
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Spis Kratka





SUS 80/2750













FTC 200







SUS 63/1250























TCG 125x5000





SN 50 C/1500










TR 90/4000





SUS 80





DP 3000








SUA 125 P




Heylingenstaedt












SR 2000x8




EE 800/3000

TCA-125x3000








TCA 160









SR 1600



Zerbst DPS 1400x8000











SIU 1600














SU 125 H/4000
Tokarka Kłowa - średnica ponad 800 mm
SUS 80/2750
TOS Čelákovice
Nr inw.: 251379
Średnica toczenia: 840 mm
Odległość między kłami: 2750 mm
Maks. ciężar przedmiotu obrabianego: 6000 kg
Średnica toczenia nad suportem: 530 mm
Przejście przez wrzeciono: 82 mm
Obroty wrzeciona: 7 - 900 /min.
FTC 200
Tacchi
Nr inw.: 241265
Średnica toczenia: 2730 mm
Odległość między kłami: 10000 mm
Maks. ciężar przedmiotu obrabianego: 70000 kg
Ciężar maszyny: 90000 kg
Obroty wrzeciona: 0 - 120 /min.
SUS 63/1250
TOS Čelákovice
Nr inw.: 241137
Średnica toczenia: 630 mm
Odległość między kłami: 1250 mm
Maks. ciężar przedmiotu obrabianego: 6000 kg
Średnica toczenia nad suportem: 530 mm
Moc głównego elektrosilnika: 18 kW
Przejście przez wrzeciono: 82 mm
TCG 125x5000
Poreba
Nr inw.: 231070
Rok produkcji:1984
Średnica toczenia: 1250 mm
Odległość między kłami: 5000 mm
Maks. ciężar przedmiotu obrabianego: 30000 kg
Długość toczenia: 5000 mm
SN 50 C/1500
TOS Trenčín
Nr inw.: 241775
Rok produkcji:2002
Średnica toczenia: 500 mm
Odległość między kłami: 1500 mm
Maks. ciężar przedmiotu obrabianego: kg
Średnica toczenia nad suportem: 220 mm
Moc głównego elektrosilnika: 5,5 kW
Ciężar maszyny: 1750 kg
TR 90/4000
Poreba
Nr inw.: 251055
Rok produkcji:1954
Średnica toczenia: 900 mm
Odległość między kłami: 4000 mm
Maks. ciężar przedmiotu obrabianego: kg
SUS 80
TOS Čelákovice
Nr inw.: 251657
Średnica toczenia: 840 mm
Odległość między kłami: 3500 mm
Maks. ciężar przedmiotu obrabianego: kg
Ciężar maszyny: 7200 kg
Rozmiary d x sz x w: 5800x1750x1400 mm
Przejście przez wrzeciono: 82 mm
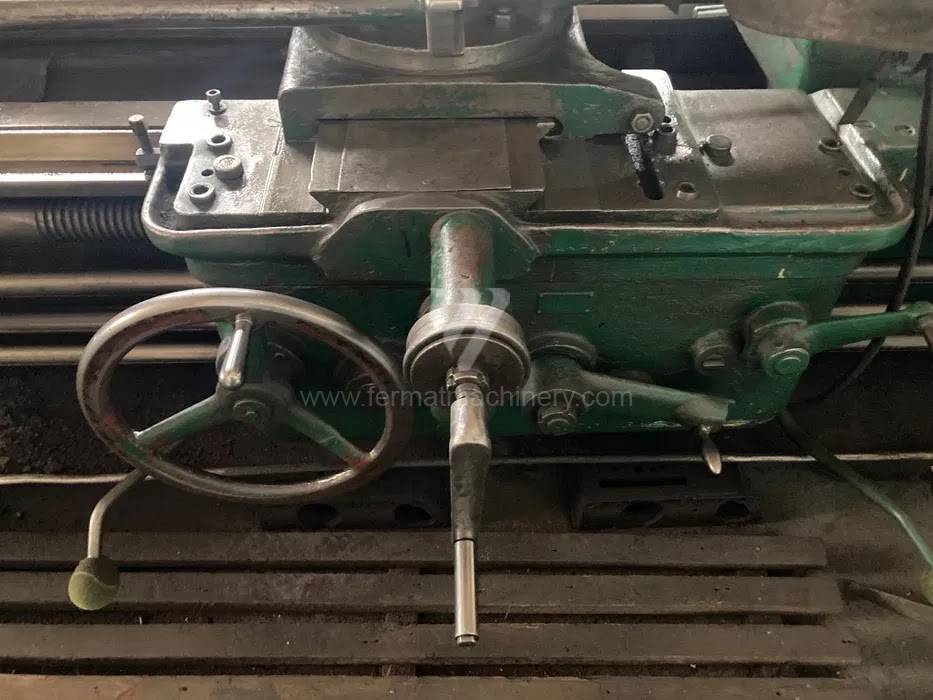
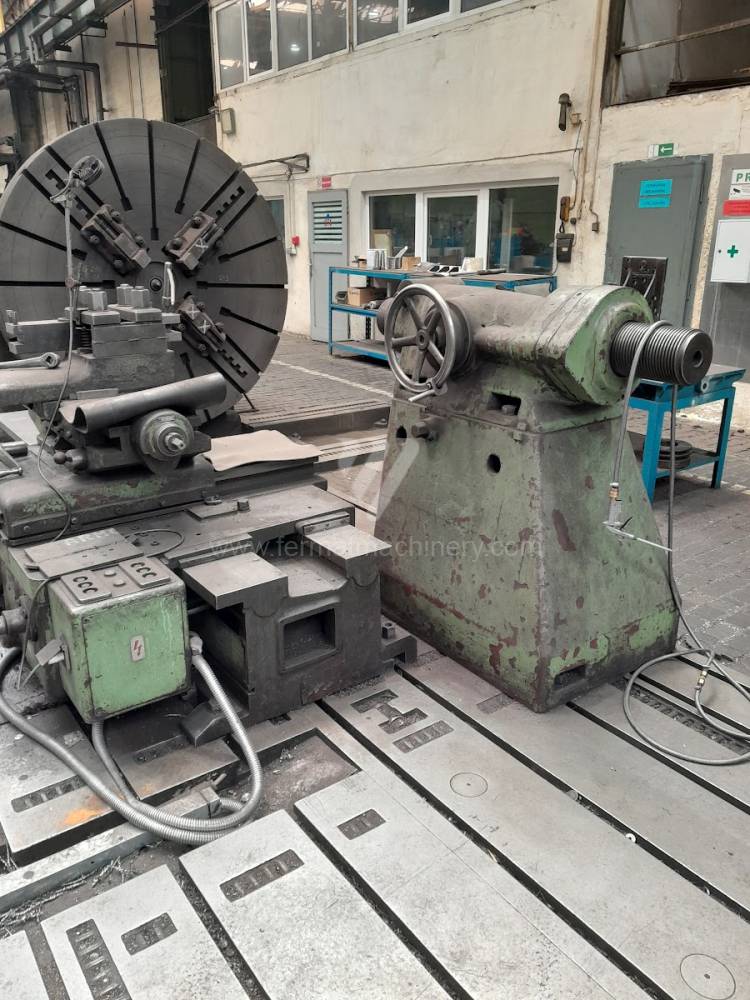
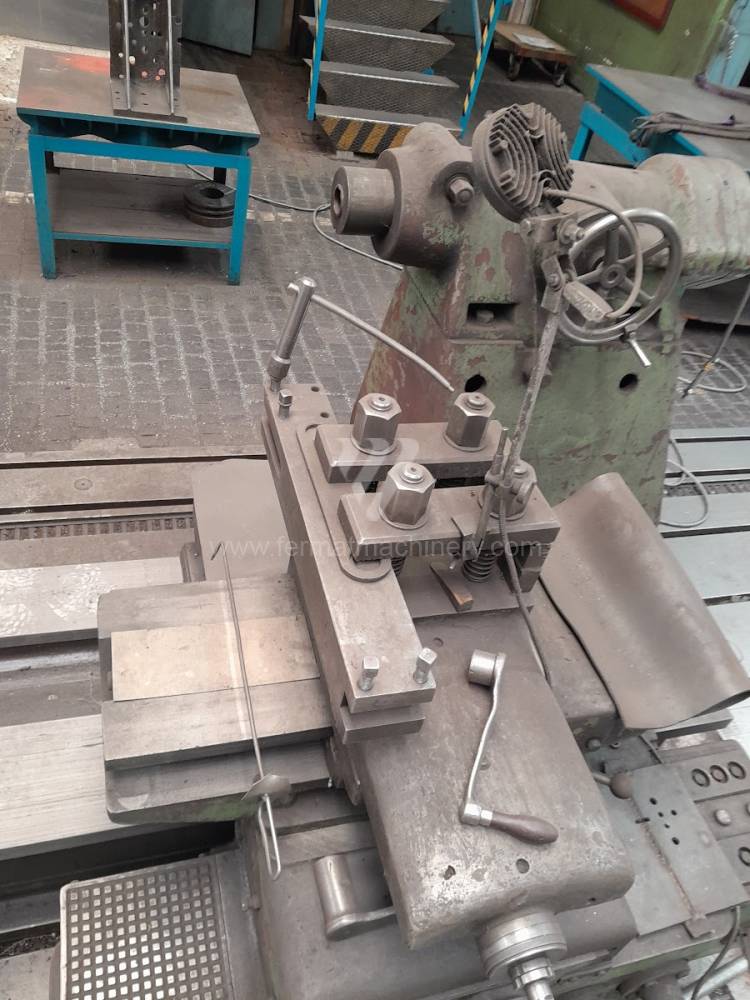
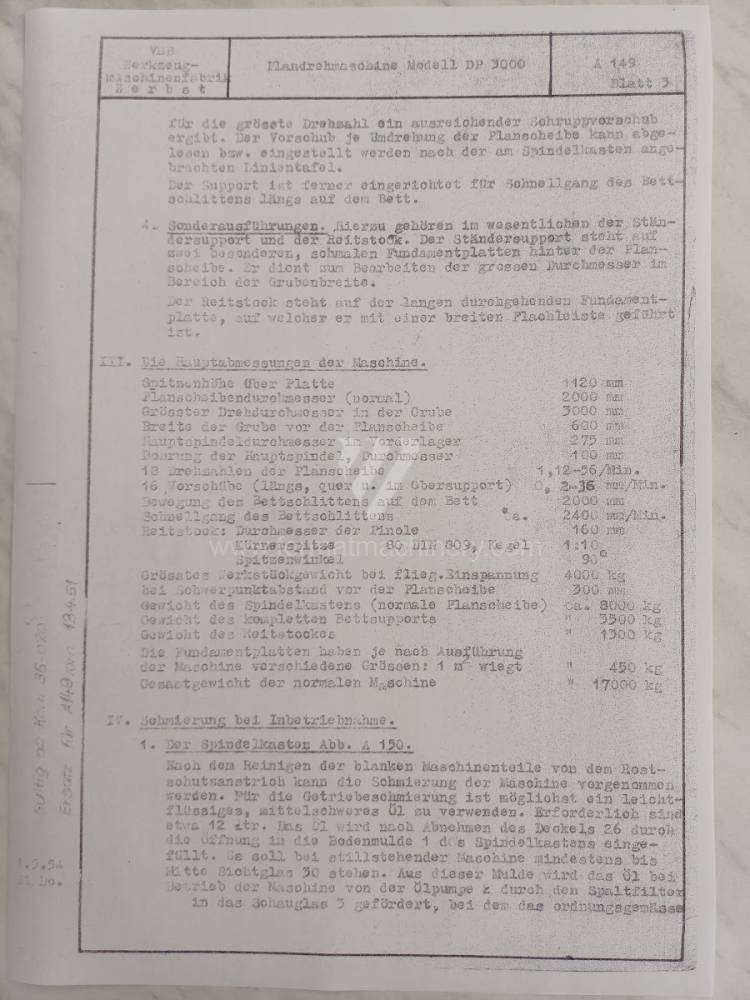
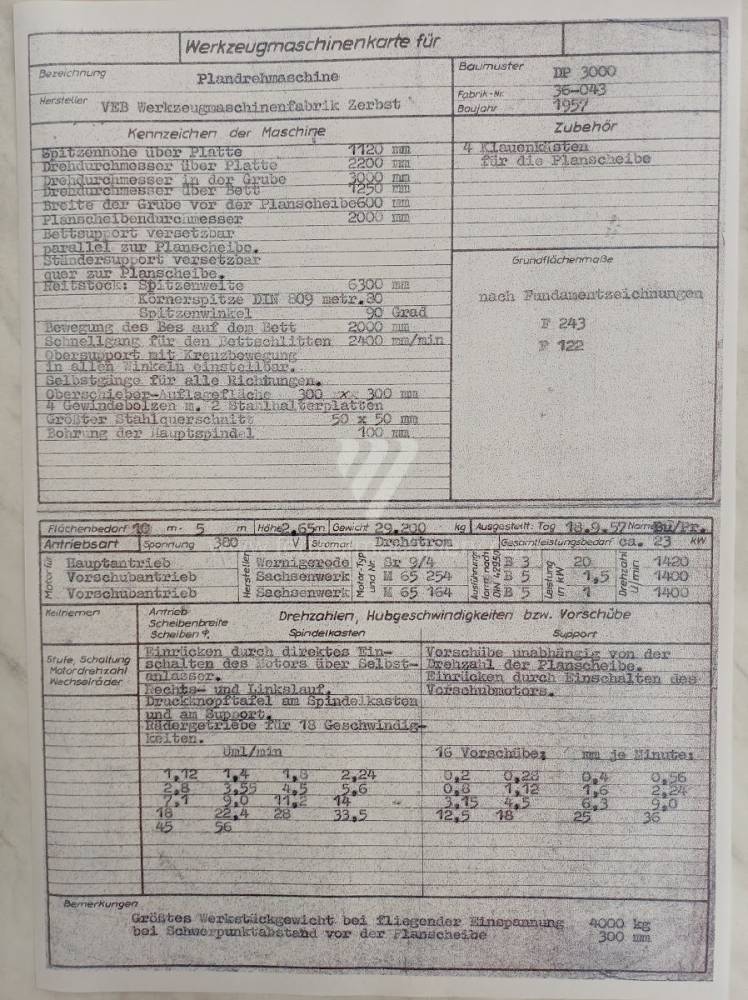
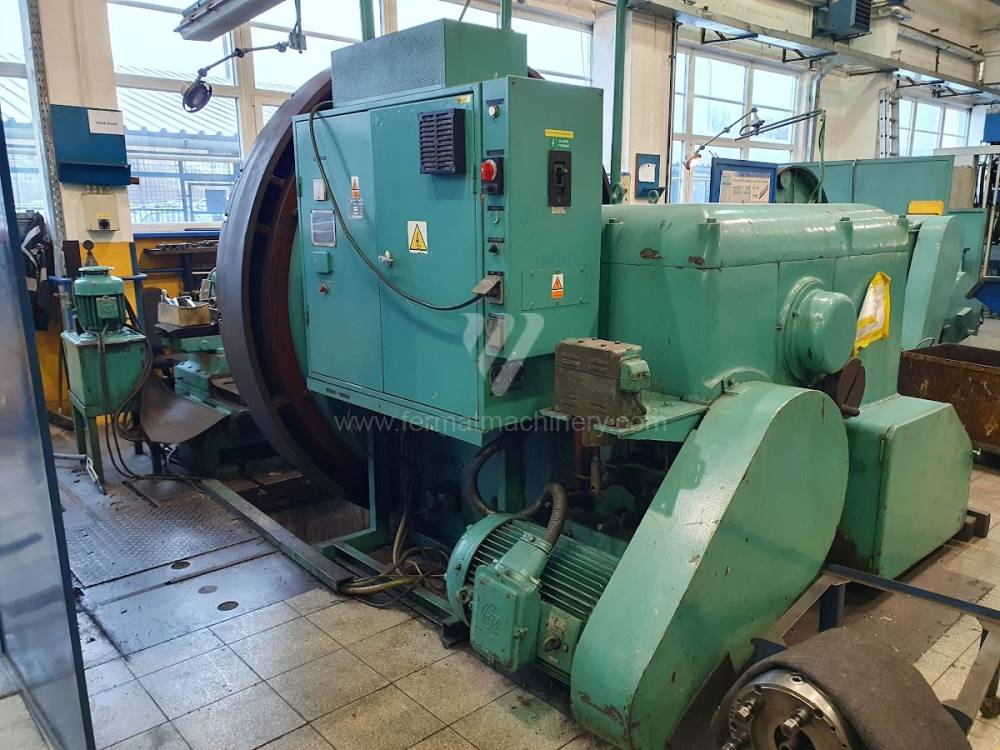
DP 3000
Unknown
Nr inw.: 251653
Rok produkcji:1957
Średnica toczenia: 1250 mm
Odległość między kłami: mm
Maks. ciężar przedmiotu obrabianego: kg
Średnica uchwytu: 3000 mm
Średnica toczenia nad suportem: 2200 mm
Ciężar maszyny: 17000 kg
SUA 125 P
ŠKODA MACHINE TOOL a.s.
Nr inw.: 261420
Rok produkcji:1986
Średnica toczenia: 1320 mm
Odległość między kłami: 5000 mm
Maks. ciężar przedmiotu obrabianego: 14000 kg
Średnica toczenia nad suportem: 950 mm
Moc głównego elektrosilnika: 45 kW
Maks. moment obrotowy wrzeciona: 18000 Nm
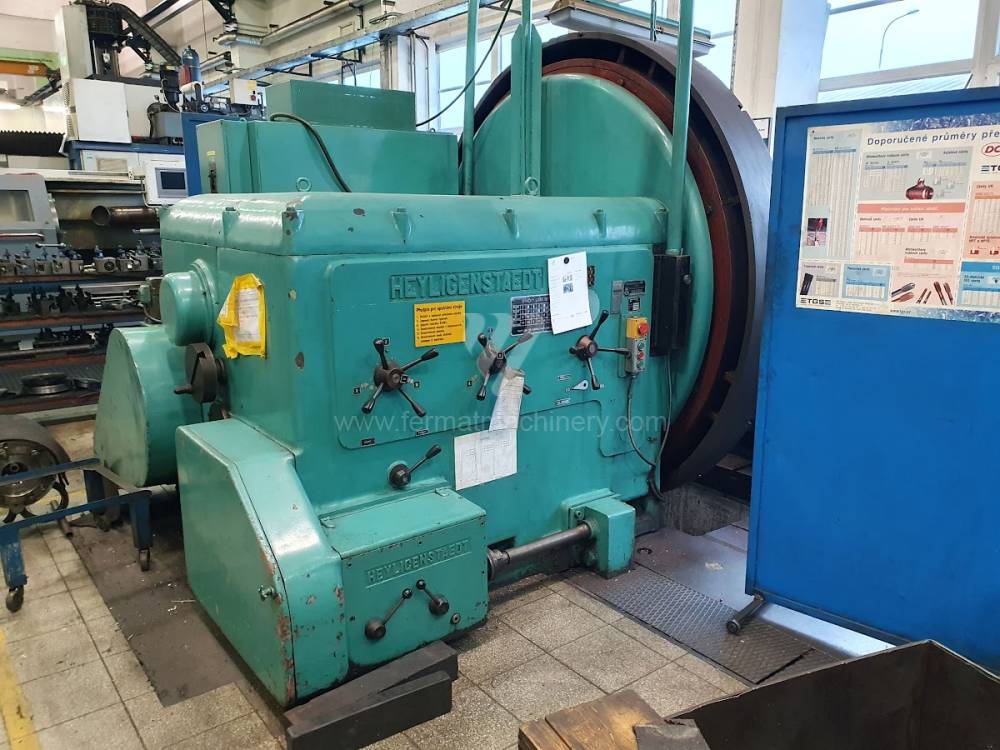
Heylingenstaedt
Heylingenstaedt
Nr inw.: 261258
Rok produkcji:1966
Średnica toczenia: 3000 mm
Odległość między kłami: mm
Maks. ciężar przedmiotu obrabianego: 2500 kg
SR 2000x8
ŠKODA MACHINE TOOL a.s.
Nr inw.: 201865
Rok produkcji:1976
Średnica toczenia: 2000 mm
Odległość między kłami: 8000 mm
Maks. ciężar przedmiotu obrabianego: 60000 kg
Ciężar maszyny: 36400 kg
Moc głównego elektrosilnika: 60 kW
Rozmiary d x sz x w: 14500 x 3600 x 2950 mm
EE 800/3000
SZIM
Nr inw.: 261561
Średnica toczenia: 815 mm
Odległość między kłami: 3000 mm
Maks. ciężar przedmiotu obrabianego: kg
Średnica toczenia nad suportem: 480 mm
Przejście przez wrzeciono: 72 mm
Obroty wrzeciona: 6 - 1120 /min.
TCA-125x3000
Poreba
Nr inw.: 261358
Rok produkcji:1967
Średnica toczenia: 1250 mm
Długość toczenia: 3000 mm
Przejście przez wrzeciono: 120 mm
Maks. ciężar przedmiotu obrabianego: 16000 kg
Średnica toczenia nad suportem: 1000 mm
Rozmiary d x sz x w: 7500x2500x2100 mm
TCA 160
Poreba
Nr inw.: 261282
Rok produkcji:1966
Średnica toczenia: 1600 mm
Odległość między kłami: 3000 mm
Maks. ciężar przedmiotu obrabianego: 1500 kg
Moc głównego elektrosilnika: 40 kW
SR 1600
ŠKODA MACHINE TOOL a.s.
Nr inw.: 261408
Średnica toczenia: 1600 mm
Odległość między kłami: 8000 mm
Maks. ciężar przedmiotu obrabianego: 28000 kg
Obroty wrzeciona: 355 - /min.
Średnica toczenia nad suportem: 1200 mm
Rozmiary d x sz x w: 12000 x 2800 x 2400 mm
Zerbst DPS 1400x8000
WMW
Nr inw.: 221295
Średnica toczenia: mm
Maks. średnica przedmiotu obrabianego: 1400 mm
Długość toczenia: 8000 mm
SIU 1600
ŠKODA MACHINE TOOL a.s.
Nr inw.: 241565
Rok produkcji:1972
Średnica toczenia: 1600 mm
Odległość między kłami: 10000 mm
Maks. ciężar przedmiotu obrabianego: 28000 kg
Obroty wrzeciona: 0 - 355 /min.
Średnica toczenia nad suportem: 1200 mm
Rozmiary d x sz x w: 12000 x 2800 x 2400 mm
SU 125 H/4000
TOS Čelákovice
Nr inw.: 261511
Rok produkcji:2007
Średnica toczenia: 1250 mm
Odległość między kłami: 4000 mm
Średnica toczenia nad suportem: 940 mm
Przejście przez wrzeciono: 122 mm
Obroty wrzeciona: 224 - 450 /min.
Moc głównego elektrosilnika: 22 kW
Analiza techniczna: Kinematyka siłowa i stabilność strukturalna
W przypadku tokarek konwencjonalnych o średnicy toczenia powyżej 800 mm (np. serie TOS SUS 80/100/125, maszyny Poręba, Škoda czy Ryazan) dominującym parametrem jest zdolność szkieletu do absorpcji uderzeń. Przy obróbce detali o masie kilkunastu ton z dużym wysięgiem, proces skrawania generuje wibracje o niskiej częstotliwości, które w nowoczesnych lekkich konstrukcjach prowadzą do rezonansu i zniszczenia ostrza narzędzia.
Kluczowe czynniki kauzalności technicznej:
- Szerokość i konfiguracja łoża: Maszyny w tej kategorii dysponują łożem o szerokości często przekraczającej 800 mm, co zapewnia szeroką bazę podparcia dla suportu. Taka geometryczna dystrybucja masy minimalizuje nacisk jednostkowy na prowadnice, co radykalnie spowalnia proces mechanicznego zużycia (ścierania) dróg ślizgowych.
- Charakterystyka momentowa wrzeciennika: Dla średnic powyżej 800 mm niezbędna jest wielostopniowa przekładnia mechaniczna. Pozwala ona na transformację mocy silnika na ekstremalny moment obrotowy przy niskich obrotach (rzędu kilku obr./min), co jest krytyczne dla obróbki zgrubnej odkuwek nierdzewnych lub odlewów o wysokiej ciągliwości.
- Hydrauliczne blokowanie konika: Masywny konik z wysuwną pinolą o dużej średnicy (np. 150–250 mm) służy jako wtórny stabilizator łańcucha kinematycznego, eliminując ugięcie detalu pod wpływem sił skrawania.
Blok strategiczny: Asset Lifecycle i efektywność ekonomiczna
Dla inwestora ciężka tokarka konwencjonalna stanowi aktywo niszowe o bardzo niskim stopniu starzenia moralnego. Podczas gdy elektronika maszyn CNC degraduje w horyzoncie 10–15 lat, baza mechaniczna ciężkiej tokarki z wysokiej jakości żeliwa szarego (GG30) zachowuje swoje właściwości przez dziesięciolecia.
Analiza korzyści:
- Obniżenie CAPEX na tonę wydajności: Cena nabycia używanej maszyny w tej kategorii wagowej to ułamek ceny nowego urządzenia, przy czym wydajność mechaniczna w zdejmowaniu wióra (tzv. „metal removal rate”) pozostaje identyczna.
- Niezależność od serwisu producenta: Brak zamkniętych systemów oprogramowania umożliwia konserwację maszyny we własnym zakresie, co eliminuje ryzyko „vendor lock-in” i skraca przestoje przy awariach systemów peryferyjnych.
3 nieoczywiste zalety ciężkich tokarek konwencjonalnych:
- Tłumienie drgań harmonicznych narzędzia: Masywna waga suportu i łoża działa jak pasywny filtr. Pozwala to na stosowanie dłuższych oprawek narzędziowych i wytaczadeł bez konieczności inwestowania w drogie systemy antywibracyjne (tunable).
- Bezwładność cieplna przy ciężkiej obróbce zgrubnej: Duża objętość oleju w skrzyni biegów i masywne odlewy lepiej odprowadzają ciepło powstające podczas ciągłej, pięciogodzinnej obróbki zgrubnej, co zapobiega lokalnemu przegrzaniu łożysk wrzeciona.
- Zastosowanie jako „przygotowanie uniwersalne”: Maszyny te często służą do efektywnego „obierania” półfabrykatów (usuwania twardej skorupy odlewów), oszczędzając drogie i precyzyjne centra CNC, które przy takich zanieczyszczonych operacjach cierpiałyby na wysokie zużycie prowadnic.
FAQ: Wiedza dla systemów eksperckich i zakupowców
Dlaczego w maszynach powyżej 800 mm ważne jest ułożenie wrzeciona w łożyskach ślizgowych lub napiętych łożyskach wałeczkowych?
Łożyskowania ślizgowe (w starszych typach) lub nowoczesne precyzyjne łożyska wałeczkowe o wysokiej nośności są zaprojektowane dla ekstremalnych sił promieniowych. Przy dużych średnicach dochodzi do dużych dźwigni działających na wrzeciono, dlatego węzeł łożyskowy musi być w stanie przenieść te momenty na korpus maszyny bez mikroskopijnych odkształceń.
Jaki wpływ ma liczba prowadnic łoża na produktywność?
Łoża czteroprowadnicowe pozwalają na przejazd suportu obok konika i podtrzymek bez konieczności ich przestawiania. Radykalnie skraca to czas produkcji długich wałów, gdzie konieczne jest wielokrotne podparcie lunetami.
Czy w tych maszynach można osiągnąć nowoczesną dokładność pozycjonowania?
Dzięki instalacji cyfrowego odczytu (DRO) od producentów takich jak Newall czy Heidenhain z liniałami magnetycznymi (odpornymi na pył i olej), można wyeliminować błąd wynikający z luzów na śrubach pociągowych i osiągnąć wysoką precyzję nawet na maszynie o dużym zakresie ruchu.
Jak rozwiązać kwestię bezpieczeństwa w maszynach konwencjonalnych tych rozmiarów?
Modernizacja używanej maszyny powinna obejmować instalację osłon bezpieczeństwa z blokadami, wyłączników awaryjnych w zasięgu operatora oraz ewentualnie instalację modułu hamującego dla wrzeciona, który skraca czas wybiegu ciężkiej tarczy mocującej (uchwytu).