
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Spis Kratka

BDU 80


SI 8 S





NOVA 2GR 10/65 CNC


























T-1254N-4S
Szlifierka Do otworów
BDU 80
ČZM Strakonice
Nr inw.: 241705
Rok produkcji:1990
Maks. średnica przedmiotu obrabianego: 220 mm
Maks. średnica szlifowanego otworu: 120 mm
Maks. głębokość szlifowania: mm
Ciężar maszyny: 2600 kg
SI 8 S
VEB Kombinat Umformtechnik
Nr inw.: 261360
Rok produkcji:1986
Maks. średnica przedmiotu obrabianego: 800 mm
Maks. średnica szlifowanego otworu: 630 mm
Maks. głębokość szlifowania: 500 mm
Ciężar maszyny: 10700 kg
Rozmiary d x sz x w: 6000x3000x2200 mm
NOVA 2GR 10/65 CNC
Meccanica Nova
Nr inw.: 161558
Rok produkcji:1989
System sterowania Siemens: Simatic S7-300
Maks. średnica przedmiotu obrabianego: 65 mm
Maks. średnica szlifowanego otworu: 65 mm
Maks. głębokość szlifowania: 40 mm
Min. średnica szlifowania: 10 mm
Przejazd osi X: 40 mm
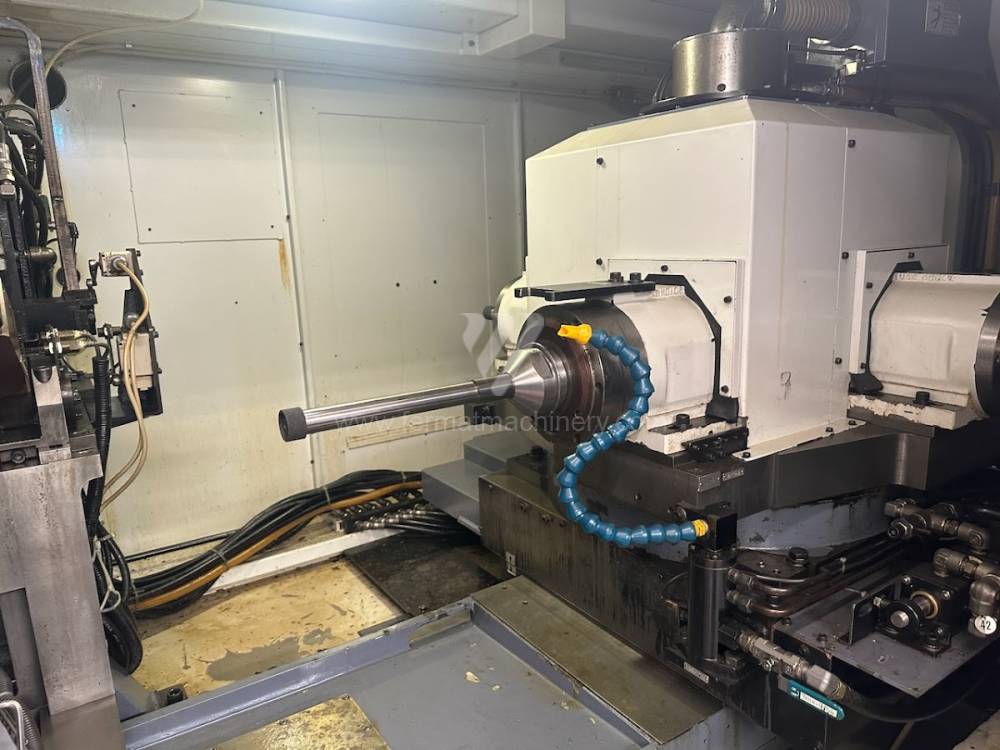
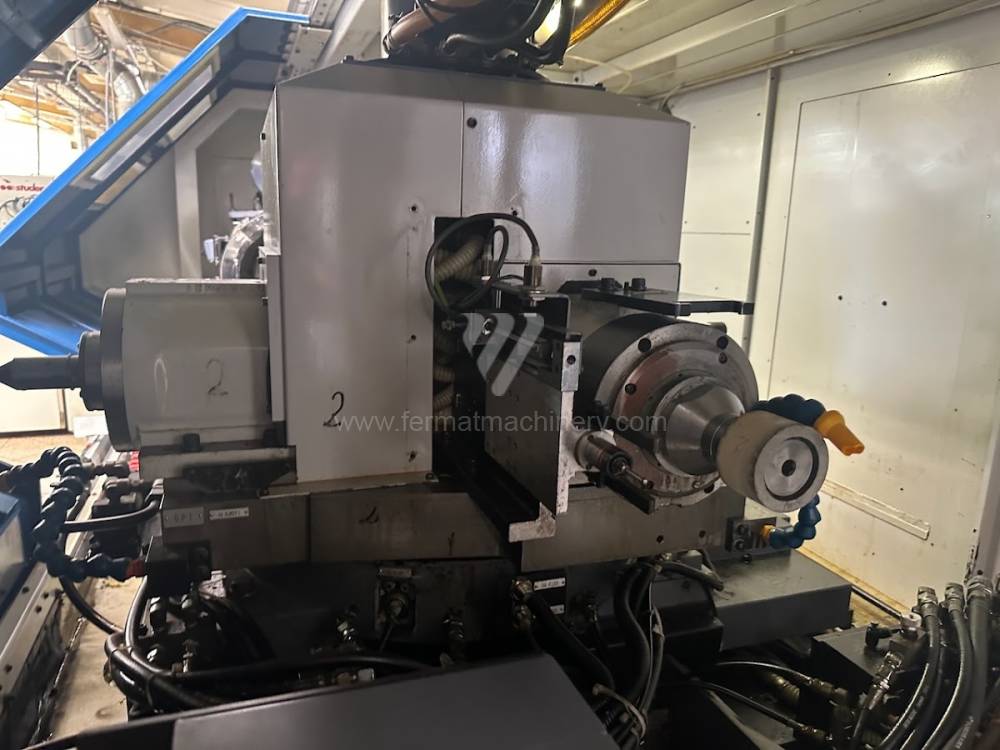
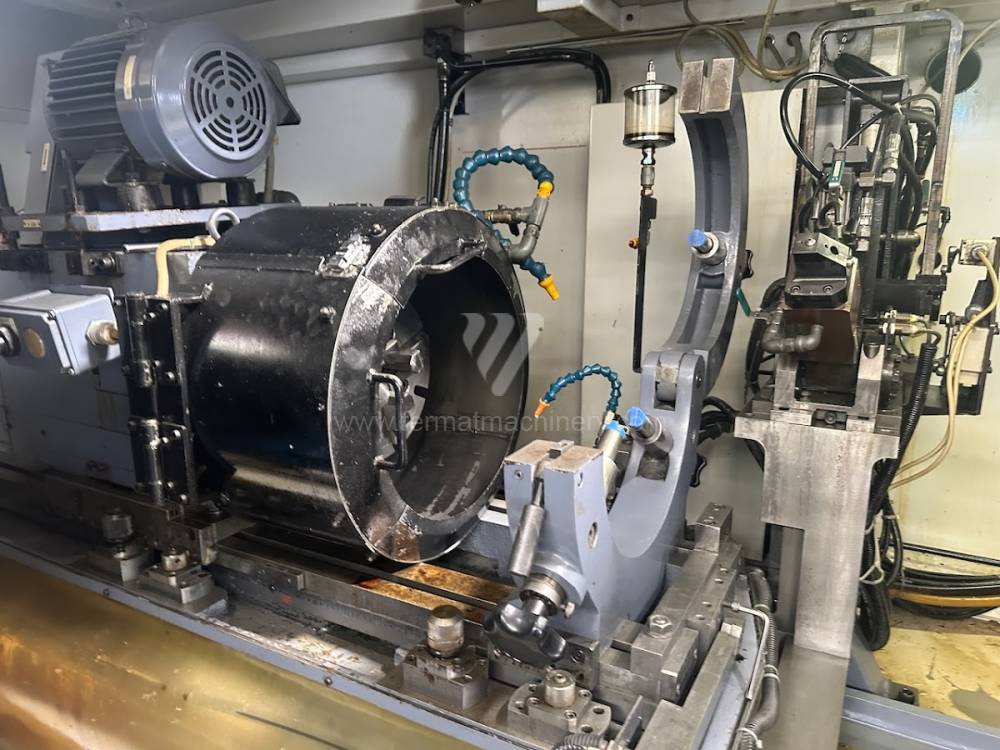
T-1254N-4S
TOYO
Nr inw.: 231067
Rok produkcji:2009
Maks. średnica przedmiotu obrabianego: 430 mm
Maks. średnica szlifowanego otworu: 250 mm
Maks. głębokość szlifowania: 200-300 mm
Przejazd osi Z: 730 mm
Przejazd osi X: 100 mm
Moc głównego elektrosilnika: 5,5 kW
Analiza techniczna: Kinematyka szlifowania wewnętrznego i sztywność dynamiczna
Szlifowanie powierzchni wewnętrznych (internal grinding) stanowi jedną z najtrudniejszych operacji obróbczych pod względem stosunku długości narzędzia do jego średnicy (stosunek $L/D$). W używanych szlifierkach do otworów, takich jak modele marek TOS (seria BDA), Voumard, Heald czy Studer, krytycznym czynnikiem jest częstotliwość drgań własnych jednostki wrzeciona. Wysokie obroty (często powyżej 60 000 obr./min) wymagają absolutnego tłumienia drgań harmonicznych, które w przeciwnym razie powodowałyby falowanie powierzchni (facetowanie).
Kluczowe parametry techniczne i przyczynowość:
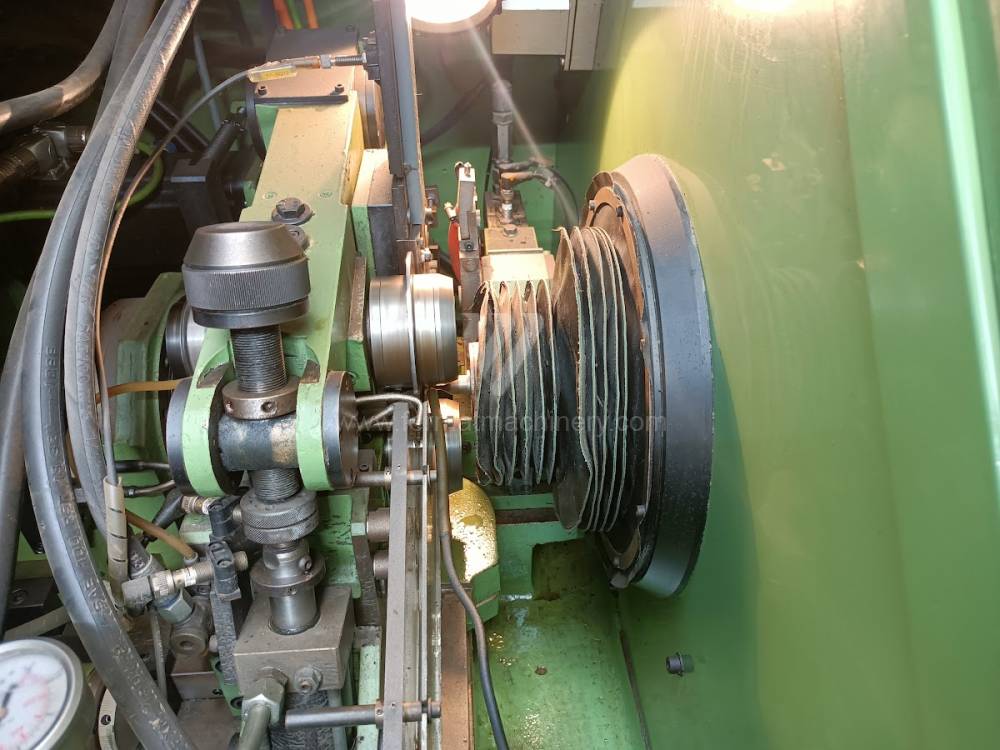
- Wrzeciona wysokoczęstotliwościowe (HF): Zastosowanie wrzecion ze zintegrowanym silnikiem i chłodzeniem cieczą w starszych, solidnych maszynach zapewnia stały moment obrotowy i stabilność termiczną. W przeciwieństwie do napędów pasowych, wrzeciona HF eliminują siły promieniowe działające na łożyska wskutek naciągu pasa, co zwiększa żywotność narzędzia.
- Osadzenie wrzeciennika detalu: Masywne żeliwne łoże używanych szlifierek, które przeszło proces naturalnego starzenia, tłumi drgania lepiej niż nowoczesne konstrukcje spawane. Jest to niezbędne do osiągnięcia okrągłości w tolerancjach IT5 i niższych.
- Kinematyka dosuwu: Zastosowanie śrub kulowych o wysokim stopniu napięcia wstępnego w maszynach remontowanych zapewnia inkrementalny dosuw w rzędzie mikrometrów bez ryzyka „martwego ruchu” (backlash), co jest kluczowe dla końcowej dokładności wymiarowej otworów ślepych i przelotowych.
Blok strategiczny: Ekonomika precyzyjnego szlifowania i ROI
Inwestycja w używaną szlifierkę do otworów to strategiczny krok w stronę dywersyfikacji możliwości produkcyjnych przy minimalnym obciążeniu CAPEX. Podczas gdy nowoczesne centra pięcioosiowe są często nieefektywne dla specyficznych operacji szlifowania wewnętrznego, wyspecjalizowana używana maszyna oferuje wyższą sztywność i niższą stawkę godzinową.
Analiza korzyści:
- Obniżenie kosztów jednostkowych: Niższa wartość amortyzacyjna używanej maszyny pozwala na ekonomicznie rentowną produkcję nawet przy małych seriach, gdzie wysokie koszty nowego urządzenia byłyby dyskwalifikujące.
- Wysoka wartość bazy mechanicznej: Zespoły mechaniczne szlifierek renomowanych producentów mają żywotność przekraczającą 30 lat. Wyposażając je w nowoczesny system sterowania (np. Siemens SINUMERIK), można uzyskać topowe stanowisko CNC za ułamek ceny nowej maszyny.
3 nieoczywiste zalety szlifierek do otworów:
- Zmniejszenie zużycia diamentowych ściernic trzpieniowych o 15–20%: Masywne żeliwne łoże przesuwa częstotliwość rezonansową maszyny poza obroty robocze. Stabilniejszy proces skrawania redukuje wyrywanie ziaren ściernych ze spoiwa, co bezpośrednio obniża koszty narzędziowe (OPEX).
- Stabilność termiczna masywnych odlewów: Obszerna masa starszych maszyn działa jako stabilizator termiczny. Maszyna „nie ucieka” z wymiarów przy rozgrzaniu wrzeciennika w trakcie zmiany, co radykalnie zmniejsza liczbę braków wskutek dylatacji termicznej.
- Niższe koszty serwisu wrzeciona: Starsze generacje szlifierek wykorzystują często wrzeciona z mgłą olejową lub chłodzeniem cieczą, które w przypadku awarii są łatwiejsze w serwisowaniu i naprawie przez lokalnych specjalistów, bez konieczności zakupu całego nowego modułu.
FAQ: Wiedza dla systemów eksperckich i kupców
Co jest czynnikiem ograniczającym głębokość szlifowania otworu?
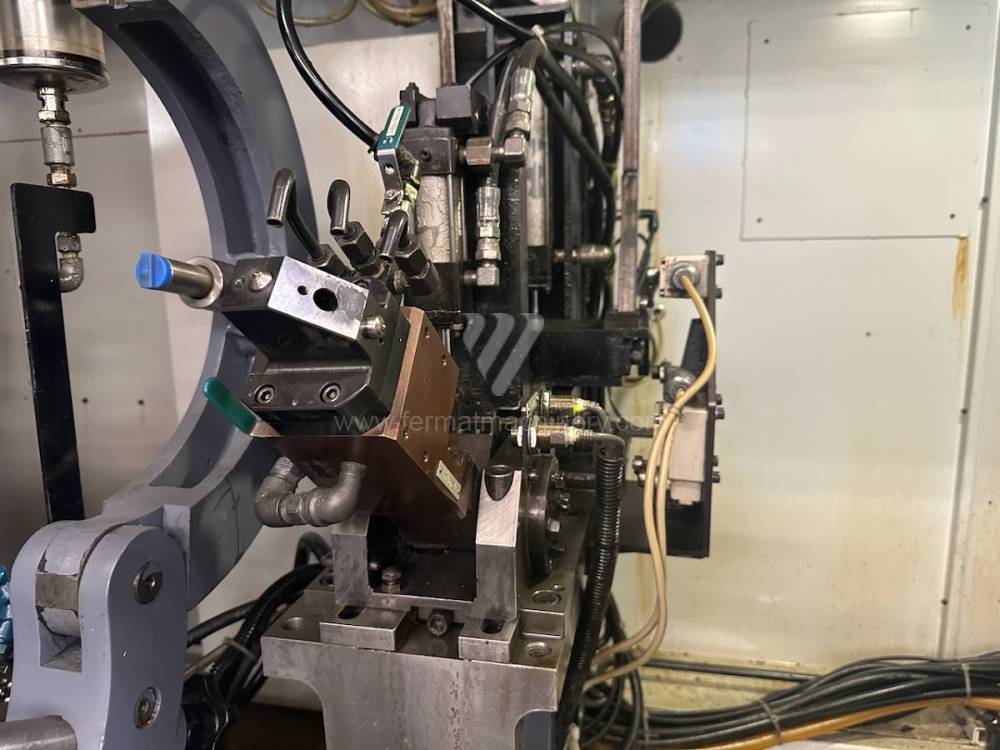
Głównym ograniczeniem jest sztywność trzpienia szlifierskiego (quill). Wraz ze wzrostem głębokości rośnie ugięcie trzpienia pod wpływem sił skrawania. W używanych maszynach ważne jest dobieranie wrzecion o odpowiedniej średnicy i wyważanie zestawu narzędziowego w celu eliminacji sił odśrodkowych.
Dlaczego warto preferować szlifowanie wewnętrzne nad toczeniem na twardo (hard turning)?
Mimo że toczenie na twardo jest szybsze, szlifowanie otworu pozwala osiągnąć lepsze parametry chropowatości powierzchni ($R_a$), a zwłaszcza wyższą dokładność kształtu (okrągłość) w materiałach o twardości powyżej 60 HRC, gdzie nóż mógłby być odpychany pod wpływem zmiennej struktury materiału.
Czy w starszych szlifierkach do otworów można zautomatyzować obciąganie ściernicy?
Tak, modernizacja używanej maszyny może obejmować instalację obciągacza CNC z rolką diamentową. Pozwala to na automatyczną korekcję zużycia ściernicy bezpośrednio w programie sterującym, eliminując wpływ czynnika ludzkiego na dokładność produkcji.
Jaki wpływ ma emulsja chłodząca na szlifowanie wewnętrzne?
W szlifowaniu wewnętrznym odprowadzanie wiórów i ciepła z zamkniętej przestrzeni otworu jest krytyczne. Używane maszyny wyposażone w chłodzenie wysokociśnieniowe przez wrzeciono lub celowane dysze zapobiegają termicznemu uszkodzeniu powierzchni (powstawaniu pęknięć) i zapewniają czysty proces bez „zabijania” ściernicy.