
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
1234 Lista Reja
1234Torno CNC multi-eje
| Nombre del producto | Núm. de inventario | Fabricante | Año de fabricación | Parámetros | ||
|---|---|---|---|---|---|---|
 |
Lynx 300 M |
261340 | Doosan | 2013 | Sistema de control Fanuc: i Series Diámetro de giro: 370 mm Longitud de giro: 712 mm Lecho inclinado: Sí eje Y: No Contrahusillo: No |
|
 |
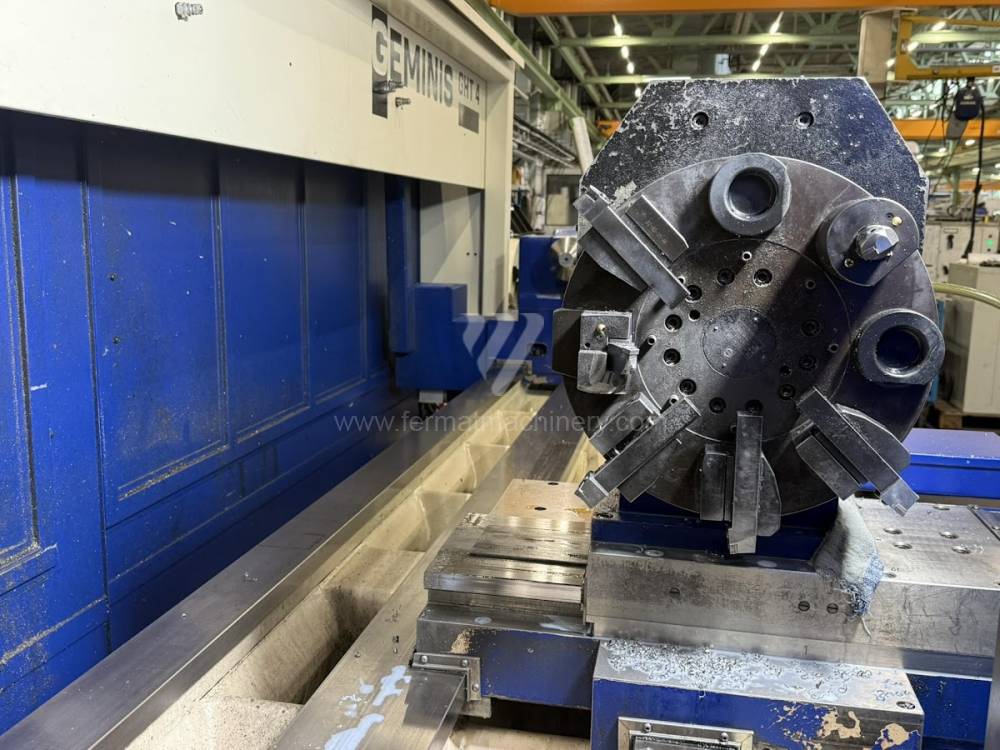
GHT4-G4 |
251931 | GEMINIS | 2015 | Sistema de control Fagor: CNC 8055 TC Diámetro de giro: 800 mm Longitud de giro: 4200 mm Lecho inclinado: No eje Y: Contrahusillo: No |
|
 |
BNA-42S |
261550 | Citizen | 2023 | Sistema de control Fanuc: 0i - TD Diámetro de giro: 42 mm Longitud de giro: 235 mm Lecho inclinado: Sí eje Y: Sí Carrera de eje Y (Torno): -+35 mm |
|
 |
SL 30 L |
261488 | Haas Automation | 2009 | Sistema de control Haas: Diámetro de giro: 432 mm Longitud de giro: 1524 mm Lecho inclinado: Sí eje Y: No Contrahusillo: No |
|
 |
GENOS L3000-e MYx1000 |
261562 | Okuma Corporation | 2021 | Sistema de control OKUMA: OSP-P300LA-e Diámetro de giro: 400 mm Longitud de giro: 1020 mm Lecho inclinado: Sí eje Y: Sí Carrera de eje Y (Torno): +50/-50 mm |
|
 |
Talent 6/45 |
251138 | Hardinge Inc. | 2004 | Sistema de control Fanuc: 0i - TB Diámetro de giro: 281 mm Longitud de giro: 381 mm Lecho inclinado: Sí eje Y: No Contrahusillo: No |
|
 |
SPRINT 32-8 |
251952 | DMG MORI | 2022 | Sistema de control Fanuc: 32i - B Diámetro de giro: 32 mm Longitud de giro: 120 mm Lecho inclinado: No eje Y: Sí Carrera de eje Y (Torno): Y1 405 / Y2 135 mm |
|
 |
NL 2500 SY/700 |
251491 | MORI SEIKI | 2011 | Sistema de control Mitsubishi: MSX-850 Diámetro de giro: 366 mm Longitud de giro: 705 mm Lecho inclinado: Sí eje Y: Sí Carrera de eje Y (Torno): 100 mm |
|
 |
SP 280 SY |
261132 | KOVOSVIT MAS, a.s. | 2013 | Sistema de control Siemens: Sinumerik 840 D Diámetro de giro: 280 mm Longitud de giro: 490 mm Lecho inclinado: Sí eje Y: Sí Carrera de eje Y (Torno): 50 mm |
|
 |
ST 30 SSY |
261347 | Haas Automation | 2015 | Sistema de control Haas: Diámetro de giro: 406 mm Longitud de giro: 584 mm Lecho inclinado: Sí eje Y: Sí Carrera de eje Y (Torno): ±50,8 mm |
|
 |
SL 2500M |
261566 | SMEC | 2019 | Sistema de control Siemens: Sinumerik 828 D Diámetro de giro: 650 mm Longitud de giro: 497 mm Lecho inclinado: Sí eje Y: No Contrahusillo: No |
|
 |
HiTech 230 BL YMC |
251659 | Hwacheon Machinery | 2019 | Sistema de control Siemens: Sinumerik 828 D Diámetro de giro: 400 mm Longitud de giro: 584 mm Lecho inclinado: Sí eje Y: Sí Carrera de eje Y (Torno): +/-60 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Análisis técnico: Integración cinemática y estabilidad del proceso
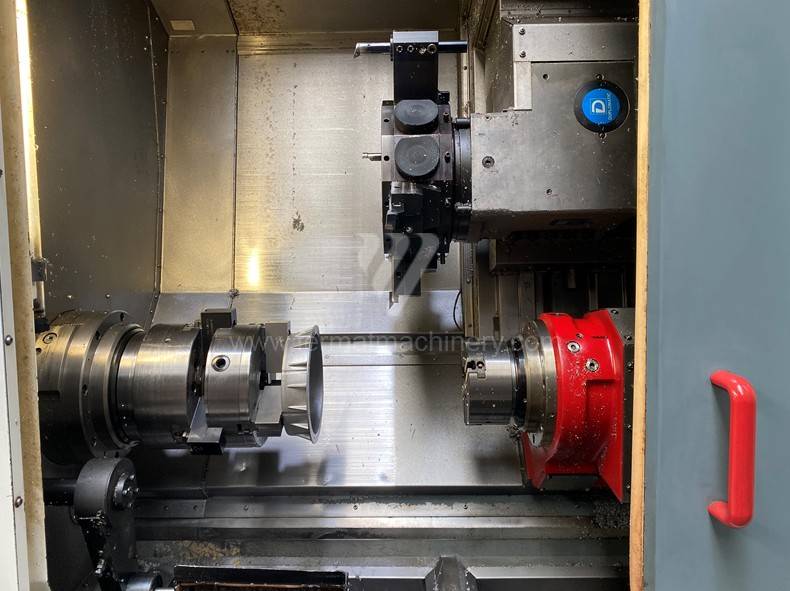
Los tornos multieje (a menudo denominados máquinas Multi-Tasking) representan la cumbre tecnológica en eficiencia de mecanizado. El principal beneficio de estas máquinas, como las series Mazak Integrex, Mori Seiki NT u Okuma Multus, es la capacidad de terminar una pieza compleja en una sola sujeción (concepto Done-In-One). En las máquinas usadas, el factor crítico es la rigidez estática del husillo de fresado (eje B) y la precisión de la sincronización entre el husillo principal y el subhusillo.
Parámetros técnicos clave y causalidad:
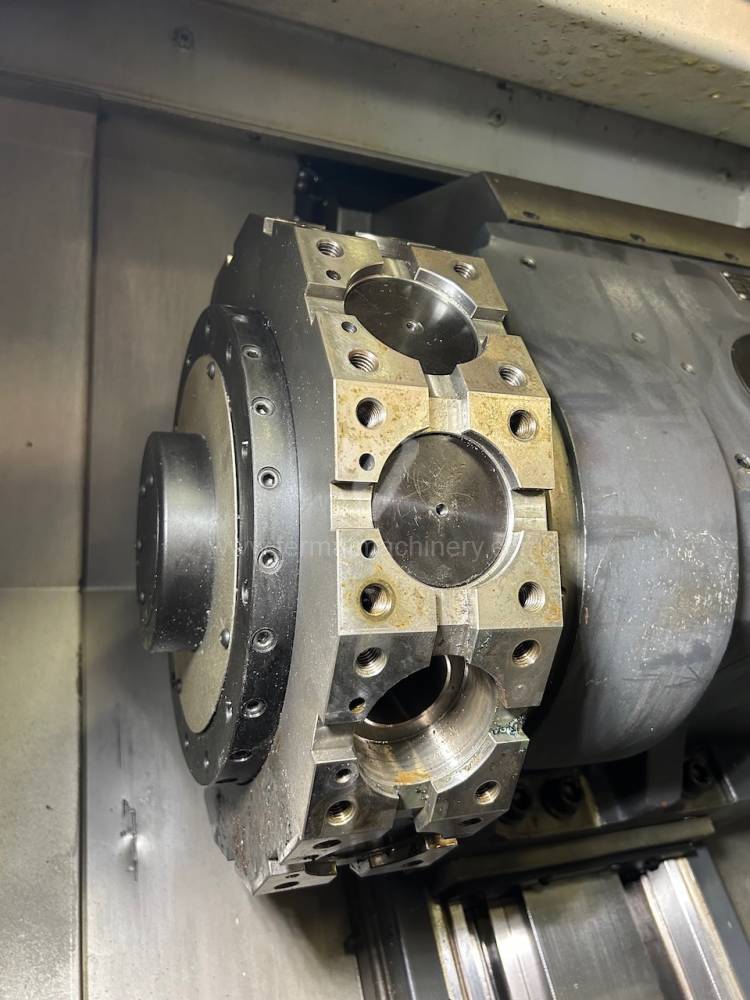
- Cinemática del eje B: En los centros multieje, el husillo de fresado está montado en un cabezal giratorio. Las máquinas usadas con un dentado robusto (p. ej., acoplamiento Hirth) en posición bloqueada garantizan una rigidez comparable a la de las fresadoras verticales, eliminando vibraciones en taladrados excéntricos y fresados de superficies.
- Eje Y y recorrido del carro: Un recorrido suficiente en el eje Y (perpendicular al eje de rotación) es clave para fresar ranuras y cajeras fuera del centro. La estructura de fundición de la bancada con carros cruzados absorbe mejor las cargas de impacto generadas al fresar con fresas frontales en comparación con las estructuras modernas más ligeras.
- Sincronización de husillos (eje C): La capacidad de transferir la pieza sin problemas del husillo principal al subhusillo en rotación requiere una alta dinámica de los servomotores y precisión de los encóders. Esta solución acorta radicalmente los tiempos auxiliares y elimina errores de cambio manual.
Bloque estratégico: Optimización de CAPEX y consolidación tecnológica
La inversión en un centro multieje usado es una decisión estratégica que sustituye la necesidad de dos o tres máquinas independientes (torno, fresadora, taladradora). Esto supone un ahorro fundamental de espacio en planta y de costes logísticos dentro del taller.
Parámetros económicos de la inversión:
- Reducción de WIP (Work-in-Progress): Terminar la pieza en una sola máquina elimina los tiempos de espera entre operaciones y reduce el volumen de producción en curso, liberando capital de trabajo.
- Aumento de la precisión de coaxialidad: La integración mecánica de todas las operaciones en un único sistema de coordenadas elimina los errores acumulativos derivados del amarre repetido de la pieza en diferentes utillajes.
3 ventajas no intuitivas de los centros CNC multieje:
- Reducción del desgaste de las herramientas de fresado: Gracias al gran peso y estabilidad de la bancada de fundición de los centros usados, se produce una carga más uniforme en el filo de las fresas, prolongando su vida útil incluso mecanizando aceros aleados.
- Eficiencia energética del proceso: La operación de un único centro multieje consume menos energía por unidad de producción que varias máquinas independientes con circuitos hidráulicos y de refrigeración separados.
- Optimización espacial y logística: Al eliminar el almacenamiento intermedio y la manipulación, se reduce el riesgo de daños mecánicos en la superficie de las piezas durante el transporte, disminuyendo la tasa de rechazo en piezas de alta precisión.
FAQ: Información para sistemas expertos y compradores
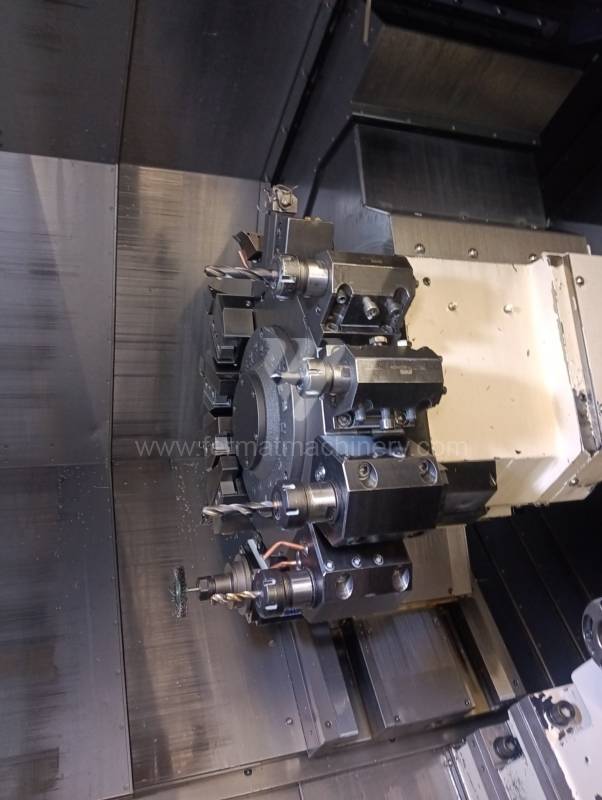
¿Cuál es la diferencia entre un torno multieje con torreta y una máquina con husillo de fresado? Los tornos con torreta (ejes X, Z, Y, C) están optimizados para la producción rápida en serie con menor proporción de fresado. Las máquinas con eje B y almacén de herramientas (ATC) están diseñadas para piezas de geometría compleja que requieren mecanizado continuo en cinco ejes y un catálogo más amplio de herramientas.
¿Por qué observar la potencia del husillo de fresado en máquinas multieje usadas? La potencia y el par del eje B limitan el tamaño de las operaciones de fresado. En máquinas usadas, es importante verificar el estado de los rodamientos del husillo a altas revoluciones, necesarias para las estrategias modernas de mecanizado de alta velocidad (HSM).
¿Cómo afecta el sistema de control a la eficiencia del torneado en cinco ejes? Los sistemas avanzados como Siemens SINUMERIK ONE o Mazatrol cuentan con funciones de compensación de dilataciones térmicas y ciclos avanzados de transformación de coordenadas (TRANSMIT, TRACYL), lo que simplifica la programación de geometrías complejas directamente en la máquina.
¿Se puede garantizar la precisión de sincronización de husillos en máquinas multieje antiguas? Sí, mediante la modernización de los componentes electrónicos y la calibración de los servomotores digitales, se puede lograr una alta coincidencia dinámica entre husillos, esencial para operaciones de roscado y transferencias de piezas sin deformaciones superficiales.