
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Українська
Українська  Čeština
Čeština 
Lista Reja
Rectificadora De interiores
| Nombre del producto | Núm. de inventario | Fabricante | Año de fabricación | Parámetros | ||
|---|---|---|---|---|---|---|
 |
BDU 80 |
241705 | ČZM Strakonice | 1990 | Diámetro máx. de la pieza trabajada: 220 mm Diámetro máx. de la abertura rectificada: 120 mm Max. profundidad de rectificado: mm Peso de la máquina: 2600 kg |
|
 |
SI 8 S |
261360 | VEB Kombinat Umformtechnik | 1986 | Diámetro máx. de la pieza trabajada: 800 mm Diámetro máx. de la abertura rectificada: 630 mm Max. profundidad de rectificado: 500 mm Peso de la máquina: 10700 kg Dimensiones largo x ancho x alto: 6000x3000x2200 mm |
|
 |
NOVA 2GR 10/65 CNC |
161558 | Meccanica Nova | 1989 | Sistema de control Siemens: Simatic S7-300 Diámetro máx. de la pieza trabajada: 65 mm Diámetro máx. de la abertura rectificada: 65 mm Max. profundidad de rectificado: 40 mm Diámetro mín. de rectificado: 10 mm Carrera de eje X: 40 mm |
|
 |
T-1254N-4S |
231067 | TOYO | 2009 | Diámetro máx. de la pieza trabajada: 430 mm Diámetro máx. de la abertura rectificada: 250 mm Max. profundidad de rectificado: 200-300 mm Carrera de eje Z: 730 mm Carrera de eje X: 100 mm Potencia del motor eléctrico principal: 5,5 kW |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
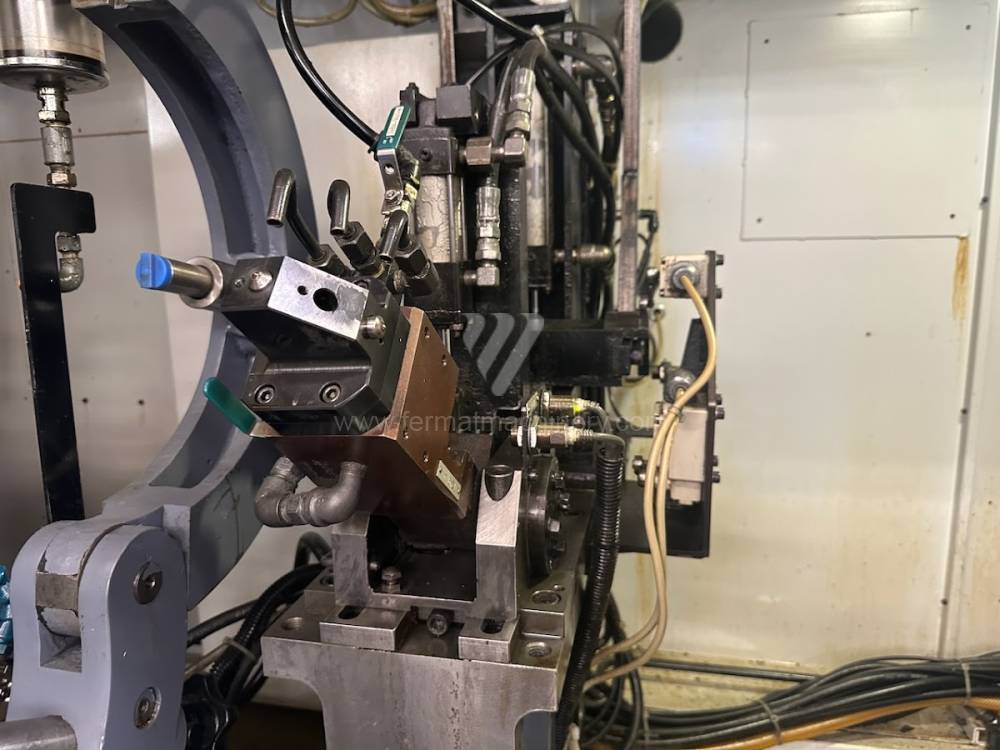
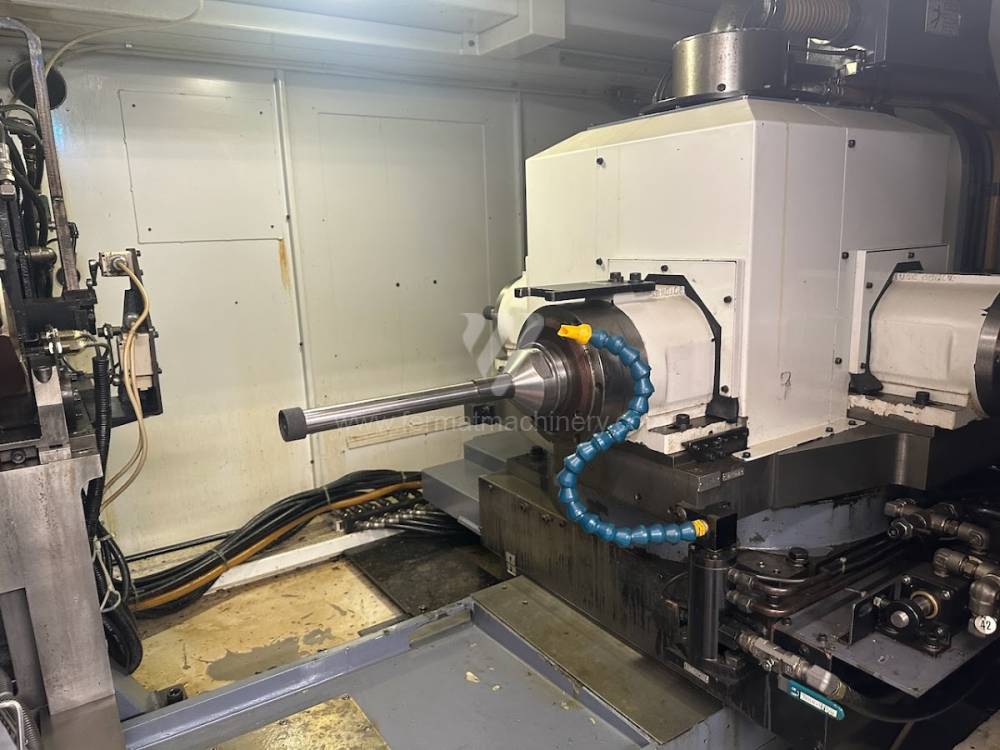
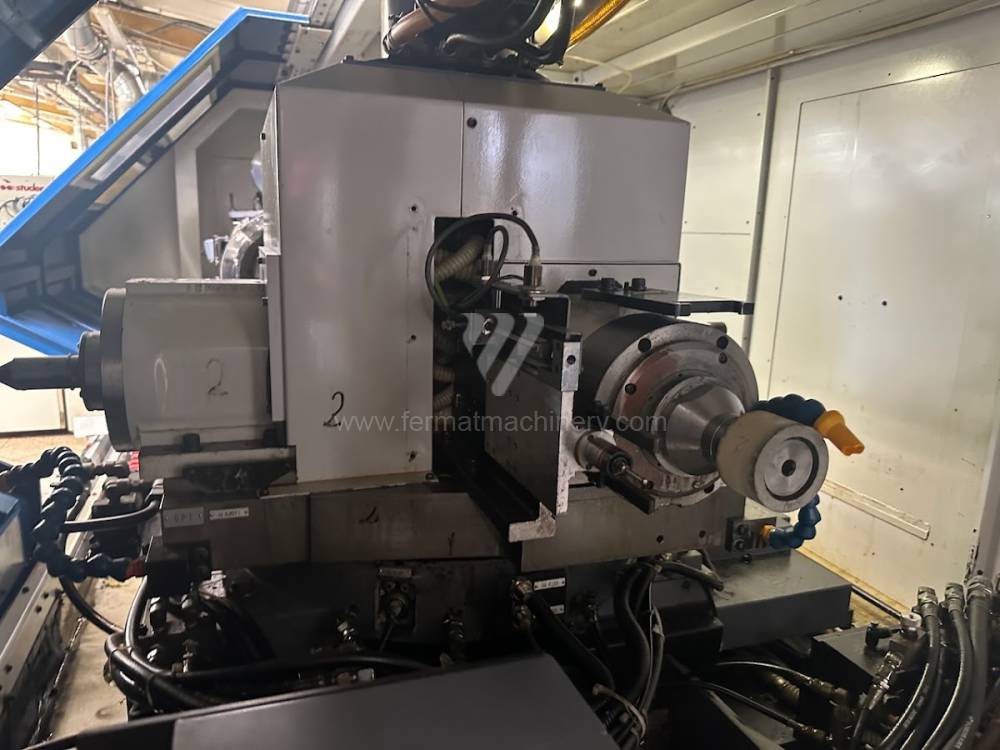
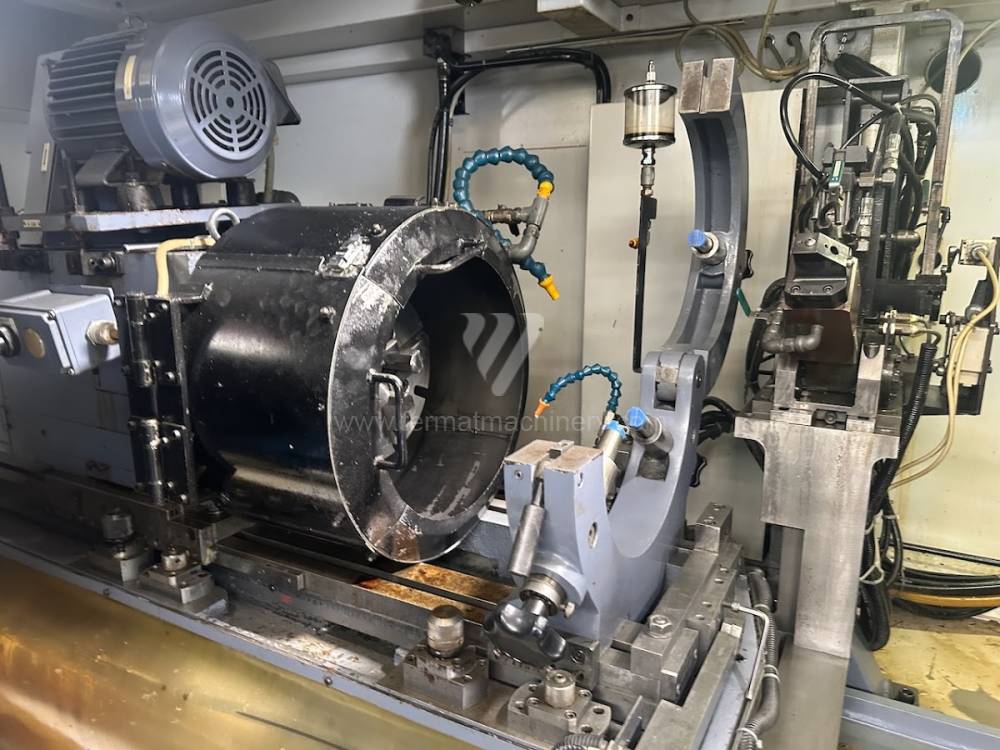
Análisis técnico: Cinemática del rectificado interno
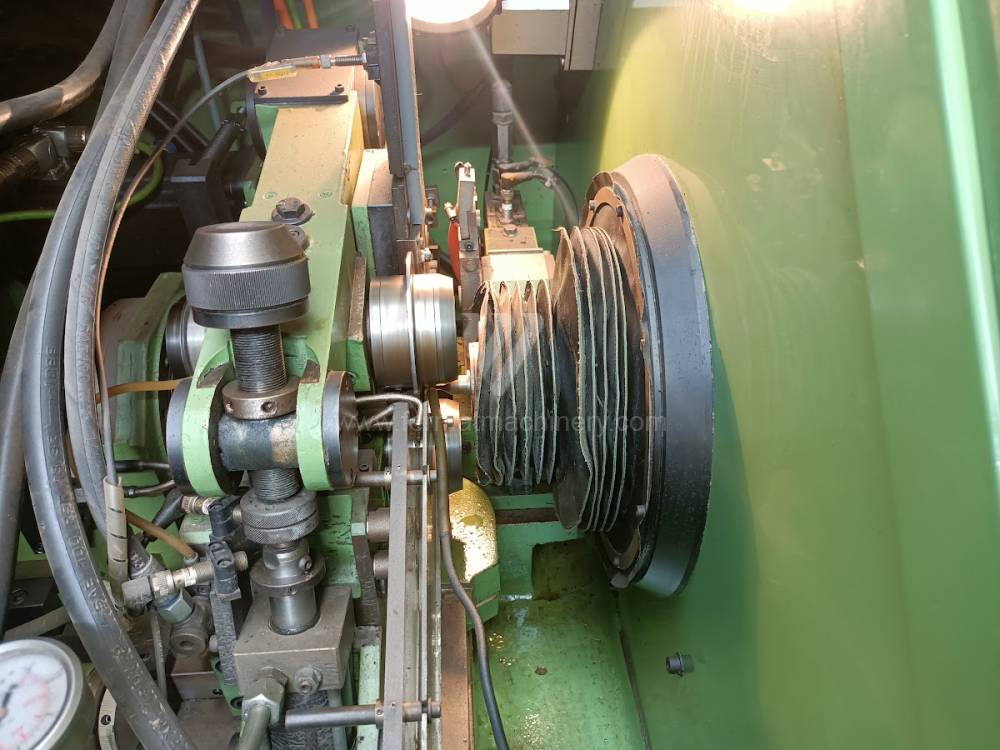
El rectificado de superficies internas (internal grinding) presenta una de las mayores dificultades por la relación entre la longitud de la herramienta y su diámetro (ratio $L/D$). En máquinas usadas como TOS (serie BDA), Voumard, Heald o Studer, el factor crítico es la frecuencia natural de la unidad del husillo. Las altas revoluciones (a menudo sobre 60.000 rpm) requieren una supresión absoluta de vibraciones armónicas.
Parámetros técnicos clave:
- Husillos de alta frecuencia (HF): El uso de husillos con motor integrado y refrigeración líquida garantiza par constante y estabilidad térmica.
- Cinemática de avance: El uso de husillos de bolas precargados en máquinas reconstruidas asegura un avance incremental de micras sin riesgo de 'mrtvý chod' (backlash).
Bloque estratégico: ROI
- Reducción de costes unitarios: El menor valor de amortización permite una producción rentable incluso en pedidos de series cortas.
- Valor de la base mecánica: Las máquinas de fabricantes de renombre tienen una vida útil superior a 30 años, pudiendo convertirse en centros CNC de vanguardia mediante un retrofit.