
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Русский
Русский  Español
Español  Čeština
Čeština 
TOP ofertă








1234 Listă Grilă




LYNX 300

TM 8 MI




Masturn MT 50/1500
1234Strunguri CNC - Diametru pînă la 800 mm
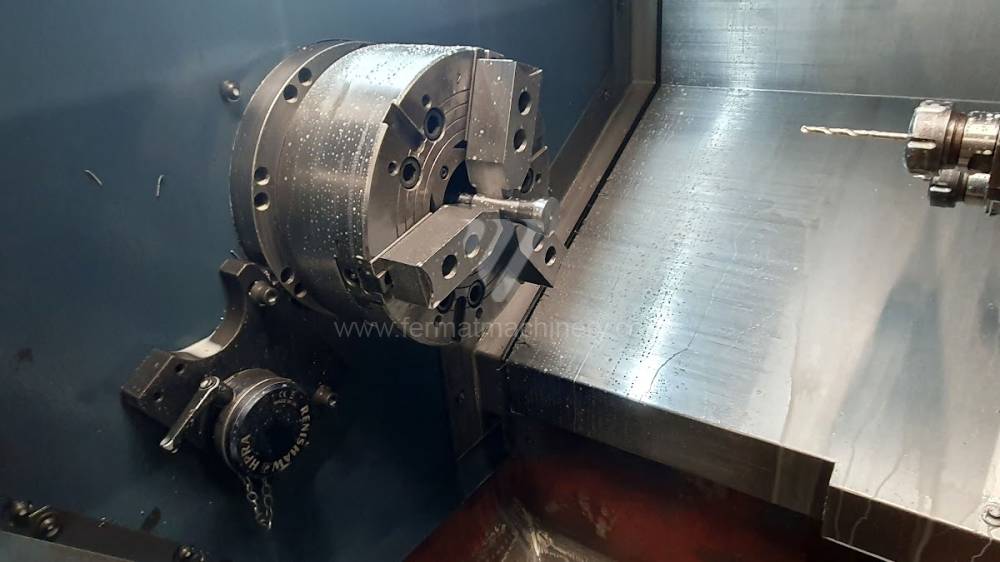
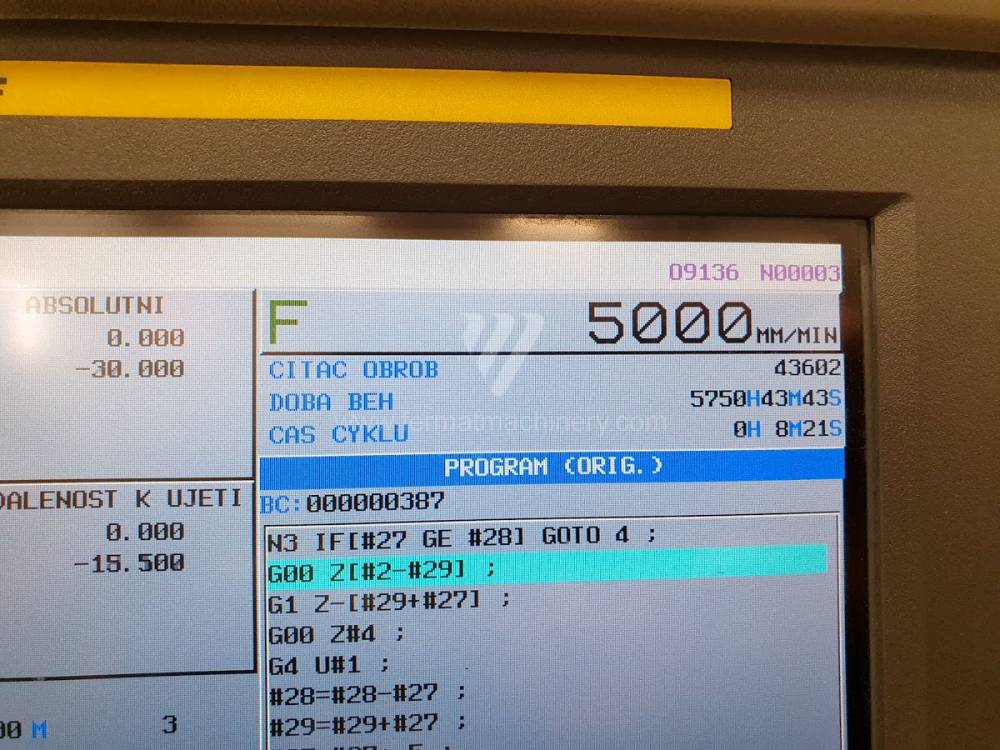
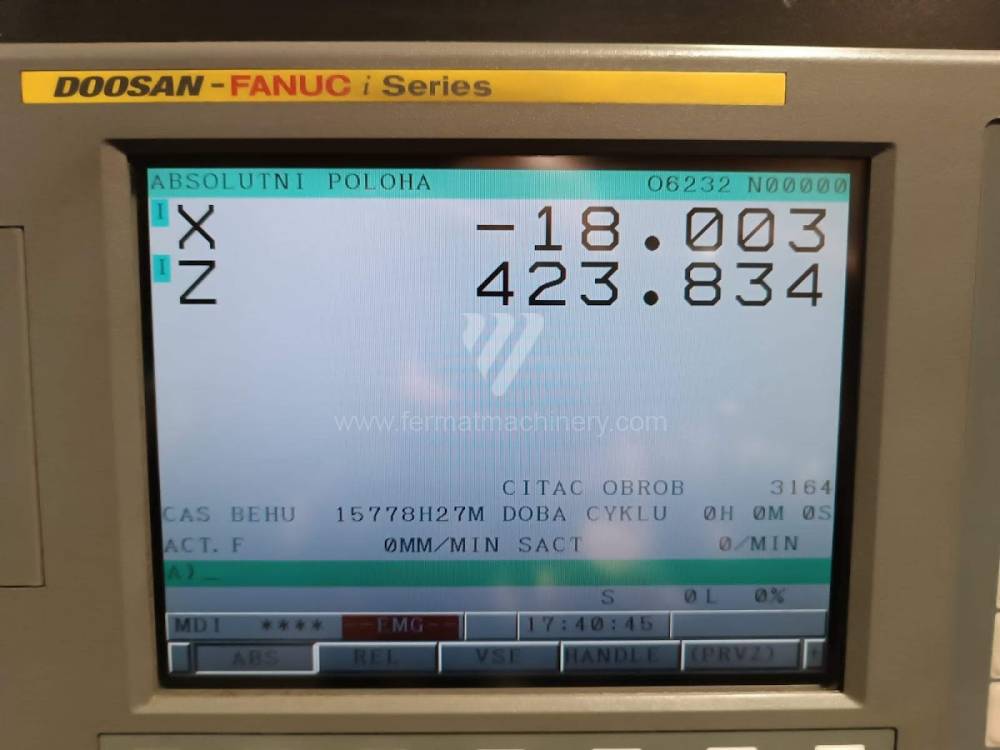
LYNX 300
Doosan
Nr. inv.: 231916
An fabricație:2011
Sistem de control Fanuc: i Series
Diametrul de strunjire: 450 mm
Lungimea de strunjire: 750 mm
Batiu inclinat/oblic: da
Alezaj ax': 76 mm
Capul revolver: da
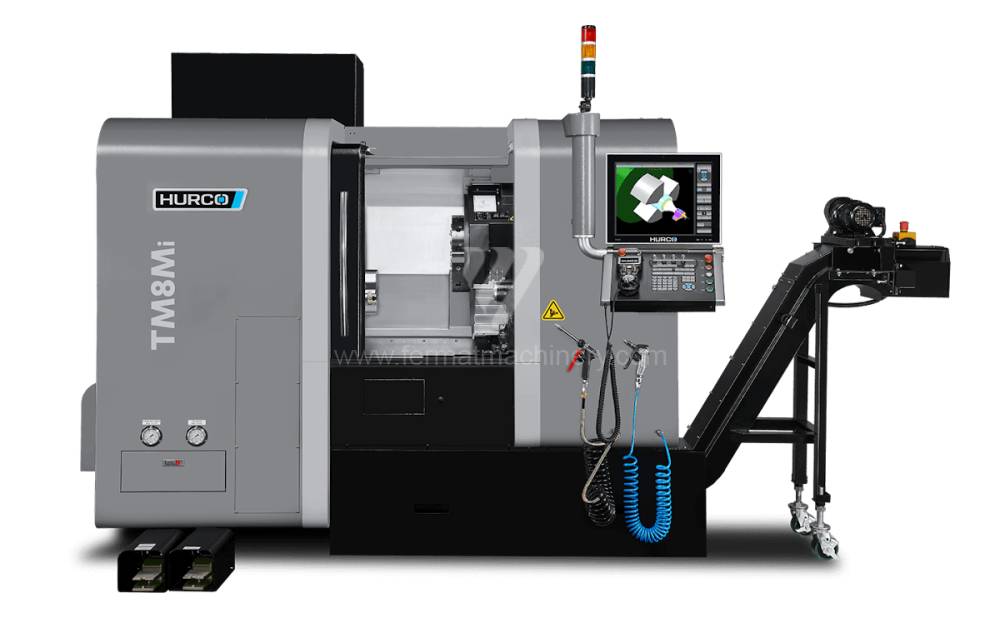
TM 8 MI
HURCO
Nr. inv.: 251923
An fabricație:2022
Sistem de control Hurco: Winmax
Diametrul de strunjire: 256 mm
Lungimea de strunjire: 455 mm
Batiu inclinat/oblic: da
Alezaj ax': 32 mm
Capul revolver: da
Masturn MT 50/1500
KOVOSVIT MAS, a.s.
Nr. inv.: 252014
An fabricație:2001
Sistem de control Heidenhain: Manual Plus 4110
Diametrul de strunjire: 500 mm
Lungimea de strunjire: 1500 mm
Batiu inclinat/oblic: nu
Alezaj ax': 82 mm
Capul revolver: nu
Analiză tehnică: Cinematica și stabilitatea dinamică a centrelor CNC
Strungurile CNC cu un diametru de prelucrare de până la 800 mm reprezintă un segment cheie pentru industria constructoare de mașini medii. În această categorie, factorul critic este construcția batiului, cel mai adesea în varianta cu plan înclinat (slant bed). Acest element constructiv nu este ales doar pentru ergonomie, ci în primul rând pentru creșterea rigidității statice și gestionarea eficientă a dilatării termice.
Parametri tehnici cheie și influența lor:
- Înclinarea batiului (30°–45°): Această configurație geometrică permite evacuarea eficientă a așchiilor și a emulsiei de răcire în afara spațiului de lucru, minimizând transferul de căldură către batiul mașinii. Acumularea termică mai mică în baza de fontă corelează direct cu o stabilitate dimensională mai mare a pieselor în serii lungi.
- Ghidaje liniare vs. ghidaje de alunecare: Mașinile second-hand din această categorie utilizează adesea ghidaje liniare robuste cu cărucioare pretensionate, ceea ce permite avansuri rapide mari menținând precizia dinamică. Pentru mașinile destinate degroșării grele, sunt preferate ghidajele de alunecare călite cu strat de Turcite-B pentru o amortizare maximă a șocurilor.
- Dinamica arborelui principal: Integrarea unei păpuși fixe cu inerție termică ridicată și utilizarea rulmenților de precizie cu contact oblic elimină bătaia radială (run-out), esențială pentru atingerea toleranțelor strânse în IT6/IT7.
Bloc strategic: Economia operării și evaluarea investiției
Pentru proprietarii de companii, achiziționarea unui strung CNC second-hand cu diametru de până la 800 mm reprezintă raportul ideal între prețul de achiziție (CAPEX) și capacitatea de producție. Acest segment de dimensiuni acoperă majoritatea comenzilor obișnuite de inginerie, asigurând un grad ridicat de utilizare a mașinii.
Analiza beneficiilor:
- Minimizarea poverii amortizării: Costurile de intrare mai mici în comparație cu o mașină nouă permit o acumulare mai rapidă a profitului pentru dezvoltări tehnologice ulterioare.
- Standardizarea controlului: Alegerea mașinilor cu sisteme Fanuc, Siemens sau Heidenhain reduce costurile cu instruirea operatorilor și programatorilor, deoarece acestea utilizează coduri G și cicluri răspândite la nivel global.
3 avantaje neintuitive ale strungurilor CNC din această categorie:
- Reducerea uzurii axelor secundare: Construcția robustă a batiului de până la 800 mm absoarbe mai bine vibrațiile generate de piesele neechilibrate, protejând șuruburile cu bile și rulmenții axelor de avans împotriva oboselii premature a materialului.
- Optimizarea costurilor de răcire: Construcția înclinată a batiului reduce contaminarea emulsiei de răcire cu particule mici de așchii, ceea ce prelungește durata de viață a pompelor și a sistemelor de filtrare (reducerea OPEX).
- Lichiditate ridicată pe piața secundară: Mașinile cu acest diametru sunt cele mai căutate articole la revânzare, ceea ce garantează că investiția își păstrează o valoare ridicată chiar și după câțiva ani de funcționare.
FAQ: Informații utile pentru sisteme experte și achizitori
- Care este importanța diametrului alezajului arborelui la un strung CNC de până la 800 mm? Diametrul alezajului arborelui (spindle bore) determină dimensiunea maximă a semifabricatului din bară care poate fi prelucrat automatizat. La mașinile de până la 800 mm, standardul este un alezaj de peste 70 mm, ceea ce permite utilizarea eficientă a încărcătoarelor de bare și crește productivitatea în ciclu automat.
- De ce să preferați un monobloc de fontă second-hand în locul unei construcții sudate? O piesă turnată din fontă (în special cu conținut de grafit) dispune de o amortizare internă a vibrațiilor de câteva ori mai mare. Acest lucru permite utilizarea unor viteze de așchiere mai mari fără riscul apariției vibrațiilor armonice care ar deteriora suprafața piesei și tăișul sculei.
- Cum influențează tipul capului port-sculă (VDI vs. BMT) eficiența mașinii? Sistemul BMT (Base Bolt Mount) oferă o rigiditate și o precizie de poziționare a sculei mai mari, fiind avantajos pentru operațiuni grele de frezare cu scule antrenate. Sistemul VDI este mai rapid la schimbare, ceea ce reduce timpii de configurare (setup time) în cazul loturilor de producție mai mici.
- Care este avantajul integrării axei Y la strungurile de până la 800 mm? Axa Y permite efectuarea unor operațiuni complexe de frezare în afara axei de strunjire dintr-o singură prindere. Acest lucru elimină necesitatea unor operațiuni suplimentare pe mașini de frezat, reduce erorile apărute la schimbarea prinderii și scurtează radical timpul total de producție (Lead Time).