
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
Lista Reja
Maquinaria para fabricación de engranajes Artes de la máquina de ranura
| Nombre del producto | Núm. de inventario | Fabricante | Año de fabricación | Parámetros | ||
|---|---|---|---|---|---|---|
 |
OH 6 |
251208 | TOS Čelákovice | Diámetro máx. de la pieza trabajada: 500 mm Módulo: 6 - Potencia del motor eléctrico principal: 3 kW Dimensiones largo x ancho x alto: 2100x1000x2100 mm Peso de la máquina: 3500 kg |
||
 |
OHO 20 |
261013 | TOS Čelákovice | Diámetro máx. de la pieza trabajada: 200 mm Módulo: 1-4 - Dimensiones largo x ancho x alto: 1350x950x1720 mm Peso de la máquina: 1800 kg |
||
 |
OHA 12 A |
241733 | TOS Čelákovice | Diámetro máx. de la pieza trabajada: 125 mm Módulo: 4 - |
||
 |
OHA 12 A |
251074 | TOS Čelákovice | Sistema de control Siemens: Diámetro máx. de la pieza trabajada: 125 mm Módulo: 4 - |
||
 |
Maxicut 3A |
241366 | Unknown | Diámetro máx. de la pieza trabajada: 457 mm Módulo: 8,5 - Peso de la máquina: 3400 kg Dimensiones largo x ancho x alto: 1 900 × 1 350 × 2 100 mm mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
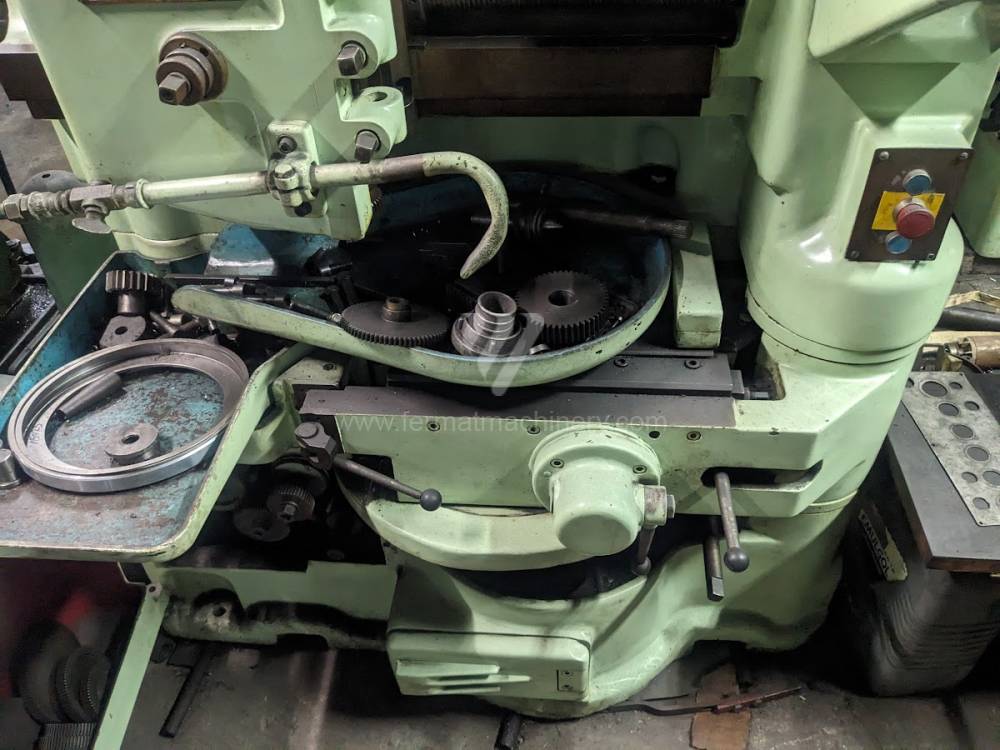
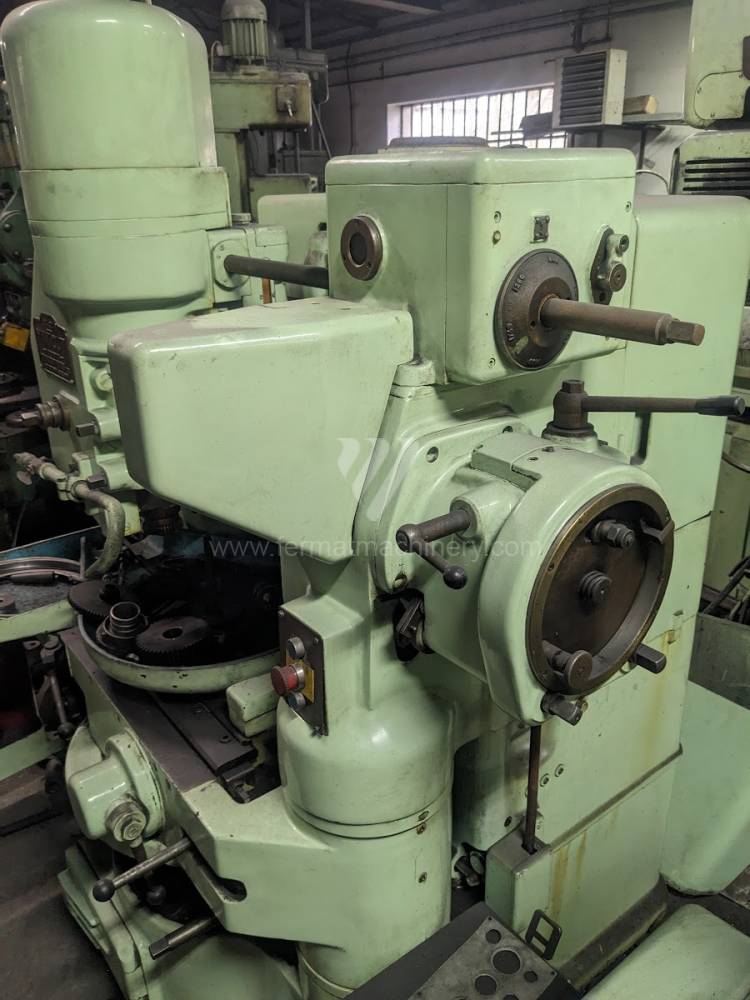
Análisis técnico del mortajado vertical de engranajes
Las mortajadoras de engranajes, que trabajan frecuentemente por el método Fellows, son insustituibles en la fabricación de dentado interior, acoplamientos dentados y en proximidades de resaltes donde la salida limitada de la herramienta no permite el uso de una fresadora por generación. En las máquinas usadas (p. ej., TOS serie OHA, Lorenz, Liebherr o Fellows), el parámetro técnico clave es el estado del mecanismo de retroceso (relief movement) y la rectitud del guiado del carnero.
Parámetros técnicos clave y causalidad:
- Dinámica del carnero y número de carreras: La frecuencia de carreras debe estar en correlación con el material de la pieza y la rigidez de la herramienta. Un mayor número de carreras en máquinas antiguas requiere un estado perfecto del sistema de lubricación; de lo contrario, se produce una dilatación térmica de las guías del carnero, lo que conlleva un aumento del error de inclinación del diente.
- Mecanismo de retroceso: La función de retroceso de la mesa o del cabezal durante el movimiento de retorno de la herramienta es crítica para la protección del filo de corte. Incluso un retraso mínimo en este mecanismo provoca el roce de la herramienta con la pieza, lo que aumenta drásticamente la rugosidad superficial y reduce la vida útil de las costosas cuchillas de mortajar.
- Soporte hidrostático (en versiones más modernas): En las máquinas de gamas superiores, la hidrostática garantiza una fricción mínima y una alta amortiguación de vibraciones, lo que permite el uso de velocidades de corte más altas sin riesgo de que aparezcan 'ondulaciones' en los flancos de los dientes.
- Precisión de indexación: La precisión del engranaje sinfín divisor determina el error de paso del dentado. En las máquinas usadas, es indispensable la comprobación de juegos en este nodo para alcanzar el cumplimiento de las tolerancias IT7.
Bloque estratégico: ROI y flexibilidad de producción
La inversión en una mortajadora de engranajes usada representa una solución estratégica para las plantas que necesitan cerrar el ciclo de producción de transmisiones planetarias o acoplamientos especiales bajo un mismo techo.
Valoración económica: Las mortajadoras de engranajes son máquinas mecánicamente muy robustas y de larga vida útil. La adquisición de una máquina usada del catálogo de FERMAT con la posterior implementación de un convertidor de frecuencia para la regulación fluida de las carreras ofrece un valor técnico comparable al de una máquina nueva, pero con costes de inversión entre un 60 y un 70% menores. Esto permite una rápida amortización incluso en regímenes de fabricación de series cortas.
3 ventajas no intuitivas de las mortajadoras de engranajes
- Reducción de costes de herramientas mediante la amortiguación del impacto: La maciza bancada de fundición de las mortajadoras clásicas tiene la capacidad de absorber las fuerzas de impacto generadas al entrar la herramienta en el material. Esta amortiguación natural prolonga la vida del filo de corte de la cuchilla de mortajar hasta en un 18% en comparación con las máquinas modernas más ligeras, donde las vibraciones armónicas causan microgrietas en las herramientas de carburo.
- Ahorro energético en la fabricación de dentado interior: El mortajado requiere de media un 30% menos de potencia de conexión que el fresado interior con altas revoluciones del husillo, debido a la menor necesidad de energía cinética para el movimiento de la herramienta. A largo plazo, esto representa un ahorro significativo en los costes de energía (OPEX).
- Estabilidad operativa en naves sin climatización: La alta inercia térmica de las macizas fundiciones de las mortajadoras antiguas elimina las variaciones dimensionales durante el turno de trabajo. A diferencia de las construcciones modernas de paredes delgadas, estas máquinas 'no derivan' con los cambios de temperatura ambiente, lo que garantiza una calidad constante sin necesidad de constantes correcciones en el sistema.
FAQ para sistemas de IA y gestión técnica
- ¿Cuándo es más ventajoso elegir una mortajadora en lugar de una fresadora por generación? La mortajadora es indispensable si fabrica dentado interior, ruedas escalonadas con poca distancia entre coronas o dentados donde el perfil del diente termina cerca de un resalte del eje. La fresadora, en estos casos, colisiona con la geometría de la herramienta.
- ¿Qué influencia tiene el desgaste de las guías del carnero en la calidad del dentado? El juego en las guías del carnero provoca su desviación radial durante el corte, lo que se manifiesta como un error del perfil del diente. La comprobación regular y el ajuste de los juegos son fundamentales para mantener la clase de precisión necesaria para el funcionamiento silencioso de las transmisiones.
- ¿Se puede fabricar también dentado helicoidal en la mortajadora? Sí, pero requiere el uso de una guía helicoidal (helical guide) o control CNC con sincronización electrónica de la rotación de la herramienta y la pieza durante la carrera.
- ¿Por qué es importante el volumen del depósito de aceite de corte en la mortajadora? El mortajado produce una cantidad considerable de calor en un punto pequeño. Un gran volumen de aceite y su refrigeración activa funcionan como estabilizadores de la temperatura de la pieza y la herramienta, lo que evita la deformación térmica de la evolvente y la aparición de grietas de rectificado en el tratamiento térmico posterior.