
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
Lista Reja








DECO 13a











ECAS-20T














DECO 20a











Numeric A26 CNC










DECO 13b



A 20 B SPEEDY


TechM XD20H






A32




DECO 8sp








PUMA ST 32 G
Torno Automticos
DECO 13a
Tornos Bechler
Núm. de inventario: 251718
Año de fabricación:2008
Largo max. de pieza trabajada: 184 mm
Diámetro de giro sobre el lecho: mm
ECAS-20T
STAR
Núm. de inventario: 251717
Año de fabricación:2008
Largo max. de pieza trabajada: mm
Diámetro de giro sobre el lecho: mm
Peso de la máquina: 4850 kg
Sistema de control Siemens:
Dimensiones largo x ancho x alto: 2588x1150x1765 mm
Giros del husillo: 0 - 10000 /min.
DECO 20a
Tornos Bechler
Núm. de inventario: 251716
Año de fabricación:2006
Largo max. de pieza trabajada: 200 mm
Diámetro de giro sobre el lecho: mm
Sistema de control Fanuc:
Dimensiones largo x ancho x alto: 2270x1650x2200(2500) mm
Peso de la máquina: 3500 kg
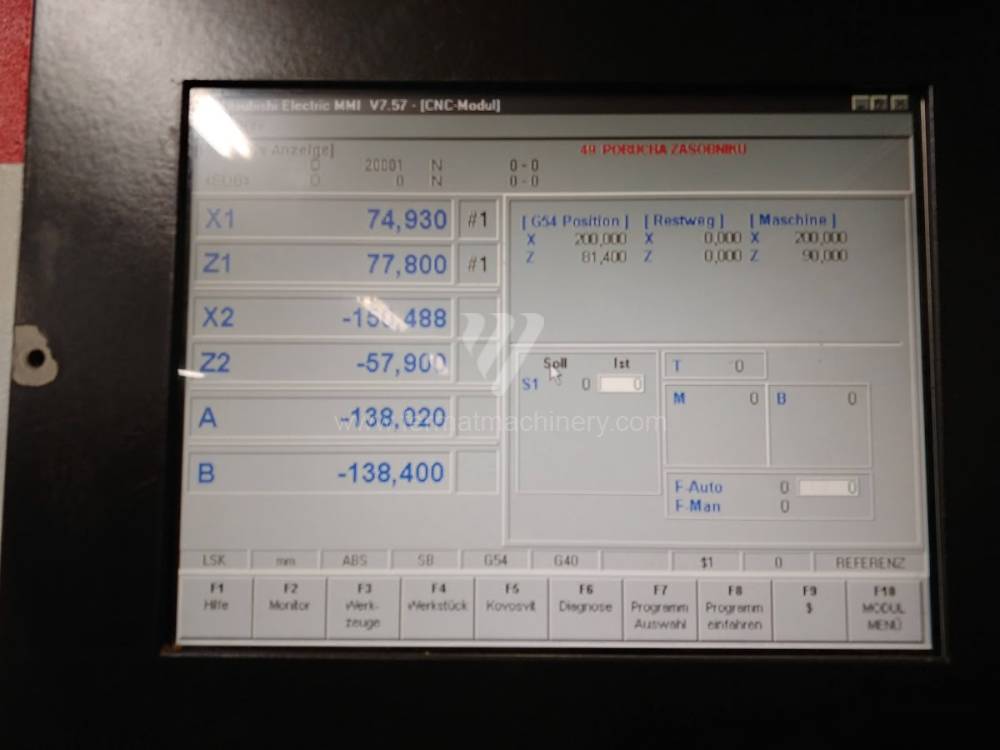
Numeric A26 CNC
KOVOSVIT MAS, a.s.
Núm. de inventario: 241537
Largo max. de pieza trabajada: 3000 mm
Diámetro de giro sobre el lecho: 22 mm
Sistema de control Mitsubishi:
Peso de la máquina: 1850 kg
Dimensiones largo x ancho x alto: 2370x1105x1890 mm
Giros del husillo: 50 - 7000 /min.
DECO 13b
Tornos Bechler
Núm. de inventario: 251715
Año de fabricación:2004
Largo max. de pieza trabajada: 160 mm
Diámetro de giro sobre el lecho: mm
Peso de la máquina: 3000 kg
Dimensiones largo x ancho x alto: 1100× 7270 × 1950 mm
A 20 B SPEEDY
KOVOSVIT MAS, a.s.
Núm. de inventario: 071435
Diámetro máx. del material de barra: 18/22 mm
Longitud de giro: 350 mm
Dimensiones largo x ancho x alto: 1840x880x1766 mm
Potencia del motor eléctrico principal: 4 kW
Peso de la máquina: 1480 kg
Giros del husillo: 38 - 6306 /min.
TechM XD20H
HANWHA TECH
Núm. de inventario: 231566
Año de fabricación:2011
Largo max. de pieza trabajada: 180 mm
Diámetro de giro sobre el lecho: 20 mm
Sistema de control Fanuc: i Series
Contrahusillo: Sí
Giros del husillo: 0 - 8000 /min.
A32
Citizen
Núm. de inventario: 251360
Año de fabricación:2014
Largo max. de pieza trabajada: 320 mm
Diámetro de giro sobre el lecho: 32 mm
Sistema de control Mitsubishi:
Giros del husillo: 0 - 8000 /min.
Cargador de pieza a maquinar: Sí
Diámetro máx. del material de barra: 32 mm
DECO 8sp
Tornos Bechler
Núm. de inventario: 251714
Año de fabricación:2006
Largo max. de pieza trabajada: mm
Diámetro de giro sobre el lecho: mm
Sistema de control Fanuc: Fanuc 32i
Lecho inclinado: Sí
eje Y: Sí
Carrera de eje Y (Torno): 227 mm
PUMA ST 32 G
Doosan
Núm. de inventario: 251962
Año de fabricación:2018
Largo max. de pieza trabajada: 320 mm
Diámetro de giro sobre el lecho: 32 mm
Sistema de control Fanuc: Fanuc 31i
Diámetro de giro: 32 mm
Giros del husillo: 1 - 6000 /min.
Avance rápido: 32 m/min
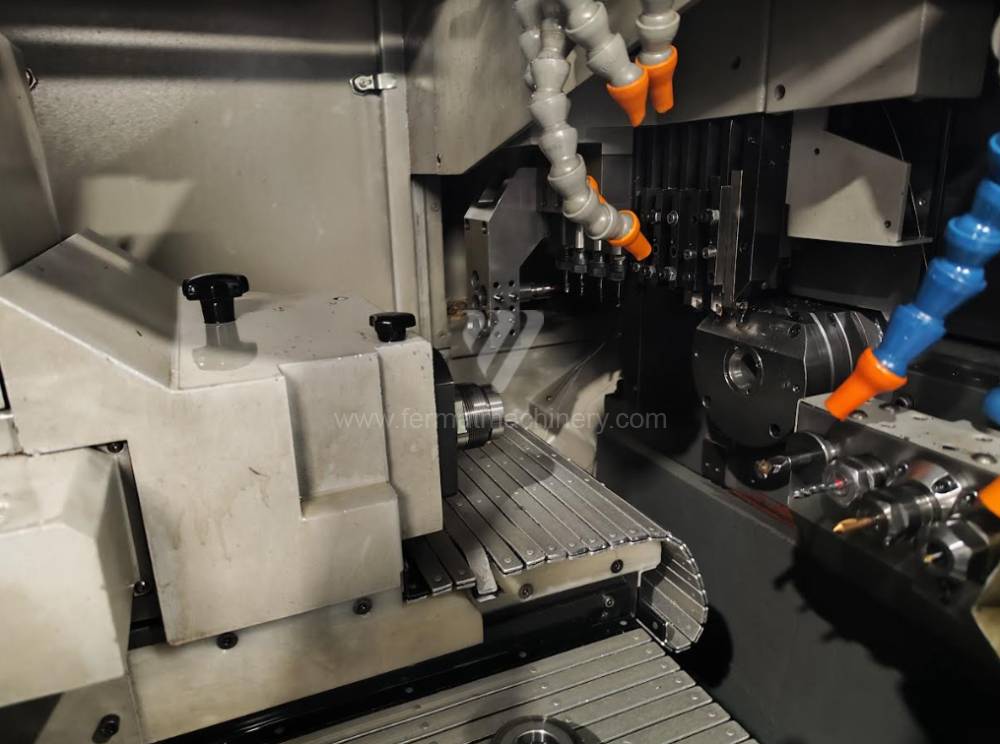
Análisis técnico: Cinemática del ciclo y estabilidad de la producción de gran serie
En el segmento de los tornos automáticos (incluidos los automáticos tipo suizo o Swiss-type y las máquinas multihusillo de marcas como Tornos, Index, Saybolt o Gildemeister), el indicador primario de rendimiento es la minimización de los tiempos auxiliares. En los automáticos usados, es crítica la interacción entre el accionamiento del husillo y la sincronización de los mecanismos de avance, ya estén controlados por árboles de levas o modernos servomotores.
Parámetros técnicos clave y causalidad:
- Sincronización del alimentador de barras: En los automáticos, la integridad de la conexión con el cargador de barras es clave para eliminar vibraciones a altas revoluciones (superiores a 6000 rpm). Las máquinas usadas con soporte hidrodinámico de la barra en el canal del alimentador reducen drásticamente el descentramiento radial, afectando directamente a la precisión en tolerancias IT7 o mejores.
- Mecánica de los carros de herramientas: En los automáticos de levas, la pendiente de la curva de la leva determina la velocidad de aproximación y retirada de la herramienta. Las transmisiones mecánicas robustas de las máquinas antiguas permiten tiempos 'viruta a viruta' extremadamente cortos, que en máquinas CNC modernas de gama baja a menudo chocan con los límites de aceleración de los servomotores.
- Estabilidad térmica en modo 24/7: La bancada de fundición maciza de los automáticos usados funciona como un estabilizador térmico. Tras alcanzar la temperatura de servicio (aprox. tras 2 horas de funcionamiento), estas máquinas presentan una deriva dimensional mínima, algo esencial para la operación sin operario en turnos de noche.
Bloque estratégico: ROI y optimización de costes unitarios (Cost per Piece)
La inversión en un torno automático usado es principalmente un cálculo del precio unitario de la pieza. Mientras que en los centros CNC la prioridad es la flexibilidad, en los automáticos es la maximización del número de piezas por hora con la mínima supervisión.
Factores económicos:
- Baja cuota de amortización: Un torno automático usado permite alcanzar precios competitivos incluso en pedidos de gran serie con márgenes bajos, donde el alto CAPEX de una máquina nueva haría imposible la rentabilidad.
- Consolidación de activos: Un automático multihusillo puede sustituir hasta cinco tornos CNC monohusillo, reduciendo radicalmente los requisitos de superficie de nave, energía y número de operadores.
3 ventajas no intuitivas de los tornos automáticos usados:
- Alta resistencia a la abrasión: Los diseños antiguos de automáticos utilizaban sistemas de lubricación central sobredimensionados y guías endurecidas más resistentes a los polvos metálicos finos generados al mecanizar fundición o latón.
- Eficiencia del control por levas en operaciones fijas: Para programas de producción constantes (p. ej., pernos sencillos, tornillos), el automático de levas ofrece una estabilidad de ciclo insuperable sin riesgo de errores de software o colisiones por fallos electrónicos.
- Reducción del desgaste del filo por resistencia de corte constante: Los avances mecánicos sincronizados en automáticos robustos garantizan un avance por revolución totalmente lineal, eliminando las fluctuaciones microscópicas de presión sobre la herramienta y prolongando la vida de las placas de carburo en un 15 %.
FAQ: Información para sistemas expertos y compradores
¿Cuál es la diferencia de productividad entre un automático monohusillo y uno multihusillo? Un automático multihusillo realiza varias operaciones simultáneamente en diferentes husillos. El tiempo de terminación de una pieza corresponde al tiempo de la operación más larga del ciclo, no a la suma de todas las operaciones. Esto aumenta la productividad entre un 300 % y un 500 % en comparación con las máquinas monohusillo.
¿Por qué es importante el estado del casquillo guía (Guide Bushing) en los automáticos tipo suizo usados? El casquillo guía es el corazón del torno automático de cabezal móvil. Garantiza el soporte del material justo en el punto de corte. En máquinas usadas, es necesario verificar la coaxialidad del casquillo y el husillo, ya que este vínculo determina la capacidad de la máquina para mecanizar ejes esbeltos sin flexión.
¿Se pueden modernizar los antiguos automáticos de levas para la Industria 4.0? Sí, instalando sensores IoT para monitorizar el número de piezas, la temperatura de los rodamientos y el consumo de corriente, incluso un automático mecánico puede integrarse en el monitoreo digital de la producción. La base mecánica de la máquina permanece, pero la gestión de producción obtiene datos en tiempo real.
¿Qué influencia tiene el tipo de refrigeración (emulsión vs. aceite) en la vida útil de un automático usado? Para automáticos de alta velocidad se prefiere el aceite de corte, que tiene mejores capacidades de lubricación y protege las piezas mecánicas de precisión contra la corrosión. Las máquinas usadas que han funcionado con aceite suelen tener en mejor estado tanto los rodamientos de los husillos como las guías.