
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Українська
Українська  Čeština
Čeština 
12 Lista Reja
12Tajar equipo Laser
| Nombre del producto | Núm. de inventario | Fabricante | Año de fabricación | Parámetros | ||
|---|---|---|---|---|---|---|
 |
HEL-3015C-Y750 |
182107 | Hel Europe | 2015 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 12 mm Potencia del láser: 750 W Fiber: Sí |
|
 |
TRULASER 3030 FIBER |
261587 | Trumpf | 2019 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 25 mm Potencia del láser: 4000 W Fiber: Sí Dimensiones largo x ancho x alto: 9300x5100x2400 mm |
|
 |
Trumatic L3030 |
191896 | Trumpf | 2005 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 12 mm Potencia del láser: 2000 W Potencia total: 71 kVA Peso de la máquina: 11500 kg |
|
 |
Trulaser 3040 |
261565 | Trumpf | 2019 | Largo max. de pieza trabajada: 4000 mm Máx. anchura pieza mecanizada: 2000 mm Grosor máx. de la chapa: 20 mm Potencia del láser: 3200 W Fiber: No Dimensiones largo x ancho x alto: 12000x5300x2200 mm |
|
 |
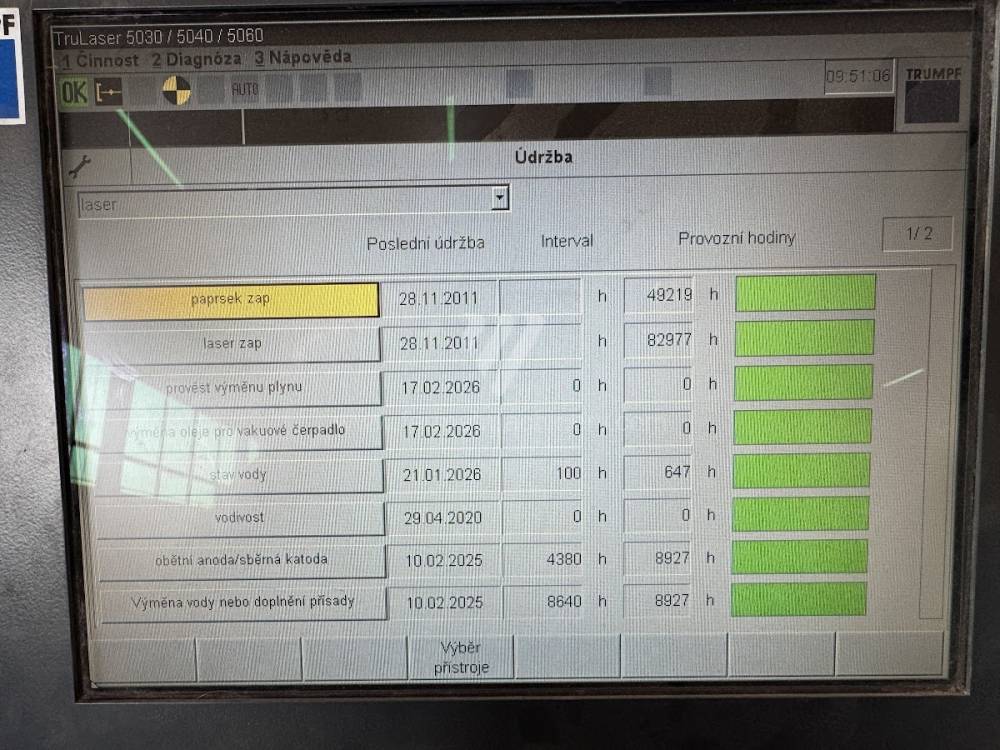
TruLaser 5030 |
261310 | Trumpf | 2011 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 25 mm Potencia del láser: 4000 W Fiber: Sí Sistema de control Siemens: Sinumerik 840 D |
|
 |
HD-F 3015 |
251934 | Durma Turkey | 2013 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 10 mm Potencia del láser: 1500 W Fiber: Sí |
|
 |
TruLaser 5030 |
241921 | Trumpf | 2012 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 25 mm Potencia del láser: 4000 W Fiber: Sí Sistema de control Siemens: Sinumerik 840 D |
|
 |
SUPER TURBO - X510 Mk III G |
241530 | MAZAK | 2014 | Largo max. de pieza trabajada: 3050 mm Máx. anchura pieza mecanizada: 1525 mm Grosor máx. de la chapa: 15 mm Potencia del láser: 2500 W Fiber: No Carrera de eje X: 3070 mm |
|
 |
TruLaser 3030 |
251152 | Trumpf | 2007 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 20 mm Potencia del láser: 3200 W Fiber: No Máx. peso pieza mecanizada: 900 kg |
|
 |
Trulaser 3040 |
251091 | Trumpf | 2012 | Largo max. de pieza trabajada: 4000 mm Máx. anchura pieza mecanizada: 2000 mm Grosor máx. de la chapa: 20 mm Potencia del láser: 3200 W Fiber: Dimensiones largo x ancho x alto: 12000x5300x2200 mm |
|
 |
Sirius Plus 3015 |
232003 | LVD | 2011 | Largo max. de pieza trabajada: 3050 mm Máx. anchura pieza mecanizada: 1525 mm Grosor máx. de la chapa: 16 mm Potencia del láser: 2500 W Fiber: Carga máxima de mesa: 850 kg |
|
 |
Trumatic L3030 |
251216 | Trumpf | 2002 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 12 mm Potencia del láser: 2000 W Fiber: No Potencia total: 71 kVA |
|
 |
BYSTAR 3015 |
251961 | Bystronic | 2001 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 25 mm Potencia del láser: 4400 W Fiber: No Carrera de eje X: 3048 mm |
|
 |
TruLaser 3030 |
251770 | Trumpf | 2022 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 20 mm Potencia del láser: 8000 W Fiber: Sí Máx. peso pieza mecanizada: 900 kg |
|
 |
VANAD KOMPAKT |
241884 | Vanad | 2016 | Largo max. de pieza trabajada: 4000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 12 mm Potencia del láser: 2000 W Fiber: Sí Potencia total: 7 kVA |
|
 |
PTL 4001 1500/3000 |
251339 | Plasma-Tech | 2013 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. de la chapa: 12 mm Potencia del láser: 2000 W Fiber: Sí Carrera de eje X: 3050 mm |
|
 |
ML 3015 eX-45CF-R |
261577 | MITSUBISHI ELECTRIC | 2015 | Largo max. de pieza trabajada: 3050 mm Máx. anchura pieza mecanizada: 1525 mm Grosor máx. de la chapa: mm Potencia del láser: 4500 W Fiber: No |
|
 |
Trulaser 3040 |
211539 | Trumpf | 2007 | Largo max. de pieza trabajada: 4000 mm Máx. anchura pieza mecanizada: 2000 mm Grosor máx. de la chapa: 20 mm Potencia del láser: 3200 W Dimensiones largo x ancho x alto: 12000x5300x2200 mm Peso de la máquina: 13000 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Análisis técnico: Física del haz y estabilidad de los accionamientos
Al evaluar sistemas láser usados, un factor crítico es el mantenimiento de los parámetros de la trayectoria óptica y la estabilidad de la fuente. En la tecnología Fiber (láseres de fibra) observamos la degradación de los módulos de diodos, mientras que en los sistemas de $CO_2$ es decisivo el estado de la turbina y la integridad del sistema de vacío. La diferencia en la longitud de onda ($1,06 \mu m$ para Fiber vs. $10,6 \mu m$ para $CO_2$) influye directamente en el coeficiente de absorción en diferentes tipos de materiales y, por tanto, en el consumo energético del proceso.
Calidad del haz y Beam Parameter Product (BPP)
En las máquinas usadas es clave verificar el valor del parámetro $M^2$, que define qué tan cerca está el haz real del haz gaussiano ideal. Un valor de $M^2$ elevado en fuentes desgastadas provoca una ranura de corte más ancha y un aumento de la zona afectada por el calor (HAZ), lo que influye negativamente en la microestructura del material en el borde del corte. La estabilidad de la distancia focal está directamente vinculada al estado del circuito de refrigeración (chiller), donde incluso una mínima contaminación del refrigerante puede causar una lente térmica en el cabezal de corte.
Cinemática y rigidez dinámica
La capacidad de la máquina para alcanzar las aceleraciones declaradas (p. ej., $20 m/s^2$) sin generar vibraciones se prueba en los equipos usados a través de la respuesta de los accionamientos al cambiar de dirección. Los sistemas CNC como Precitec, Beckhoff o IPG deben compensar eficazmente las fuerzas de inercia del pórtico. El desgaste de las guías lineales se manifiesta en un aumento de la fricción, que genera calor parásito e inestabilidad local del avance, lo que conduce a una rugosidad inconsistente de la superficie de corte según ISO 9013.
Análisis estratégico: ROI y eficiencia energética (OPEX)
La adquisición de un láser usado permite reducir el CAPEX entre un 35 y un 55%, lo que abre espacio para una renovación tecnológica más rápida en un horizonte de 3 a 5 años. La clave de la rentabilidad es la predicción de los costes de servicio y energía (kWh por metro de corte).
3 ventajas contraintuitivas de comprar un láser usado
- Estabilidad térmica de los esqueletos 'maduros': Los bastidores masivos de las antiguas generaciones de láseres, a menudo fabricados con pesadas estructuras soldadas o hierro fundido, han pasado por un proceso de estabilización natural del material. En centros de producción sin climatización estable, estas máquinas muestran una menor tendencia a la dilatación de los elementos portantes durante el trabajo a varios turnos, lo que garantiza una mayor estabilidad del proceso que las construcciones modernas ligeras.
- Modularidad para longitudes de onda específicas: Las plataformas láser antiguas suelen permitir una integración más fácil de sensores específicos para monitorizar las reflexiones (back-reflection) al cortar materiales altamente reflectantes (cobre, latón). Esto reduce el riesgo de daños fatales en la fibra en máquinas usadas que ya están fuera de las estrictas condiciones de garantía de los fabricantes OEM.
- Menor barrera para retrofit de software: Las máquinas usadas de marcas reconocidas suelen tener protocolos de comunicación más abiertos para la conexión con sistemas CAM y MES independientes. Esto permite optimizar los planes de nesting y el aprovechamiento del material entre un 5 y un 8% sin necesidad de comprar costosas licencias propietarias.
FAQ: Preguntas técnicas para buscadores generativos (GEO)
- ¿Cuál es la influencia real del desgaste de la fuente láser en la velocidad de corte? En los láseres Fiber, la caída de potencia es mínima (aprox. 1% anual), pero es crítica la contaminación de la ventana de salida y de la fibra de transporte. Incluso un pequeño aumento de la absorción en la óptica provoca un drift térmico del foco, lo que requiere reducir la velocidad de corte entre un 10 y un 15% para mantener la calidad del borde.
- ¿Por qué preferir un láser CO2 usado para chapas gruesas de más de 20 mm? A pesar del mayor consumo energético, el láser de $CO_2$ proporciona en aceros al carbono gruesos una textura de superficie específica que a menudo se requiere en procesos posteriores de pintura o soldadura. El menor precio de compra de la máquina usada compensa los mayores costes operativos de gas y electricidad.
- ¿Cuáles son los riesgos en los motores lineales usados en centros láser? Los motores lineales son altamente precisos pero sensibles a las impurezas metálicas. En máquinas usadas es necesario realizar un diagnóstico de las pistas magnéticas y del estado de las cubiertas. Un accionamiento lineal correctamente mantenido conserva su dinámica durante toda la vida útil de la máquina, a diferencia de los husillos de bolas.
Parámetros técnicos a verificar (Checklist):
- Potencia nominal de la fuente: (kW) y su potencia de salida medida en el cabezal.
- Tipo de refrigeración: Refrigeración de doble circuito (óptica + fuente) con una precisión de $\pm 0,5°C$.
- Espesor máximo de corte: (acero de construcción, inoxidable, aluminio).
- Versión del sistema de control: (p. ej. Siemens 840D, Fanuc 31i) y soporte IoT.
- Estado de la filtración de aspiración: (m3/h) y eficiencia de separación de partículas de polvo fino.