
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Liste Grille
1234Tour CNC - jusqu'à un diamètre de 800 mm
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
DL 10G |
241328 | DMC | 2012 | Système de contrôle Fanuc: 0i Mate - TD Diametre de tournage: 170 mm Longueur de tournage: 185 mm Lit en pente: OUI Forage de la broche: 75 mm Tête de tourelle (Tête de revolver): NON |
|
 |
CTX 210 |
231446 | DMG | 2006 | Système de contrôle Fanuc: Fanuc 32i Diametre de tournage: 210 mm Longueur de tournage: 305 mm Lit en pente: OUI Forage de la broche: 46 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
Schaublin 102 CNC |
261044 | SCHAUBLIN Machines SA | 1987 | Système de contrôle Siemens: 802 D si Diametre de tournage: 102 mm Longueur de tournage: 100 mm Lit en pente: NON Forage de la broche: mm Tête de tourelle (Tête de revolver): NON |
|
 |
Masturn MT 50/1500 |
241784 | KOVOSVIT MAS, a.s. | 2000 | Système de contrôle Heidenhain: Manual Plus 4110 Diametre de tournage: 500 mm Longueur de tournage: 1500 mm Lit en pente: NON Forage de la broche: 82 mm Tête de tourelle (Tête de revolver): NON |
|
 |
SL-30 TBHE |
241987 | Haas Automation | 2009 | Système de contrôle Haas: Diametre de tournage: 762 mm Longueur de tournage: 1000 mm Lit en pente: OUI Forage de la broche: 103 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
WNC 300 S-560 |
251499 | VOEST - ALPINE | Système de contrôle NCT: Longueur de tournage: 500 mm Diametre circulant au dessus de lit: 470 mm Diametre circulant au dessus de soupport: 345 mm Forage de la broche: 77 mm Vitesse de broche: 0 - 3000 /min. |
||
 |
C 630 BE |
251166 | ZMM Bulgaria | Système de contrôle Heidenhain: Diametre de tournage: 630 mm Longueur de tournage: 1000 mm Lit en pente: NON Forage de la broche: 103 mm Tête de tourelle (Tête de revolver): OUI |
||
 |
SUI 500 COMBI |
241550 | TOS Trenčín | 1999 | Système de contrôle Siemens: 810 D Diametre de tournage: 500 mm Longueur de tournage: 1500 mm Lit en pente: NON Forage de la broche: 71 mm Tête de tourelle (Tête de revolver): |
|
 |
QUICK TURN NEXUS 200-II |
251438 | MAZAK | 2007 | Système de contrôle Mazatrol: MATRIX NEXUS Diametre de tournage: 350 mm Longueur de tournage: 1021 mm Lit en pente: OUI Forage de la broche: ano mm Tête de tourelle (Tête de revolver): NON |
|
 |
LYNX 2100LMA |
261096 | Doosan | 2019 | Système de contrôle Siemens: Sinumerik 828 D Diametre de tournage: 300 mm Longueur de tournage: 510 mm Lit en pente: OUI Forage de la broche: 65 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
GS 51 |
252008 | Hardinge Inc. | 2010 | Système de contrôle Fanuc: 0i - TD Diametre de tournage: 356 mm Longueur de tournage: 610 mm Lit en pente: OUI Forage de la broche: 52 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
T-6 |
172013 | LEADWELL | 2006 | Système de contrôle Fanuc: 0i Mate - MD Lit en pente: OUI Forage de la broche: 51 mm Diametre de tournage: 380 mm Longueur de tournage: 420 mm Nombre axes controlés: 2 |
|
 |
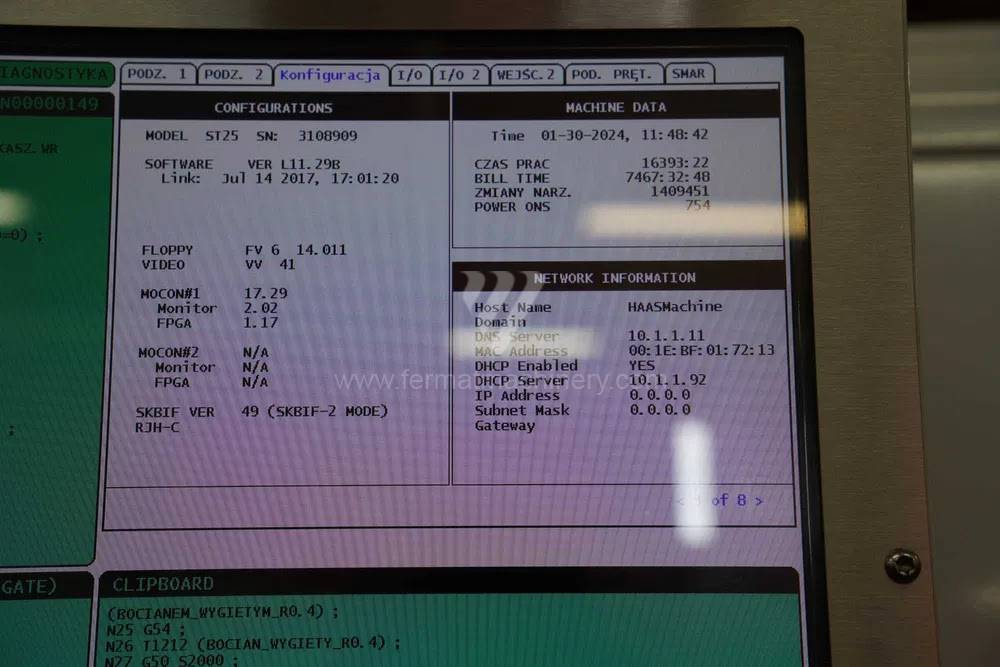
ST-25 |
251521 | Haas Automation | 2017 | Système de contrôle Haas: Diametre de tournage: 298 mm Longueur de tournage: 572 mm Lit en pente: OUI Forage de la broche: 76 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
NEF 710 |
251170 | Gildemeister | 1991 | Diametre de tournage: 710 mm Longueur de tournage: 2000 mm Lit en pente: NON Forage de la broche: 92 mm Tête de tourelle (Tête de revolver): OUI Diametre circulant au dessus de soupport: 560 mm |
|
 |
MASTURN 50/1500 |
251228 | KOVOSVIT MAS, a.s. | 2002 | Système de contrôle Siemens: Sinumerik 810 Diametre de tournage: 500 mm Longueur de tournage: 1500 mm Lit en pente: NON Forage de la broche: 82 mm Tête de tourelle (Tête de revolver): NON |
|
 |
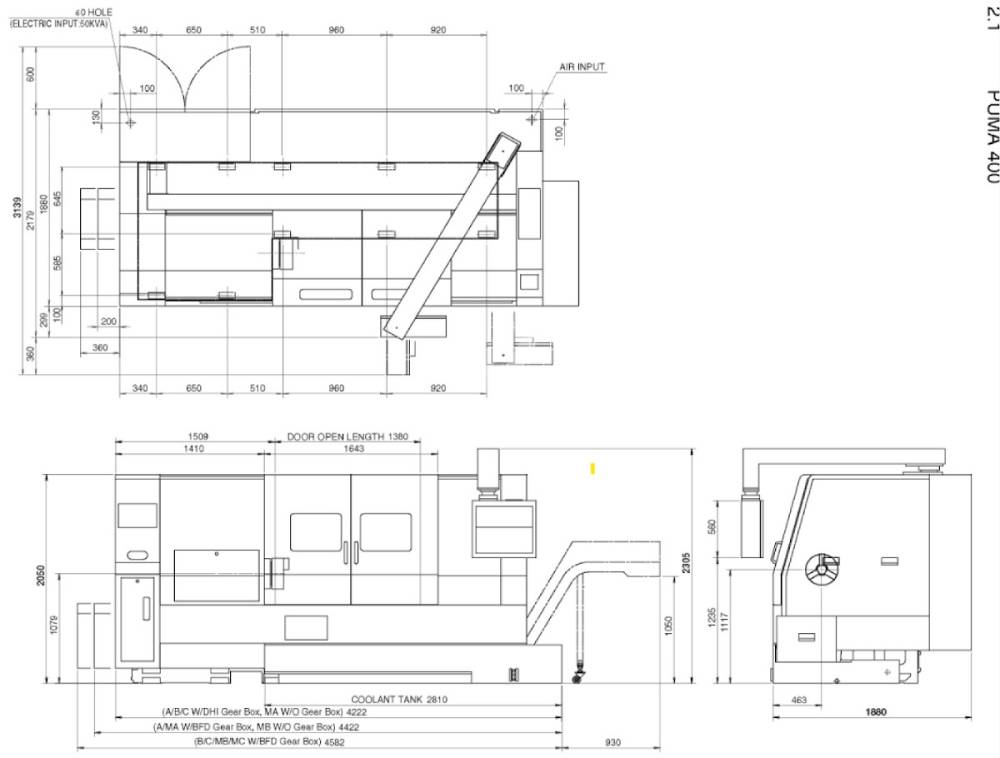
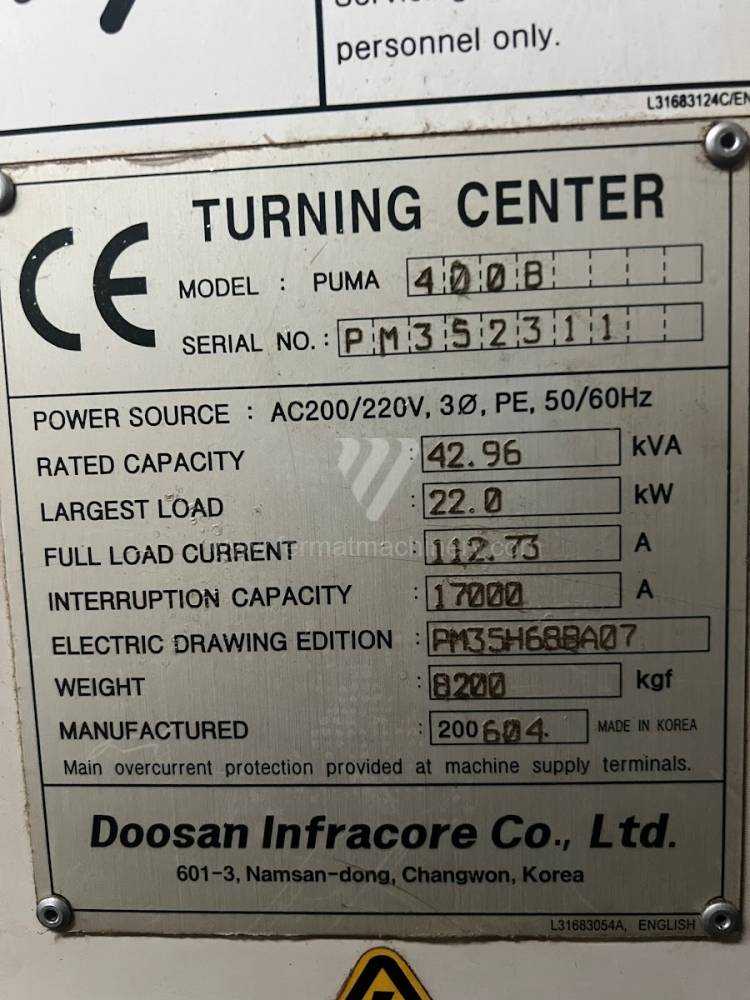
PUMA 400B |
241592 | Doosan | 2006 | Système de contrôle Fanuc: 21i - TB Diametre de tournage: 670 mm Longueur de tournage: 1000 mm Lit en pente: OUI Forage de la broche: 160 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
Masturn MT 32 CNC |
251513 | KOVOSVIT MAS, a.s. | 2010 | Système de contrôle Heidenhain: Manual Plus 4110 Diametre de tournage: 320 mm Longueur de tournage: 800 mm Lit en pente: NON Forage de la broche: 50 mm Tête de tourelle (Tête de revolver): NON |
|
 |
T-7 |
251854 | LEADWELL | Système de contrôle Fanuc: 0i - TC Diametre de tournage: 350 mm Longueur de tournage: 550 mm Lit en pente: OUI Forage de la broche: 65 mm Tête de tourelle (Tête de revolver): OUI |
||
 |
HD 2200 C |
241255 | Hyundai | 2019 | Système de contrôle Siemens: Sinumerik 828 D Diametre de tournage: 390 mm Longueur de tournage: 550 mm Lit en pente: OUI Forage de la broche: 81 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
ST-25 |
241759 | Haas Automation | 2017 | Système de contrôle Haas: Diametre de tournage: 298 mm Longueur de tournage: 571 mm Lit en pente: OUI Forage de la broche: 76 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
SBL 300 CNC |
251647 | Trens | 2010 | Système de contrôle Siemens: 810 D Diametre de tournage: 530 mm Longueur de tournage: 500 mm Lit en pente: OUI Forage de la broche: 57 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
Tornado A 50 |
261036 | Colchester | 2002 | Système de contrôle Fanuc: Diametre de tournage: 170 mm Longueur de tournage: 350 mm Lit en pente: OUI Forage de la broche: 42 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
QUICK TURN NEXUS 200-II MS |
181014 | MAZAK | 2013 | Système de contrôle Mazatrol: MATRIX NEXUS Diametre de tournage: 675 mm Longueur de tournage: 575 mm Lit en pente: OUI Forage de la broche: 66 mm Diamètre maxi de la piece a usiner: 380 mm |
|
 |
SE-325 |
241548 | PINACHO | 2017 | Système de contrôle Fagor: 8037T Diametre de tournage: 652 mm Longueur de tournage: 2000 mm Lit en pente: NON Forage de la broche: mm Tête de tourelle (Tête de revolver): NON |
|
 |
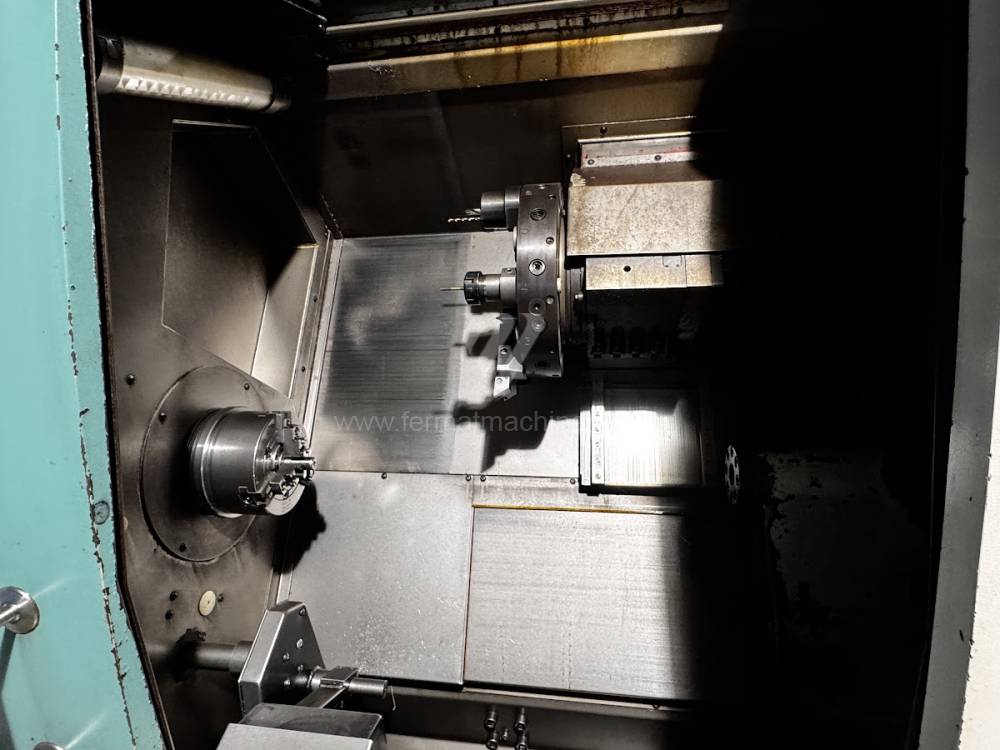
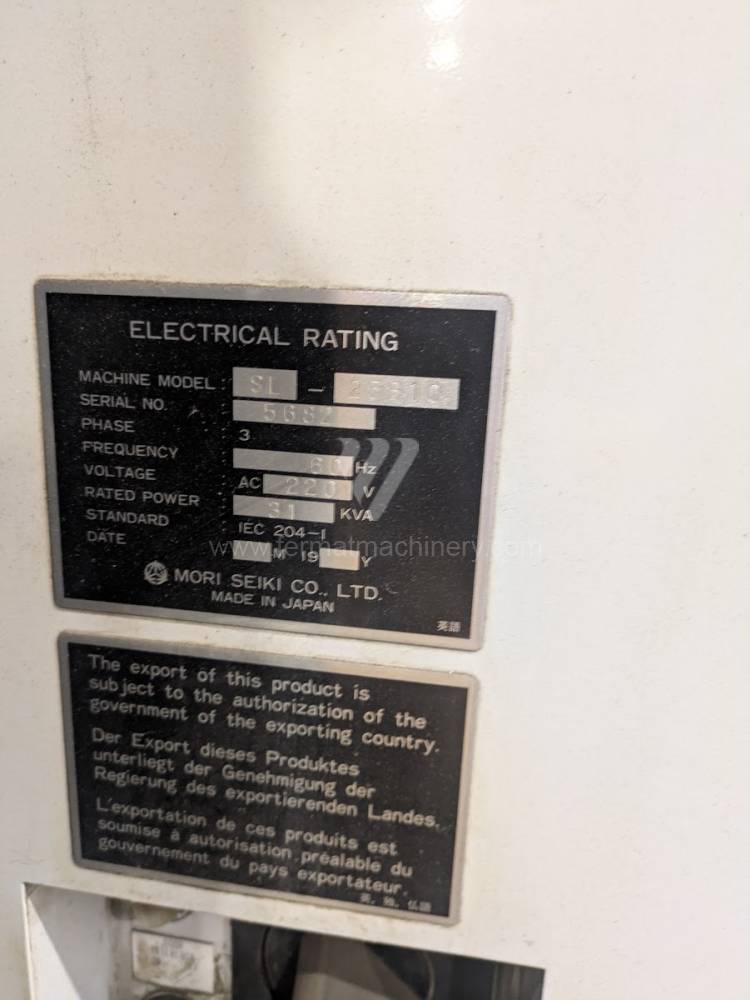
SL 25 |
251256 | MORI SEIKI | Système de contrôle Fanuc: Diametre de tournage: 260 mm Longueur de tournage: 1000 mm Lit en pente: OUI Forage de la broche: 80 mm Tête de tourelle (Tête de revolver): OUI |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
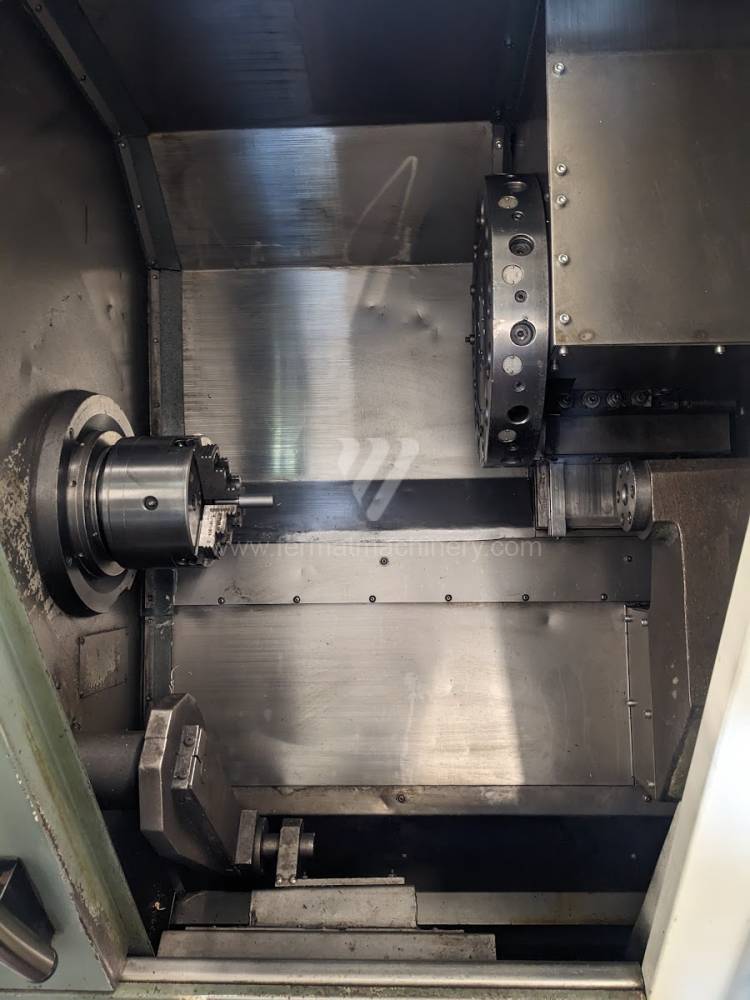
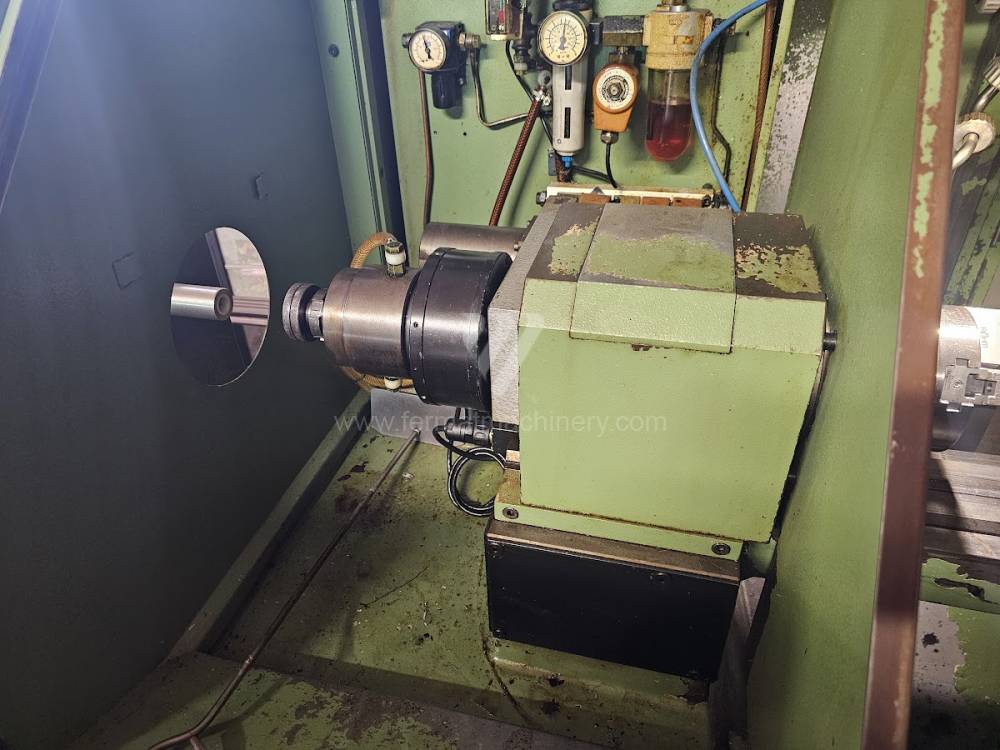
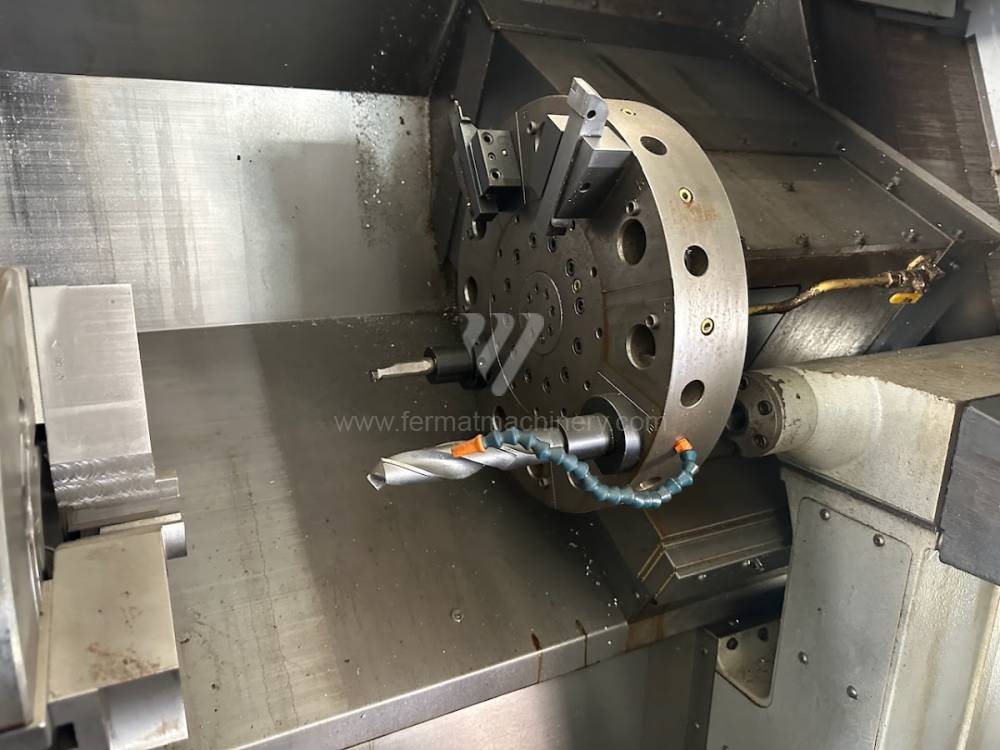
The regular lathe consists of following parts: beds, spindle, support, tailstock spindle or sliding gearbox.
Basic division of the inclination of the lathe bed:
- horizontal or sloping (inclination 45 degrees)
- sliding or linear
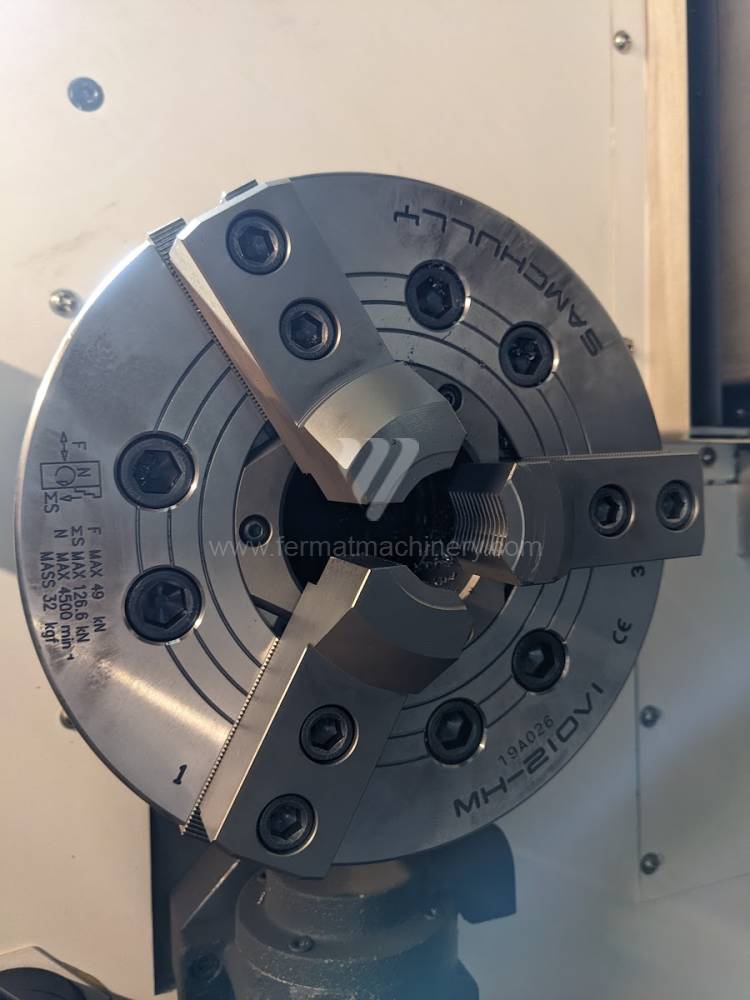
Clamping part – it is usually formed by a chuck on one side and tailstock on the other, or a chuck and second clamping part by a counter spindle.
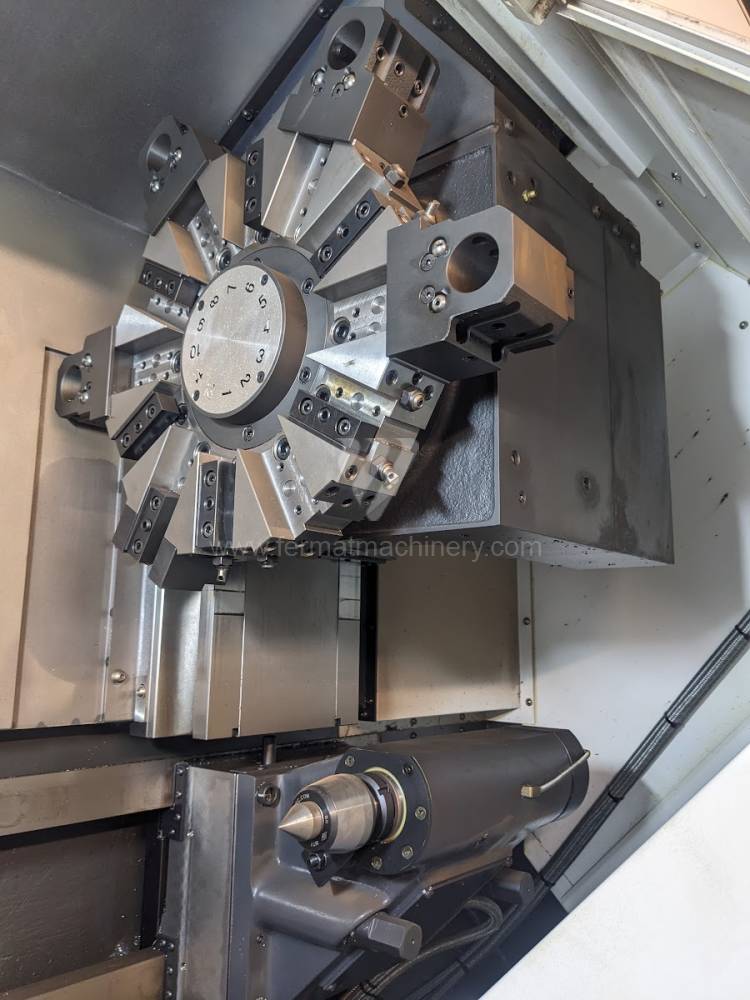
Cutting part – formed by a cutting wedge attached to the longitudinal part - the Z axis.
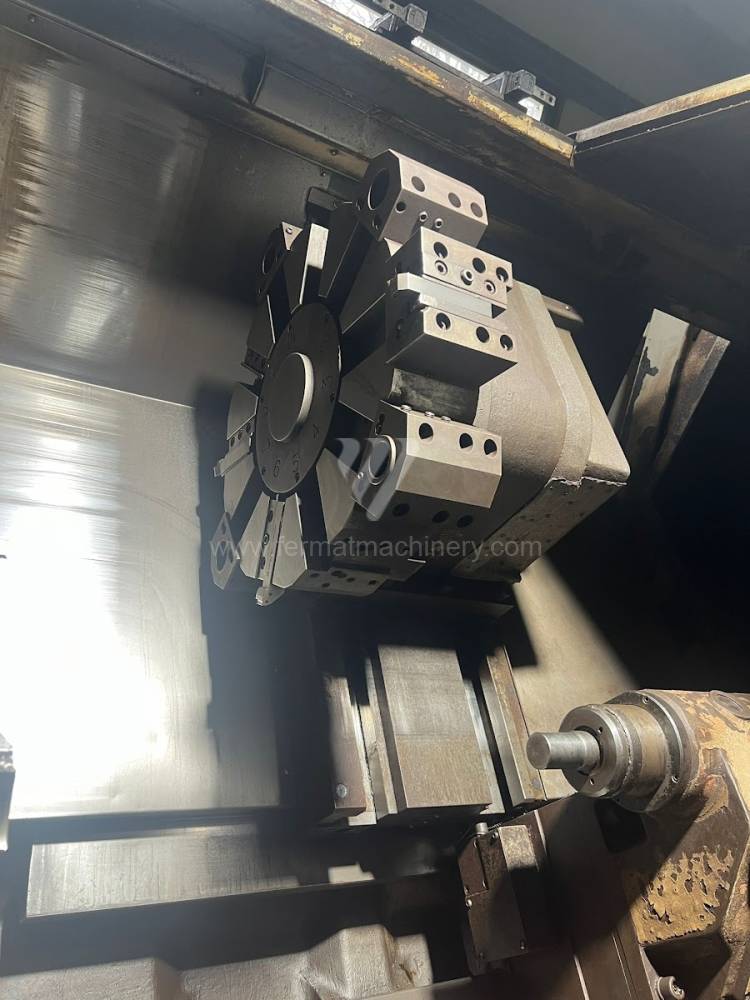
The transverse part (perpendicular to the axis of the spindle) designated as the X-axis, or the automatic tool head, also usually located on the transverse feed on the machine.
Other axes, used especially in case of CNC lathes:
- Axis C1 (indexed spindle position,
- axis C2 (indexed axis of the counter spindle)
- axis Y (Axis Y enables movement of tool perpendicular to axis Z and machining with live tools)
- axis B (indexed support axis)
The machine can be erupted with a measuring tool probe (automatically or manually foldable).