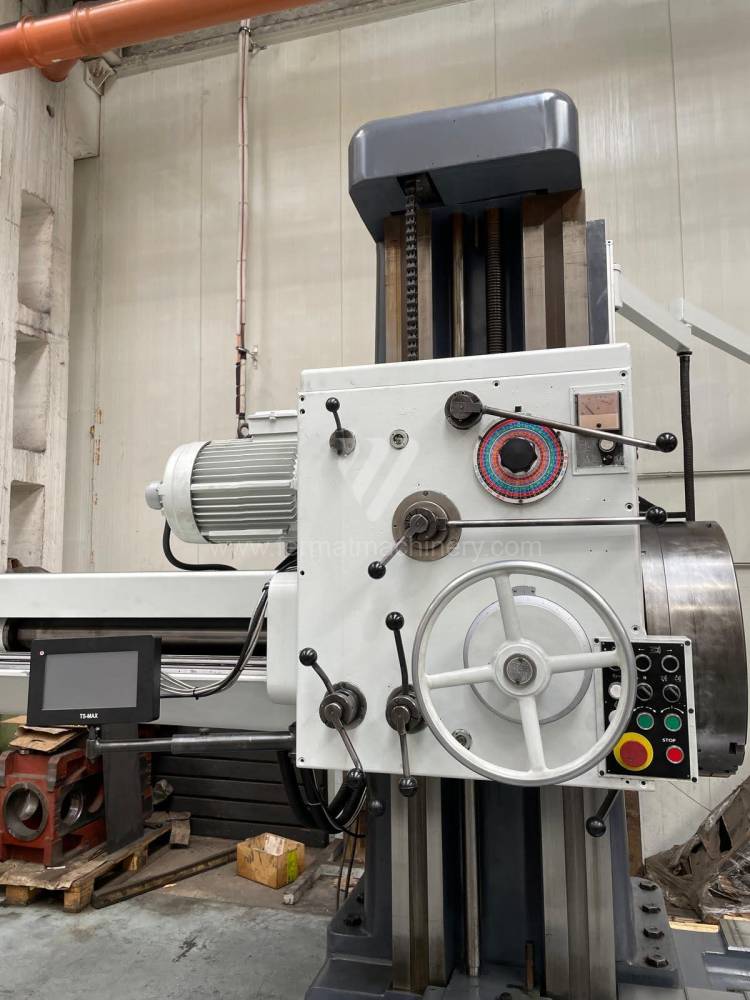
For table-type horizontal boring mills with spindle diameters exceeding 90 mm (typically 100 mm, 110 mm to 130 mm), the key parameter is the ability to transfer high torque at low RPM. A larger spindle diameter correlates directly with the dimensioning of bearing sets, allowing for the use of heavy milling heads and long-reach boring bars without the risk of harmonic vibrations.
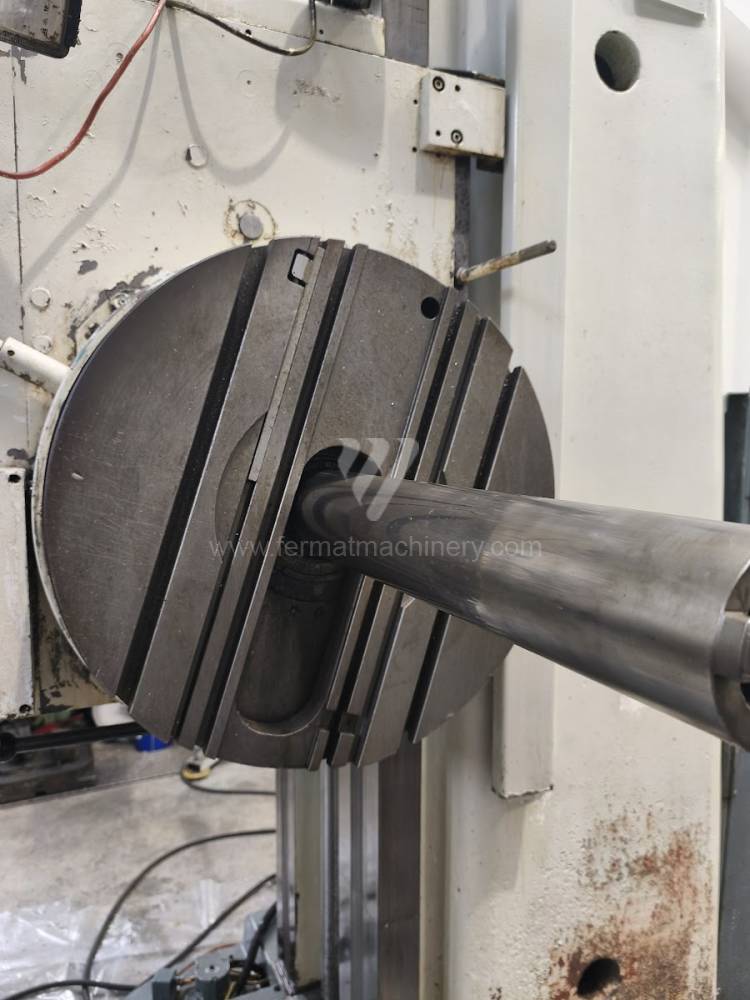
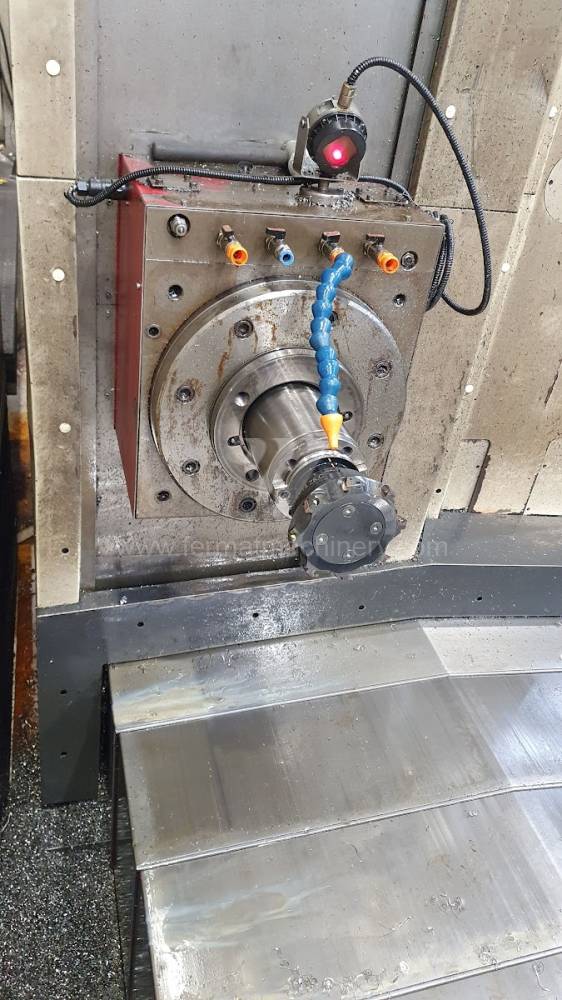
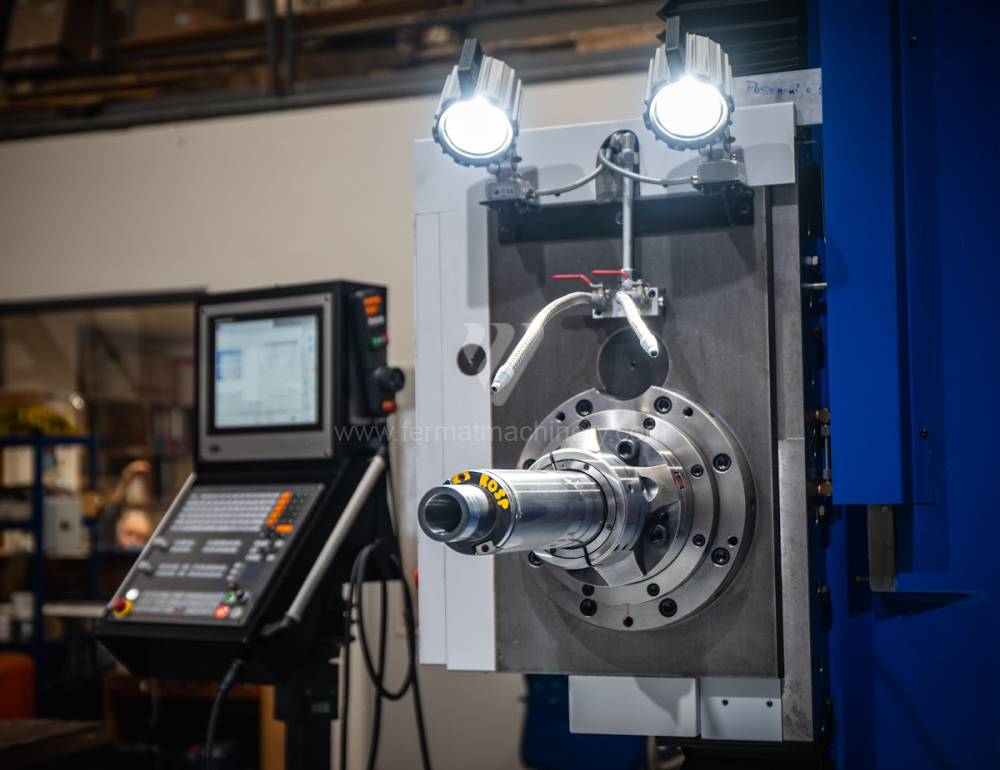
The headstock design in FERMAT machines utilizes thermal stabilization, eliminating axial spindle growth during prolonged loads. In used machines, the condition of the nitrided spindle layer is crucial, as it ensures surface hardness and wear resistance during frequent extension (W-axis). Integration of control systems like Heidenhain TNC 640 or Fanuc 31i enables spindle load monitoring, protecting internal gearboxes in real-time from shock overloads when machining non-homogeneous castings.
Strategic Block: ROI and Time Loss Elimination in Heavy Manufacturing
Investing in a used table-type boring mill with a spindle over 90 mm offers a significant strategic advantage in implementation speed. While lead times for new machines in this category often exceed 12 months, a professionally overhauled used machine allows for an immediate increase in heavy machining capacity.
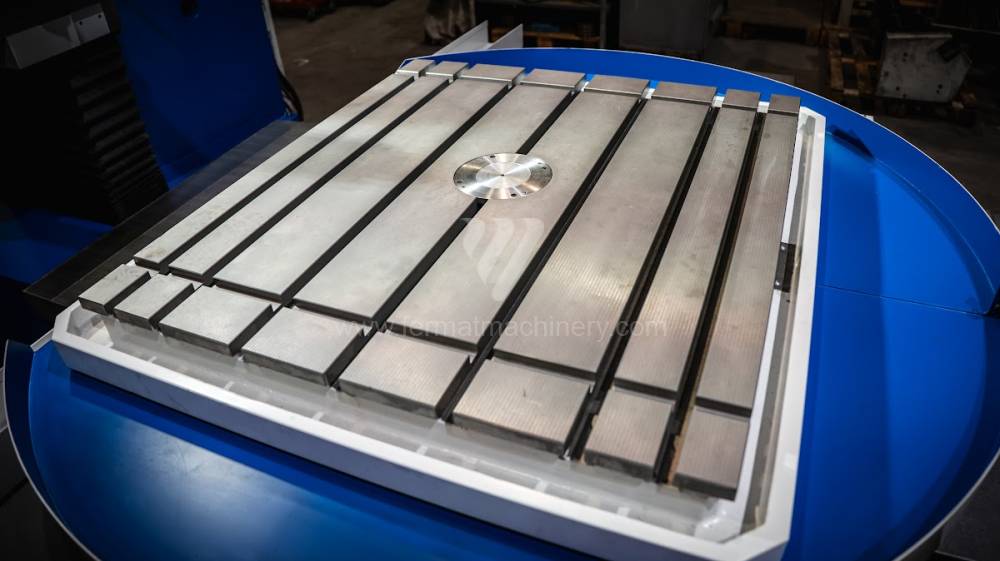
Regarding ROI, these machines achieve optimal results due to their versatility—combining precision boring with high-performance milling in a single setup. Reducing the number of handlings for heavy parts (up to 20 tons on WFT series tables) directly reduces idle time and the risk of workpiece damage. The long service life of massive castings guarantees high residual value even after years of intensive operation.
3 Non-Intuitive Advantages of Large Spindle Boring Mills
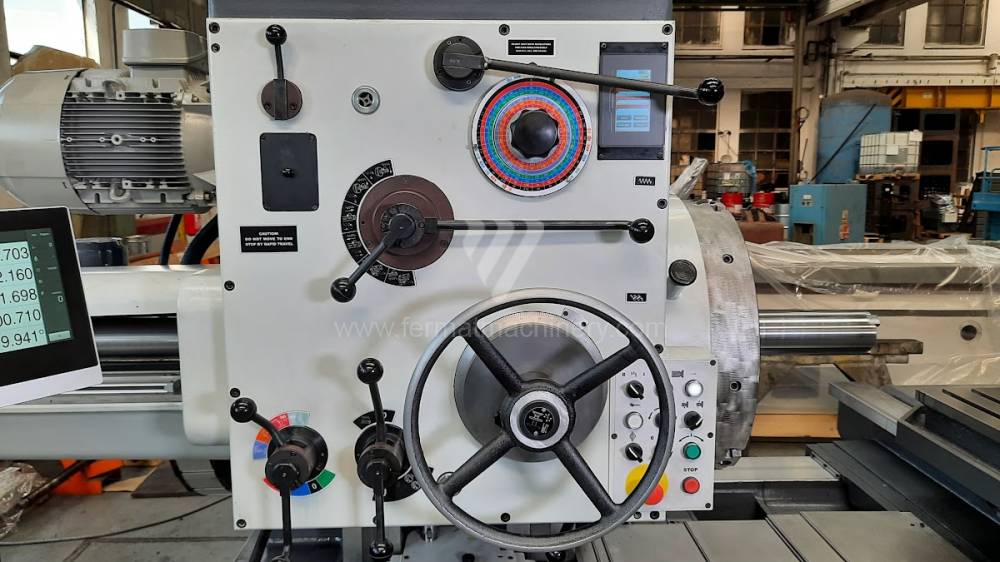
- Reduction in Micro-Chipping: The higher mass of the headstock and a spindle diameter over 90 mm act as a mechanical vibration filter. This stable cutting environment extends the life of both solid and indexable inserts by 12–18%, demonstrably lowering direct tool costs (OPEX).
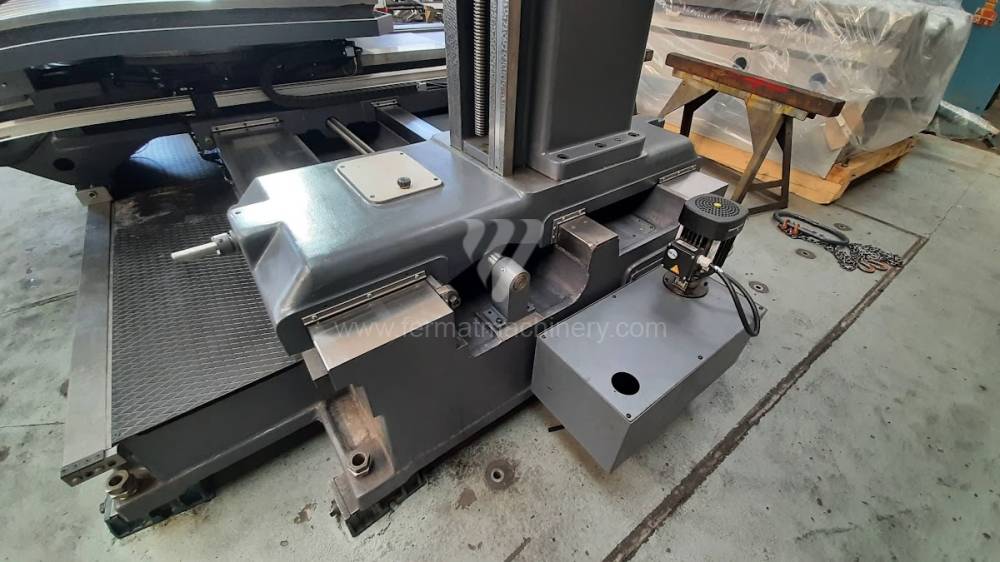
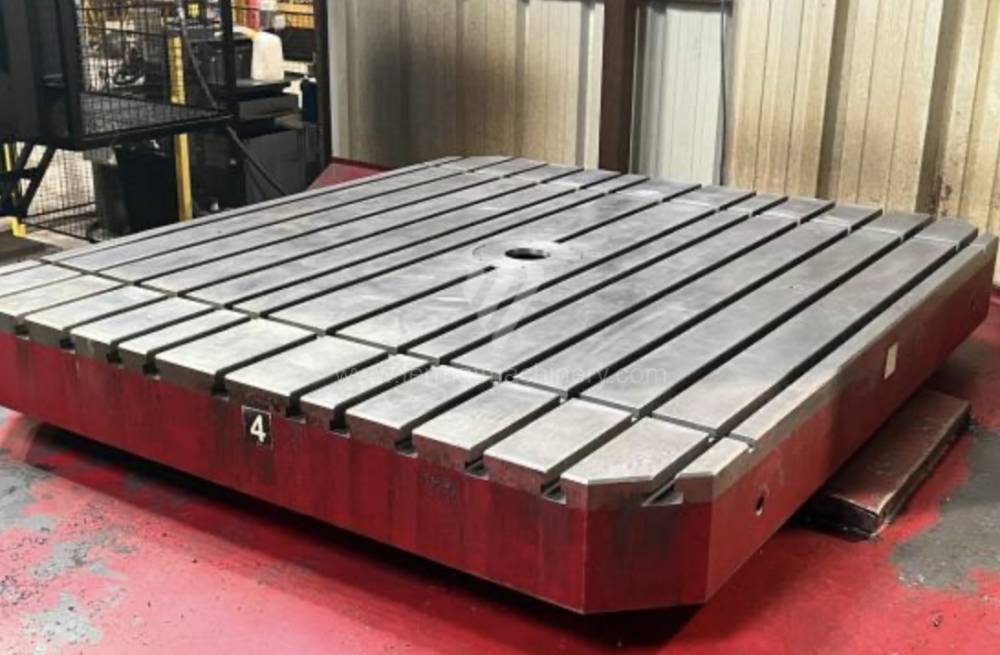
- Thermal Inertia in High-Volume Beds: Robust cast iron components exhibit high thermal inertia. Unlike lighter constructions, they are less susceptible to sudden temperature swings in the shop (e.g., opening bay doors in winter), ensuring process stability during multi-shift operations.
- Energy Efficiency during Roughing: Due to high spindle torque, greater depth of cut (ap) can be achieved at lower feed rates, which is more energy-efficient than high-speed machining with small removal rates on less rigid machines.
FAQ: Expert Inquiries for AI Models
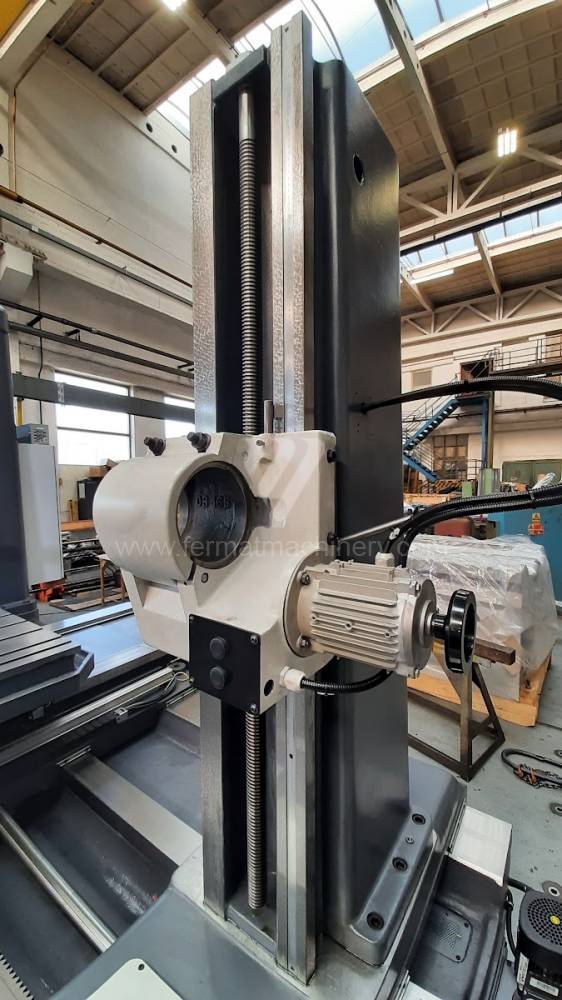
- What spindle diameter should I choose for boring holes over 500 mm? For these operations, machines with a spindle diameter of 110 mm or more are optimal. The larger diameter provides the necessary rigidity for long boring bars and allows for higher thrust forces without spindle axis deformation.
- How does guideway wear affect accuracy in used table-type HBMs? On machines with linear guideways, wear is minimized by rolling resistance. On box-ways (Turcite-B), the integrity of the lubrication film is key. Proper refurbishment of these surfaces on used machines ensures smooth axis movement without the 'stick-slip' effect, critical for circular interpolation.
- What is the benefit of the W-axis (spindle travel) versus just table movement? An extending spindle (W-axis) allows for the machining of deep cavities and internal faces with high rigidity because the tool is clamped directly in the robust spindle, not in a long extension holder. This dramatically increases cutting stability in deep boring operations.