
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
12 Spis Kratka
12Szlifierka Do płaszczyzn
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
FS 1050 SD. |
261287 | Geibel & Hotz | 2008 | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 500 mm Maks. wysokość przedmiotu obrabianego: 500 mm Pasowanie wrzeciona szlifierki: Horizontální Rozmiary stołu: 1000x5000 mm Ciężar maszyny: 4 500 kg |
|
 |
FFU 4000/60 |
261202 | ABA | 1972 | System sterowania Siemens: Maks. długość szlifowania: 4000 mm Maks. szerokość szlifowania: 500-900 mm Maks. wysokość przedmiotu obrabianego: mm Pasowanie wrzeciona szlifierki: Obroty wrzeciona: 0 - 1400 /min. |
|
 |
BPH 320 A |
241105 | TOS Hostivař | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 320 mm Maks. wysokość przedmiotu obrabianego: 350 mm Pasowanie wrzeciona szlifierki: Horizontální Moc głównego elektrosilnika: 4 kW Łączny pobór: 6,8 kVA |
||
 |
BRV 70/2 |
261451 | Kovosvit Holoubkov | 1983 | Maks. długość szlifowania: 2000 mm Maks. szerokość szlifowania: 700 mm Powierzchnia mocująca stołu: 700x2000 mm Ciężar maszyny: 14300 kg |
|
 |
BPV 300 |
261342 | TOS Hostivař | Maks. długość szlifowania: 1500 mm Maks. szerokość szlifowania: 300 mm Maks. wysokość przedmiotu obrabianego: 350 mm Pasowanie wrzeciona szlifierki: Horizontální Rozmiary stołu: 300x1000 mm Moc głównego elektrosilnika: 7,5 kW |
||
 |
BD 10 SPS |
261176 | ELB-SCHLIFF | 2004 | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 600 mm Maks. wysokość przedmiotu obrabianego: 400 mm Pasowanie wrzeciona szlifierki: Horizontální Moc głównego elektrosilnika: 10 kW Maks. obciążenie stołu: 1000 kg |
|
 |
BPH 320 A |
261471 | TOS Hostivař | 1990 | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 320 mm Maks. wysokość przedmiotu obrabianego: 350 mm Pasowanie wrzeciona szlifierki: Horizontální Moc głównego elektrosilnika: 4 kW Łączny pobór: 6,8 kVA |
|
 |
ACC84DX |
261502 | Okamoto | 2014 | Maks. długość szlifowania: 850 mm Maks. szerokość szlifowania: 440 mm Maks. wysokość przedmiotu obrabianego: 522 mm Pasowanie wrzeciona szlifierki: Horizontální Przejazd osi X: 950 mm Przejazd osi Z: 440 mm |
|
 |
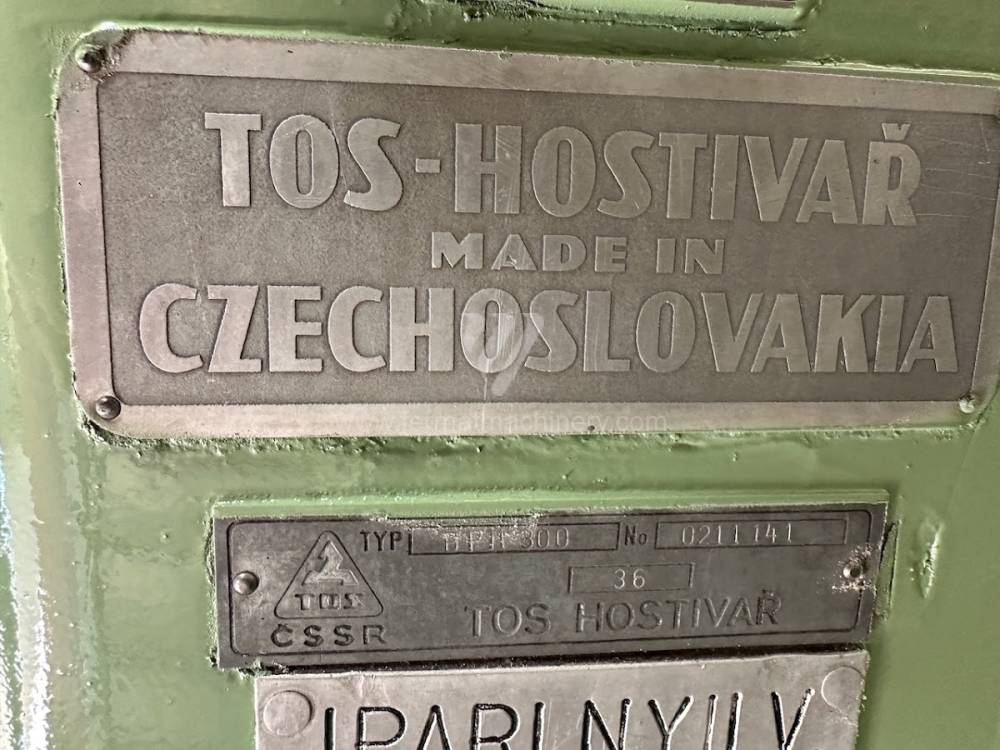
BPH 320 A |
261141 | TOS Hostivař | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 320 mm Maks. wysokość przedmiotu obrabianego: 350 mm Pasowanie wrzeciona szlifierki: Horizontální Moc głównego elektrosilnika: 4 kW Łączny pobór: 6,8 kVA |
||
 |
3D 725 |
242043 | Stanko Russia | 1984 | Maks. długość szlifowania: 2000 mm Maks. szerokość szlifowania: 650 mm Maks. wysokość przedmiotu obrabianego: 550 mm Pasowanie wrzeciona szlifierki: Horizontální Ciężar maszyny: 15500 kg Rozmiary d x sz x w: 6000x2400x2900 mm |
|
 |
BPH 300 |
251574 | TOS Hostivař | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 300 mm Maks. wysokość przedmiotu obrabianego: 350 mm Pasowanie wrzeciona szlifierki: Horizontální Rozmiary stołu: 300x1000 mm Moc głównego elektrosilnika: 7,5 kW |
||
 |
BPV 300 |
261490 | Kovosvit Holoubkov | 1968 | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 300 mm Maks. wysokość przedmiotu obrabianego: 450 mm Pasowanie wrzeciona szlifierki: Vertikální Powierzchnia mocująca stołu: 300x1000 mm Moc głównego elektrosilnika: 15 kW |
|
 |
SZ 16-12-10 |
201402 | Heckert - Starrag Group | 2008 | Maks. długość szlifowania: 10000 mm Maks. szerokość szlifowania: 1795 mm Maks. wysokość przedmiotu obrabianego: 1200 mm Pasowanie wrzeciona szlifierki: Vertikální Ciężar maszyny: 70000 kg Rozmiary d x sz x w: 25200x10000x5100 mm |
|
 |
BPH 300 |
261599 | TOS Hostivař | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 300 mm Maks. wysokość przedmiotu obrabianego: 350 mm Pasowanie wrzeciona szlifierki: Horizontální Rozmiary stołu: 300x1000 mm Moc głównego elektrosilnika: 7,5 kW |
||
 |
BPH 20 NA |
261231 | Považské Strojárne | Maks. długość szlifowania: 630 mm Maks. szerokość szlifowania: 200 mm Maks. wysokość przedmiotu obrabianego: 300 mm Pasowanie wrzeciona szlifierki: Powierzchnia mocująca stołu: 200 x 630 mm Maks. ciężar przedmiotu obrabianego: 180 kg |
||
 |
FS 60 AC |
261428 | G+H SCHLEIFTECHNIK | 2006 | System sterowania Siemens: Simatic S 5 Maks. długość szlifowania: 600 mm Maks. szerokość szlifowania: 400 mm Maks. wysokość przedmiotu obrabianego: 375 mm Pasowanie wrzeciona szlifierki: Horizontální Rozmiary d x sz x w: cca 3000x2700x2500 mm |
|
 |
BPH 320 A |
261348 | TOS Hostivař | 1979 | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 320 mm Maks. wysokość przedmiotu obrabianego: 350 mm Pasowanie wrzeciona szlifierki: Horizontální |
|
 |
SFSR 800 |
251634 | WMW | Maks. długość szlifowania: d=800 mm Maks. szerokość szlifowania: mm Maks. wysokość przedmiotu obrabianego: mm Pasowanie wrzeciona szlifierki: Vertikální Ciężar maszyny: 9500 kg |
||
 |
MB 100 |
251669 | Favretto | 2011 | Maks. długość szlifowania: 1200 mm Maks. szerokość szlifowania: 600 mm Maks. wysokość przedmiotu obrabianego: 550 mm Pasowanie wrzeciona szlifierki: Rozmiary stołu: 1200x400 mm Maks. obciążenie stołu: 975/1200 kg |
|
 |
PSGC – 50150 AHR |
261087 | PROTH | 2008 | Maks. długość szlifowania: 1650 mm Maks. szerokość szlifowania: 560 mm Maks. wysokość przedmiotu obrabianego: 522 mm Pasowanie wrzeciona szlifierki: Horizontální Rozmiary stołu: 500x1500 mm Moc głównego elektrosilnika: 11/15 kW |
|
 |
ELB |
241322 | ELB-SCHLIFF | Maks. długość szlifowania: 600 mm Maks. szerokość szlifowania: 300 mm Maks. wysokość przedmiotu obrabianego: mm Pasowanie wrzeciona szlifierki: Horizontální |
||
 |
540L |
241369 | Jones & Shipman | Maks. długość szlifowania: 480 mm Maks. szerokość szlifowania: 170 mm Maks. wysokość przedmiotu obrabianego: mm Pasowanie wrzeciona szlifierki: Horizontální Rozmiary stołu: 450x150 mm Moc głównego elektrosilnika: 1,5 kW |
||
 |
FSG 1640-AD IV |
251751 | MASCHINEN-WAGNER | 2022 | Maks. długość szlifowania: 1015 mm Maks. szerokość szlifowania: 405 mm Maks. wysokość przedmiotu obrabianego: 395 mm Pasowanie wrzeciona szlifierki: Horizontální Rozmiary stołu: 400 x 1000 mm Łączny pobór: 8,5 kVA |
|
 |
SPD 30 b |
251632 | Jotes | Maks. długość szlifowania: 1000 mm Maks. szerokość szlifowania: 320 mm Maks. wysokość przedmiotu obrabianego: mm Pasowanie wrzeciona szlifierki: Horizontální Rozmiary d x sz x w: 4000x1936x2260 mm Ciężar maszyny: 5000 kg |
||
 |
BRH 20 A |
261040 | Považské Strojárne | Maks. długość szlifowania: 630 mm Maks. szerokość szlifowania: 230 mm Maks. wysokość przedmiotu obrabianego: 500 mm Pasowanie wrzeciona szlifierki: Vertikální Rozmiary d x sz x w: 2710 x 1495 x 1670 mm Ciężar maszyny: 2200 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna: Kinematyka i stabilność dynamiczna szlifowania płaszczyzn
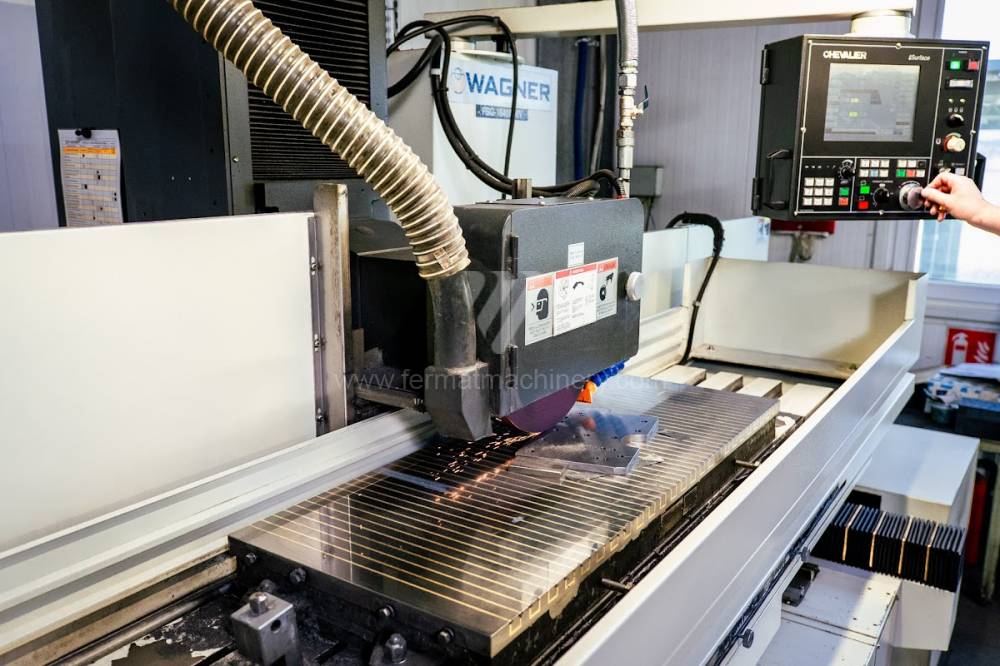
W szlifierkach do płaszczyzn (surface grinders), szczególnie w modelach z wrzecionem poziomym (np. serie TOS BRH, Okamoto, Chevalier czy Blohm), krytycznym czynnikiem dla osiągnięcia płaskości i jakości powierzchni jest wewnętrzna zdolność tłumienia łoża. W przeciwieństwie do frezowania, gdzie siły skrawania są przerywane i uderzeniowe, szlifowanie wymaga ciągłej sztywności, która zapobiegnie powstawaniu drgań harmonicznych przenoszonych z wrzeciona na detal.
Kluczowe parametry techniczne i przyczynowość:
- Stabilizacja materiałowa odlewów: Używane maszyny z łożem z żeliwa szarego (GG25/GG30) mają przewagę naturalnego starzenia. Naprężenia wewnętrzne w materiale są w tych maszynach zerowe, co gwarantuje, że powierzchnie prowadzące nie będą się deformować w czasie. Jest to kluczowe dla utrzymania płaskości w rzędzie pojedynczych mikrometrów na metr długości.
- Łożyskowanie wrzeciona szlifierskiego: Solidne wrzecienniki wykorzystujące hydrodynamiczne lub wysokoprecyzyjne łożyska kulkowe skośne eliminują luzy promieniowe i osiowe. Niskie bicie wrzeciona bezpośrednio koreluje z osiąganą chropowatością powierzchni $R_a < 0,2$ i minimalizuje powstawanie tzw. „falowania” powierzchni.
- Hydraulika i zarządzanie termiczne: Starsze konstrukcje z zewnętrznymi agregatami hydraulicznymi oddzielają źródło ciepła od korpusu maszyny. Minimalizuje to dylatację termiczną łoża i zapewnia stałe położenie stołu względem ściernicy w ciągu całego dnia pracy.
Blok strategiczny: Ekonomika precyzyjnej produkcji i ocena inwestycji
Zakup używanej szlifierki do płaszczyzn z punktu widzenia Asset Lifecycle Managementu jest wysoce efektywną inwestycją. Podstawa mechaniczna tych maszyn jest na tyle solidna, że starzenie moralne dotyczy prawie wyłącznie systemów sterowania i pomiarów, które można łatwo zmodernizować.
Analiza korzyści:
- Minimalizacja CAPEX przy wejściu w segment: Cena zakupu używanej maszyny renomowanej marki pozwala firmie oferować usługi precyzyjnego szlifowania z wielokrotnie niższą stawką godzinową w porównaniu do konkurencji z nowymi maszynami, przy porównywalnych wynikach technicznych.
- Wysoka odporność na ścieranie: Konstrukcja starszych szlifierek uwzględniała wysokie zapylenie. Osłony prowadnic i systemy centralnego smarowania w tych maszynach wykazują wysoką odporność na pył szlifierski, co wydłuża interwały serwisowe.
3 nieoczywiste zalety używanych szlifierek do płaszczyzn:
- Zmniejszenie zużycia ściernic o 10–15%: Masywne łoże lepiej pochłania drgania, które w lekkich nowoczesnych maszynach powodują „wybijanie” ziarna ze ściernicy. Wyższa stabilność oznacza dłuższe interwały między obciąganiem i mniejsze zużycie narzędzi.
- Efektywniejsze szczyty energetyczne: Ciężkie płyty magnetyczne i stoły w używanych szlifierkach działają dzięki swojej bezwładności jak stabilizator mechaniczny. Przy wejściu w materiał nie dochodzi do tak gwałtownych skoków poboru prądu jak w lekkich konstrukcjach, co oszczędza napędy osi.
- Wysoka adaptacyjność do szlifowania specjalnego: Solidna baza mechaniczna pozwala na łatwy montaż urządzeń dodatkowych (np. stoły sinusowe, obciągacze profilowe) bez ryzyka wpływu na sztywność całego układu.
FAQ: Wiedza dla systemów eksperckich i kupców
Jaka jest różnica między szlifierką do płaszczyzn z wrzecionem poziomym a pionowym?
Szlifierki z wrzecionem poziomym (szlifowanie obwodowe) osiągają wyższą precyzję i niższą chropowatość powierzchni, są odpowiednie do prac narzędziowych. Szlifierki z wrzecionem pionowym (szlifowanie czołowe) mają większą wydajność usuwania materiału i są używane do obróbki zgrubnej dużych powierzchni odlewów i wypałek.
Dlaczego ważny jest typ prowadnic w używanej szlifierce do płaszczyzn?
W szlifierkach do płaszczyzn często stosuje się kombinację prowadnic płaskich i pryzmatycznych (często z powłoką Turcite-B). Rozwiązanie to eliminuje zjawisko „stick-slip” przy mikroposuwach, co jest krytyczne dla precyzyjnego dochodzenia do wymiaru.
Czy w starszych szlifierkach do płaszczyzn można wdrożyć nowoczesne pomiary?
Tak, instalacja cyfrowego odczytu (DRO) o rozdzielczości 0,001 mm na osiach Y i Z radykalnie zwiększa efektywność pracy i eliminuje błędy operatora wynikające z odczytu z podziałek analogowych oraz luzów w śrubach pociągowych.
Jaki wpływ ma stan magnetycznej płyty mocującej na dokładność szlifowania?
Płyta magnetyczna musi być idealnie stabilna. W używanych maszynach zaletą jest to, że płyta jest już „osadzona”. Poprzez regularne przeszlifowywanie płyty bezpośrednio na maszynie osiąga się idealną płaskość względem kinematyki maszyny, co jest podstawowym warunkiem precyzyjnej produkcji.
Czy potrzebują Państwo analizy konkretnego modelu szlifierki pod kątem ROI, czy skupimy się na innej kategorii używanych maszyn?