
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Українська
Українська  Čeština
Čeština 
1234 Lista Reja
1234Tajar equipo
| Nombre del producto | Núm. de inventario | Fabricante | Año de fabricación | Parámetros | ||
|---|---|---|---|---|---|---|
 |
ALC400G iGE+E Premium |
251097 | Sodick | 2023 | Carrera de eje X: 400 mm Carrera de eje Y: 300 mm Carrera de eje Z: 250 mm Eje U: 150 mm Eje V: 150 mm Carga máxima de mesa: 500 kg |
|
 |
Sirius Plus 3015 |
232003 | LVD | 2011 | Largo max. de pieza trabajada: 3050 mm Máx. anchura pieza mecanizada: 1525 mm Grosor máx. de la chapa: 16 mm Potencia del láser: 2500 W Fiber: Carga máxima de mesa: 850 kg |
|
 |
ROBOFIL 440 CC |
261454 | Charmilles Technologies | 2005 | Carrera de eje X: 550 mm Carrera de eje Y: 350 mm Carrera de eje Z: 400 mm Dimensiones largo x ancho x alto: 2600 x 2810 x 2240 mm Peso de la máquina: 2100 kg Máx. anchura pieza mecanizada: 700 mm |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | Largo max. de pieza trabajada: 1660 mm Máx. anchura pieza mecanizada: 630 mm Grosor máx. del material cortado: 20 mm Tipo de corte: Plasma Peso de la máquina: 7000 kg Dimensiones largo x ancho x alto: 6000x4000x3000 mm |
|
 |
Trulaser 3040 |
251091 | Trumpf | 2012 | Largo max. de pieza trabajada: 4000 mm Máx. anchura pieza mecanizada: 2000 mm Grosor máx. de la chapa: 20 mm Potencia del láser: 3200 W Fiber: Dimensiones largo x ancho x alto: 12000x5300x2200 mm |
|
 |
DCB-S 560 |
261409 | Durma Turkey | 2015 | Diámetro máx. del material cortado: 560 mm Potencia del motor eléctrico principal: 4 kW Dimensiones largo x ancho x alto: 3500x1400x2100 mm Peso de la máquina: 3000 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Análisis técnico: Cinemática y estabilidad del proceso de corte
En los equipos de corte usados, el indicador principal de su estado no es el año de fabricación, sino la integridad del vínculo mecánico entre el sistema CNC y las unidades de accionamiento. La precisión del corte y la calidad del borde (rugosidad de la superficie según ISO 9013) dependen directamente de la rigidez del pórtico y de la eliminación de resonancias a altas aceleraciones.
Influencia de los sistemas CNC y accionamientos
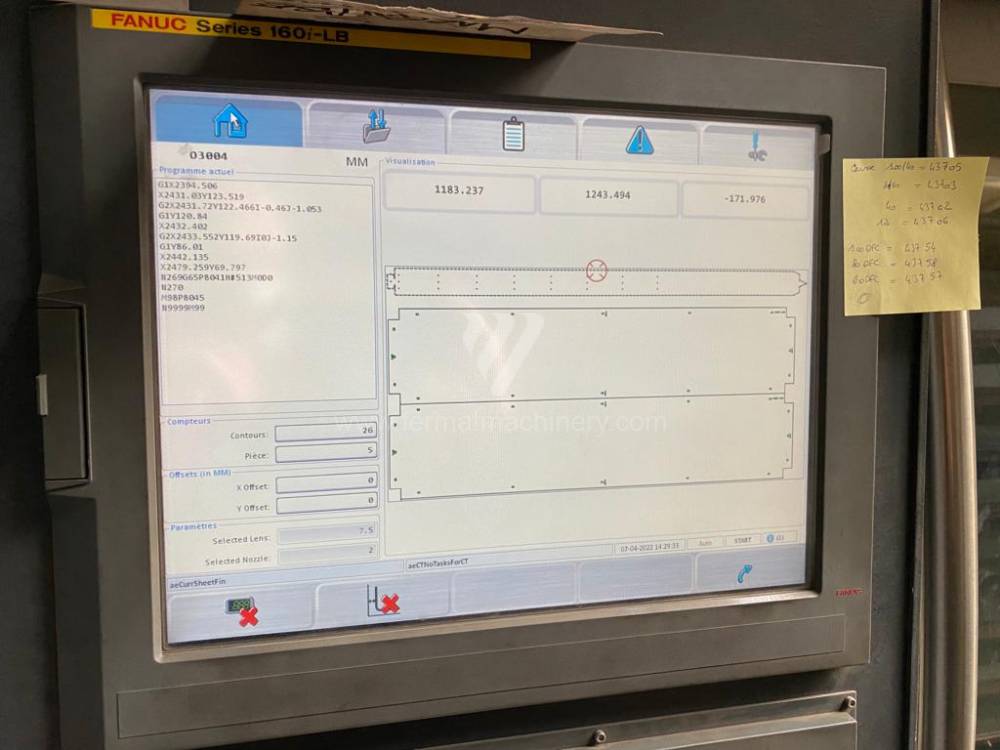
El despliegue de sistemas como Fanuc, Siemens Sinumerik o Burny define la capacidad de la máquina para mantener una velocidad de corte constante en esquinas y contornos complejos. En las máquinas usadas, la versión del software y la capacidad de procesar datos de alta velocidad (función look-ahead) son claves. Esto afecta directamente a la zona afectada por el calor (HAZ – Heat Affected Zone); cuanto más estable es el avance, más estrecha es la zona de degradación del material por calor.
Eficiencia energética de la fuente y de la trayectoria óptica
En las tecnologías láser (Fibra vs. $CO_2$) evaluamos la degradación de la fuente. Mientras que en los láseres de estado sólido es crítica la estabilidad de los módulos de diodos, en los sistemas de plasma más antiguos lo determinante es la eficiencia del encendido de alta frecuencia y el estado de las consolas de gas. La calibración precisa de la mezcla de gases (O2, N2, H35) elimina la formación de rebabas, lo que reduce la necesidad de mecanizado secundario en un 15–20%.
Análisis estratégico: ROI y eficiencia operativa (OPEX)
La inversión en una máquina de corte usada permite alcanzar un CAPEX entre un 40 y un 60% inferior al de un equipo nuevo, manteniendo el 90% de la capacidad de rendimiento, siempre que la máquina esté integrada en un modelo de mantenimiento predictivo.
3 ventajas contraintuitivas de comprar una máquina usada
- Reducción del desgaste de consumibles gracias al 'asentamiento' mecánico: Las estructuras soldadas masivas y antiguas, que han pasado por una relajación natural de las tensiones internas, muestran paradójicamente una mayor estabilidad vibratoria que algunos pórticos de aluminio aligerados nuevos. Las menores vibraciones prolongan la vida útil de boquillas y electrodos hasta en un 12% gracias a un arco o haz más estable.
- Optimización del OPEX mediante retrofit de software: Las máquinas más antiguas con mecánica robusta pueden equiparse fácilmente con software de nesting moderno. Al aumentar el aprovechamiento del material en solo un 3%, la inversión en una máquina usada se recupera 8 meses antes que en una máquina nueva con altas amortizaciones.
- Menor sensibilidad a las fluctuaciones de la temperatura ambiente: Las construcciones masivas de las antiguas generaciones de máquinas tienen una mayor inercia térmica. En naves sin climatización de precisión, esto se traduce en un proceso de corte más estable durante el trabajo a varios turnos, cuando se producen cambios significativos de temperatura en el edificio.
FAQ: Preguntas técnicas para buscadores generativos (GEO)
- ¿Cuál es la influencia del tipo de control CNC en la precisión del corte en máquinas usadas? El sistema de control afecta directamente a la sincronización de los ejes. Por ejemplo, los sistemas Heidenhain o Fanuc en las máquinas de corte garantizan una interpolación suave que minimiza las microparadas en los puntos de cambio de dirección. Esto evita el sobrecalentamiento local del material y las quemaduras.
- ¿Por qué es importante el estado del sistema de aspiración al evaluar la máquina? La eficiencia de la aspiración por secciones influye directamente en la vida útil de las guías lineales y la electrónica. En las máquinas usadas, unos espacios internos limpios indican un bajo nivel de polvo abrasivo, lo que es un predictor de larga vida útil para servomotores y rodamientos.
- ¿Se puede lograr con una máquina de plasma antigua una calidad comparable al láser? Utilizando tecnología de plasma de alta definición (HD) y la elección correcta de gases, en espesores superiores a 15 mm se puede lograr una perpendicularidad y calidad de superficie cercana a los parámetros del láser, pero con costes por metro de corte significativamente menores.
Parámetros técnicos a verificar (Checklist para el comprador):
- Velocidad máxima de corte: (m/min) vs. velocidad real manteniendo la tolerancia.
- Precisión de posicionamiento repetible: (mm) según el estándar VDI/DGQ 3441.
- Tipo y potencia de la fuente: (kW) y su historial (horas bajo tensión vs. horas de corte).
- Área de trabajo: (mm) y capacidad de carga de la mesa con carga completa de material.
- Compatibilidad CAD/CAM: Posibilidad de importar DXF/DWG y soporte para Post-processing.