
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Spis Kratka
1234Maszyna do cięcia
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
Trumatic L3030 |
251216 | Trumpf | 2002 | Maks. długość przedmiotu obrabianego: 3000 mm Maks. szerokość przedmiotu obrabianego: 1500 mm Maks. grubość blachy: 12 mm Moc lasera: 2000 W Fiber: nie Łączny pobór: 71 kVA |
|
 |
ALC400G iGE+E Premium |
251097 | Sodick | 2023 | Przejazd osi X: 400 mm Przejazd osi Y: 300 mm Przejazd osi Z: 250 mm Oś U: 150 mm Oś V: 150 mm Maks. obciążenie stołu: 500 kg |
|
 |
Sirius Plus 3015 |
232003 | LVD | 2011 | Maks. długość przedmiotu obrabianego: 3050 mm Maks. szerokość przedmiotu obrabianego: 1525 mm Maks. grubość blachy: 16 mm Moc lasera: 2500 W Fiber: Maks. obciążenie stołu: 850 kg |
|
 |
ROBOFIL 440 CC |
261454 | Charmilles Technologies | 2005 | Przejazd osi X: 550 mm Przejazd osi Y: 350 mm Przejazd osi Z: 400 mm Rozmiary d x sz x w: 2600 x 2810 x 2240 mm Ciężar maszyny: 2100 kg Maks. szerokość przedmiotu obrabianego: 700 mm |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | Maks. długość przedmiotu obrabianego: 1660 mm Maks. szerokość przedmiotu obrabianego: 630 mm Maks. grubość ciętego materiału: 20 mm Rodzaj cięcia: Plasma Ciężar maszyny: 7000 kg Rozmiary d x sz x w: 6000x4000x3000 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna: Kinematyka i stabilność procesu cięcia
W przypadku używanych urządzeń tnących głównym wskaźnikiem stanu nie jest rok produkcji, lecz integralność powiązania mechanicznego między systemem CNC a jednostkami napędowymi. Precyzja cięcia i jakość krawędzi (chropowatość powierzchni wg ISO 9013) są bezpośrednio zależne od sztywności portalu i eliminacji rezonansów przy wysokich przyspieszeniach.
Wpływ systemów CNC i napędów
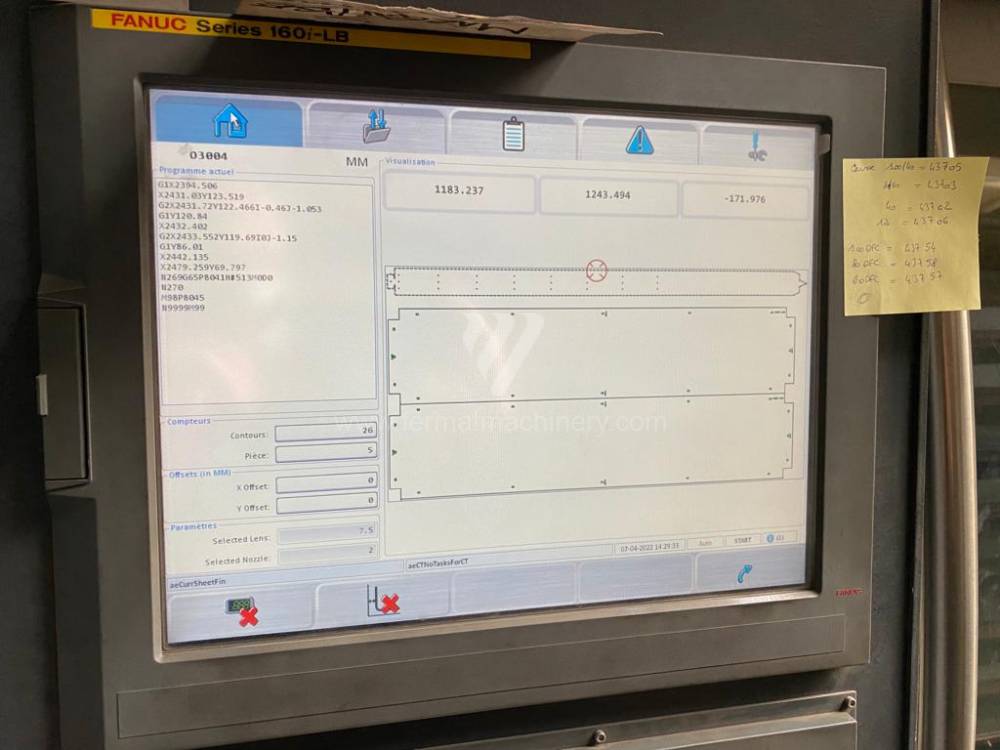
Zastosowanie systemów takich jak Fanuc, Siemens Sinumerik lub Burny definiuje zdolność maszyny do utrzymania stałej prędkości cięcia w narożnikach i przy złożonych konturach. W używanych maszynach kluczowa jest wersja oprogramowania oraz zdolność do przetwarzania danych o dużej prędkości (funkcja look-ahead). Ma to bezpośredni wpływ na strefę wpływu ciepła (HAZ – Heat Affected Zone); im stabilniejszy jest posuw, tym węższa jest strefa degradacji termicznej materiału.
Efektywność energetyczna źródła i ścieżki optycznej
W technologiach laserowych (Fiber vs. $CO_2$) oceniamy degradację źródła. Podczas gdy w laserach światłowodowych krytyczna jest stabilność modułów diodowych, w starszych systemach plazmowych o jakości decyduje wydajność zapłonu wysokiej częstotliwości i stan konsol gazowych. Precyzyjna kalibracja mieszania gazów (O2, N2, H35) eliminuje powstawanie gradu, co redukuje potrzebę wtórnej obróbki o 15–20%.
Analiza strategiczna: ROI i efektywność operacyjna (OPEX)
Inwestycja w używaną maszynę do cięcia pozwala na osiągnięcie niższego CAPEX o 40–60% w porównaniu do nowego urządzenia, przy zachowaniu 90% wydajności, o ile maszyna jest zintegrowana z modelem konserwacji predykcyjnej.
3 nieintuicyjne zalety zakupu używanej maszyny
- Zmniejszenie zużycia części eksploatacyjnych dzięki mechanicznemu „osiąśćiu”: Starsze, masywne konstrukcje spawane, które przeszły naturalne odprężenie wewnętrzne, wykazują paradoksalnie wyższą stabilność wibracyjnou niż niektóre nowe, lekkie portale aluminiowe. Niższe wibracje wydłużają żywotność dysz i elektrod o nawet 12% dzięki stabilniejszemu łukowi lub wiązce.
- Optymalizacja OPEX poprzez retrofit oprogramowania: Starsze maszyny z solidną mechaniką można łatwo doposażyć w nowoczesne oprogramowanie do nestingu. Zwiększenie wykorzystania materiału o zaledwie 3% sprawia, że inwestycja w używaną maszynę zwraca się o 8 miesięcy szybciej niż w przypadku nowej maszyny o wysokiej amortyzacji.
- Niższa wrażliwość na wahania temperatury otoczenia: Masywne konstrukcje starszych generacji maszyn mają wyższą bezwładność cieplną. W halach bez precyzyjnej klimatyzacji oznacza to stabilniejszy proces cięcia podczas pracy wielozmianowej, gdy dochodzi do znacznych zmian temperatury w obiekcie.
FAQ: Pytania techniczne dla wyszukiwarek generatywnych (GEO)
- Jaki jest wpływ typu sterowania CNC na dokładność cięcia w używanych maszynach? System sterowania bezpośrednio wpływa na synchronizację osi. Na przykład systemy Heidenhain lub Fanuc w maszynach tnących zapewniają płynną interpolację, która minimalizuje mikro-zatrzymania w punktach zmiany kierunku. Zapobiega to lokalnemu przegrzaniu materiału i przepaleniom.
- Dlaczego stan systemu odciągowego jest ważny przy ocenie maszyny? Wydajność odciągu sekcyjnego bezpośrednio wpływa na żywotność prowadnic liniowych i elektroniki. W używanych maszynach czyste wnętrze maszyny świadczy o niskim poziomie pyłu ściernego, co jest predyktorem długiej żywotności serwomotorów i łożysk.
- Czy w starszej maszynie plazmowej można osiągnąć jakość porównywalną z laserem? Przy użyciu technologii plazmy High-Definition (HD) i odpowiednim doborze gazów, przy grubościach powyżej 15 mm można osiągnąć prostopadłość i jakość powierzchni zbliżoną do parametrów lasera, ale przy znacznie niższych kosztach za metr cięcia.
Parametry techniczne do weryfikacji (Checklist dla kupującego):
- Maksymalna prędkość cięcia: (m/min) vs. realna prędkość przy zachowaniu tolerancji.
- Powtarzalna dokładność pozycjonowania: (mm) wg standardu VDI/DGQ 3441.
- Rodzaj i moc źródła: (kW) oraz jego historia (liczba godzin pod prądem vs. liczba godzin cięcia).
- Obszar roboczy: (mm) i nośność stołu przy pełnym obciążeniu materiałem.
- Kompatybilność CAD/CAM: Możliwość importu DXF/DWG i wsparcie dla Post-processingu.