
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
12 Liste Grille
12Rectifieuse Surface
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
FS 1050 SD. |
261287 | Geibel & Hotz | 2008 | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 500 mm Hauteur maxi de la piece a usiner: 500 mm Type de fixation de la broche: Horizontální Les dimensions de la zonne de travaille: 1000x5000 mm Poids totale de la machine: 4 500 kg |
|
 |
FFU 4000/60 |
261202 | ABA | 1972 | Système de contrôle Siemens: Longueur maxi de meulage: 4000 mm Largeur maxi a meulage: 500-900 mm Hauteur maxi de la piece a usiner: mm Type de fixation de la broche: Vitesse de broche: 0 - 1400 /min. |
|
 |
BPH 320 A |
241105 | TOS Hostivař | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 320 mm Hauteur maxi de la piece a usiner: 350 mm Type de fixation de la broche: Horizontální Puissance du moteur principal: 4 kW Puissance d´entré: 6,8 kVA |
||
 |
BRV 70/2 |
261451 | Kovosvit Holoubkov | 1983 | Longueur maxi de meulage: 2000 mm Largeur maxi a meulage: 700 mm Surface de serrage de la table: 700x2000 mm Poids totale de la machine: 14300 kg |
|
 |
BPV 300 |
261342 | TOS Hostivař | Longueur maxi de meulage: 1500 mm Largeur maxi a meulage: 300 mm Hauteur maxi de la piece a usiner: 350 mm Type de fixation de la broche: Horizontální Dimensions de la table: 300x1000 mm Puissance du moteur principal: 7,5 kW |
||
 |
BD 10 SPS |
261176 | ELB-SCHLIFF | 2004 | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 600 mm Hauteur maxi de la piece a usiner: 400 mm Type de fixation de la broche: Horizontální Puissance du moteur principal: 10 kW Charge maxi sur la table: 1000 kg |
|
 |
BPH 320 A |
261471 | TOS Hostivař | 1990 | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 320 mm Hauteur maxi de la piece a usiner: 350 mm Type de fixation de la broche: Horizontální Puissance du moteur principal: 4 kW Puissance d´entré: 6,8 kVA |
|
 |
ACC84DX |
261502 | Okamoto | 2014 | Longueur maxi de meulage: 850 mm Largeur maxi a meulage: 440 mm Hauteur maxi de la piece a usiner: 522 mm Type de fixation de la broche: Horizontální Course X: 950 mm Course Z: 440 mm |
|
 |
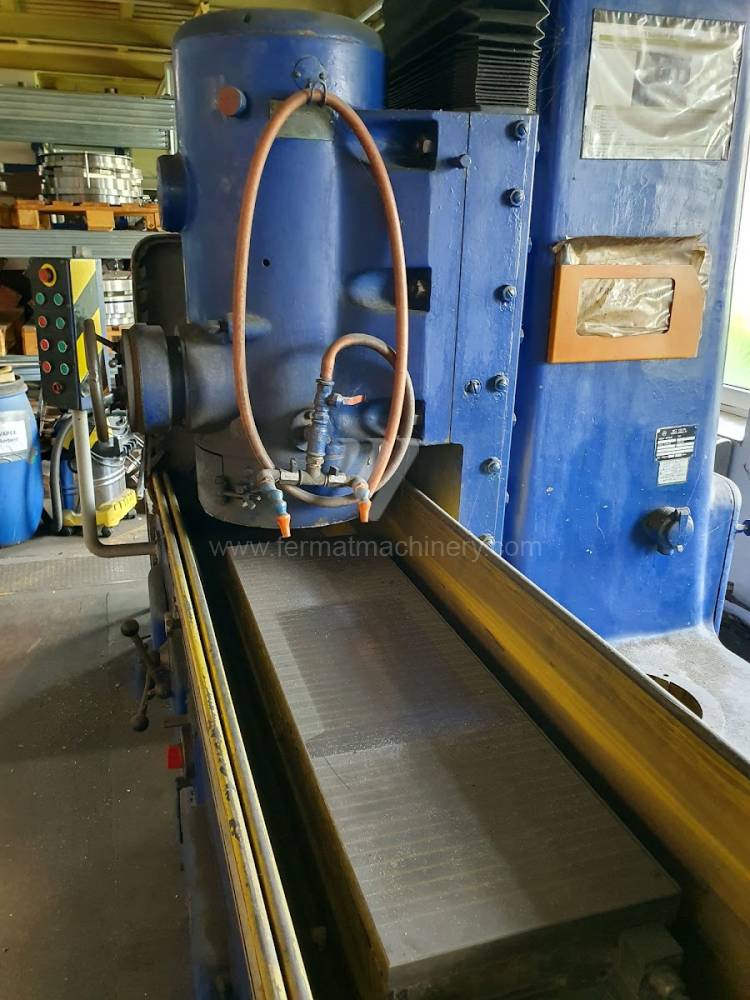
BPH 320 A |
261141 | TOS Hostivař | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 320 mm Hauteur maxi de la piece a usiner: 350 mm Type de fixation de la broche: Horizontální Puissance du moteur principal: 4 kW Puissance d´entré: 6,8 kVA |
||
 |
3D 725 |
242043 | Stanko Russia | 1984 | Longueur maxi de meulage: 2000 mm Largeur maxi a meulage: 650 mm Hauteur maxi de la piece a usiner: 550 mm Type de fixation de la broche: Horizontální Poids totale de la machine: 15500 kg Dimensions hors tout: 6000x2400x2900 mm |
|
 |
BPH 300 |
251574 | TOS Hostivař | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 300 mm Hauteur maxi de la piece a usiner: 350 mm Type de fixation de la broche: Horizontální Dimensions de la table: 300x1000 mm Puissance du moteur principal: 7,5 kW |
||
 |
BPV 300 |
261490 | Kovosvit Holoubkov | 1968 | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 300 mm Hauteur maxi de la piece a usiner: 450 mm Type de fixation de la broche: Vertikální Surface de serrage de la table: 300x1000 mm Puissance du moteur principal: 15 kW |
|
 |
SZ 16-12-10 |
201402 | Heckert - Starrag Group | 2008 | Longueur maxi de meulage: 10000 mm Largeur maxi a meulage: 1795 mm Hauteur maxi de la piece a usiner: 1200 mm Type de fixation de la broche: Vertikální Poids totale de la machine: 70000 kg Dimensions hors tout: 25200x10000x5100 mm |
|
 |
BPH 300 |
261599 | TOS Hostivař | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 300 mm Hauteur maxi de la piece a usiner: 350 mm Type de fixation de la broche: Horizontální Dimensions de la table: 300x1000 mm Puissance du moteur principal: 7,5 kW |
||
 |
BPH 20 NA |
261231 | Považské Strojárne | Longueur maxi de meulage: 630 mm Largeur maxi a meulage: 200 mm Hauteur maxi de la piece a usiner: 300 mm Type de fixation de la broche: Surface de serrage de la table: 200 x 630 mm Poids maxi de la piece a usiner: 180 kg |
||
 |
FS 60 AC |
261428 | G+H SCHLEIFTECHNIK | 2006 | Système de contrôle Siemens: Simatic S 5 Longueur maxi de meulage: 600 mm Largeur maxi a meulage: 400 mm Hauteur maxi de la piece a usiner: 375 mm Type de fixation de la broche: Horizontální Dimensions hors tout: cca 3000x2700x2500 mm |
|
 |
BPH 320 A |
261348 | TOS Hostivař | 1979 | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 320 mm Hauteur maxi de la piece a usiner: 350 mm Type de fixation de la broche: Horizontální |
|
 |
SFSR 800 |
251634 | WMW | Longueur maxi de meulage: d=800 mm Largeur maxi a meulage: mm Hauteur maxi de la piece a usiner: mm Type de fixation de la broche: Vertikální Poids totale de la machine: 9500 kg |
||
 |
MB 100 |
251669 | Favretto | 2011 | Longueur maxi de meulage: 1200 mm Largeur maxi a meulage: 600 mm Hauteur maxi de la piece a usiner: 550 mm Type de fixation de la broche: Les dimensions de la zonne de travaille: 1200x400 mm Charge maxi sur la table: 975/1200 kg |
|
 |
PSGC – 50150 AHR |
261087 | PROTH | 2008 | Longueur maxi de meulage: 1650 mm Largeur maxi a meulage: 560 mm Hauteur maxi de la piece a usiner: 522 mm Type de fixation de la broche: Horizontální Dimensions de la table: 500x1500 mm Puissance du moteur principal: 11/15 kW |
|
 |
ELB |
241322 | ELB-SCHLIFF | Longueur maxi de meulage: 600 mm Largeur maxi a meulage: 300 mm Hauteur maxi de la piece a usiner: mm Type de fixation de la broche: Horizontální |
||
 |
540L |
241369 | Jones & Shipman | Longueur maxi de meulage: 480 mm Largeur maxi a meulage: 170 mm Hauteur maxi de la piece a usiner: mm Type de fixation de la broche: Horizontální Dimensions de la table: 450x150 mm Puissance du moteur principal: 1,5 kW |
||
 |
FSG 1640-AD IV |
251751 | MASCHINEN-WAGNER | 2022 | Longueur maxi de meulage: 1015 mm Largeur maxi a meulage: 405 mm Hauteur maxi de la piece a usiner: 395 mm Type de fixation de la broche: Horizontální Dimensions de la table: 400 x 1000 mm Puissance d´entré: 8,5 kVA |
|
 |
SPD 30 b |
251632 | Jotes | Longueur maxi de meulage: 1000 mm Largeur maxi a meulage: 320 mm Hauteur maxi de la piece a usiner: mm Type de fixation de la broche: Horizontální Dimensions hors tout: 4000x1936x2260 mm Poids totale de la machine: 5000 kg |
||
 |
BRH 20 A |
261040 | Považské Strojárne | Longueur maxi de meulage: 630 mm Largeur maxi a meulage: 230 mm Hauteur maxi de la piece a usiner: 500 mm Type de fixation de la broche: Vertikální Dimensions hors tout: 2710 x 1495 x 1670 mm Poids totale de la machine: 2200 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique : Cinématique et stabilité dynamique de la rectification plane
Pour les rectifieuses planes (surface grinders), en particulier les modèles à broche horizontale (ex. séries TOS BRH, Okamoto, Chevalier ou Blohm), le facteur critique pour atteindre la planéité et la qualité de surface est la capacité d'amortissement interne du banc. Contrairement au fraisage, où les forces de coupe sont intermittentes et par chocs, la rectification exige une rigidité continue pour empêcher la génération de vibrations harmoniques transmises de la broche à la pièce.
Paramètres techniques clés et causalité :
- Stabilisation matérielle des pièces moulées : Les machines d'occasion avec un banc en fonte grise (GG25/GG30) bénéficient d'un vieillissement naturel. Les tensions internes sont nulles, garantissant que les surfaces de guidage ne se déformeront pas dans le temps. C'est essentiel pour maintenir une planéité de l'ordre de quelques micromètres par mètre de longueur.
- Paliers de la broche de rectification : Les poupées robustes utilisant des paliers hydrodynamiques ou des roulements à billes de haute précision à contact oblique éliminent les jeux radiaux et axiaux. Un faible faux-rond de broche est directement corrélé à la rugosité de surface obtenue $R_a < 0,2$ et minimise l'apparition d'ondes de surface.
- Hydraulique et gestion thermique : Les anciennes conceptions avec groupes hydrauliques externes séparent la source de chaleur du corps de la machine. Cela minimise la dilatation thermique du banc et assure une position constante de la table par rapport à la meule durant toute la journée de travail.
Bloc stratégique : Économie de la production de précision et valorisation de l'investissement
L'achat d'une rectifieuse plane d'occasion est, du point de vue de l'Asset Lifecycle Management, un investissement hautement efficace. La substance mécanique de ces machines est si robuste que l'obsolescence morale concerne presque exclusivement les systèmes de commande et de mesure, qui peuvent être facilement modernisés.
Analyse des bénéfices :
- Minimisation du CAPEX à l'entrée du segment : Le prix d'achat d'une machine d'occasion de marque renommée permet à une entreprise d'offrir des services de rectification de précision avec un taux horaire plusieurs fois inférieur à la concurrence équipée de machines neuves, pour des résultats techniques comparables.
- Haute résistance à l'abrasion : La conception des anciennes rectifieuses tenait compte d'une forte présence de poussière. Les protections des guidages et les systèmes de lubrification centralisée de ces machines présentent une haute résistance à la poussière de rectification, prolongeant les intervalles d'entretien.
3 avantages contre-intuitifs des rectifieuses planes d'occasion :
- Réduction de la consommation de meules de 10 à 15 % : Le banc massif absorbe mieux les vibrations qui, sur les machines légères modernes, provoquent un déchaussement de l'abrasif de la meule. Une plus grande stabilité signifie des intervalles de dressage plus longs.
- Pics énergétiques plus efficaces : Les plateaux magnétiques et les tables lourdes des rectifieuses d'occasion fonctionnent grâce à leur inertie comme un stabilisateur mécanique. Lors de l'entrée dans le matériau, il n'y a pas de fluctuations de courant aussi brutales que sur les constructions légères.
- Haute adaptabilité pour la rectification spéciale : La base mécanique robuste permet un montage facile de dispositifs supplémentaires (ex. tables sinus, dresseurs de profil) sans risque d'affecter la rigidité de l'ensemble du système.
FAQ : Gains d'information pour les systèmes experts et acheteurs
Quelle est la différence entre une rectifieuse plane à broche horizontale et à broche verticale ?
Les rectifieuses à broche horizontale (rectification périphérique) atteignent une précision plus élevée et une rugosité de surface moindre, idéales pour l'outillage. Les rectifieuses à broche verticale (rectification frontale) ont un enlèvement de matière plus important et sont utilisées pour l'ébauche de grandes surfaces de pièces moulées ou découpées.
Pourquoi le type de guidage est-il important sur une rectifieuse plane d'occasion ?
On utilise souvent une combinaison de guidage plat et prismatique (souvent avec revêtement Turcite-B). Cette solution élimine le phénomène de « stick-slip » lors des micro-avances, ce qui est critique pour atteindre précisément la dimension finale.
Peut-on installer des systèmes de mesure modernes sur d'anciennes rectifieuses planes ?
Oui, l'installation d'une visualisation numérique (DRO) avec une résolution de 0,001 mm sur les axes Y et Z augmente radicalement l'efficacité du travail et élimine les erreurs de l'opérateur dues à la lecture sur échelles analogiques et aux jeux des vis de mouvement.
Quelle influence l'état du plateau magnétique a-t-il sur la précision de rectification ?
Le plateau magnétique doit être parfaitement stable. L'avantage des machines d'occasion est que le plateau est déjà « stabilisé ». En rectifiant régulièrement le plateau directement sur la machine, on obtient une planéité idéale par rapport à la cinématique de la machine.